1
Изобретение относится к машинам изготавливающим сетки из мерных прутков, а именно к устройствам для поштучной выдачи прутков, стержней и т.п. изделий.5
Известно устройство для подачи продольных стержней в машинах для сварки арматурных сеток, содержащее смонтированные на станине бункер и механизм выдачи прутков из бункера с 10 приводом в виде силового цилиндра l.
Недостатком этого устройства является отсутствие гарантии западания прутка в щель бункера.
Цель изобретения - повьлшение на- 15 дежности работы устройства, т.е. обеспечение надежной выдачи прутков по одному из бункера, загруженного мерными прутками.
Поставленная цель достигается тем,20 что в устройстве для поштучной выдачи прутков, содержащем смонтированный на станине бункер и механизм выдачи прутков из бункера с приводом в виде силового цилиндра, механизм вы- 25 дачи прутков из бункера состоит из размещенных на станине вертикальных направляющих, размещенной на них каретки, прижима и Зс1хватов с упорами, размещенных в горизонтальных направ- 30
ляющих и связанных между собой пружинами, двух двуплечих рычагов, шарнирно закрепленных на каретке, один из которых одним концом взаимодействует с упором прижима, а другим с силовь.; цилиндром, при этом другой рычаг одним концом взаимодействует с упорами захватов, а другим с силовым цилиндром, и ограничительного ролика, размещенного на станине, и контактирующего с торцовой поверхностью прижима.
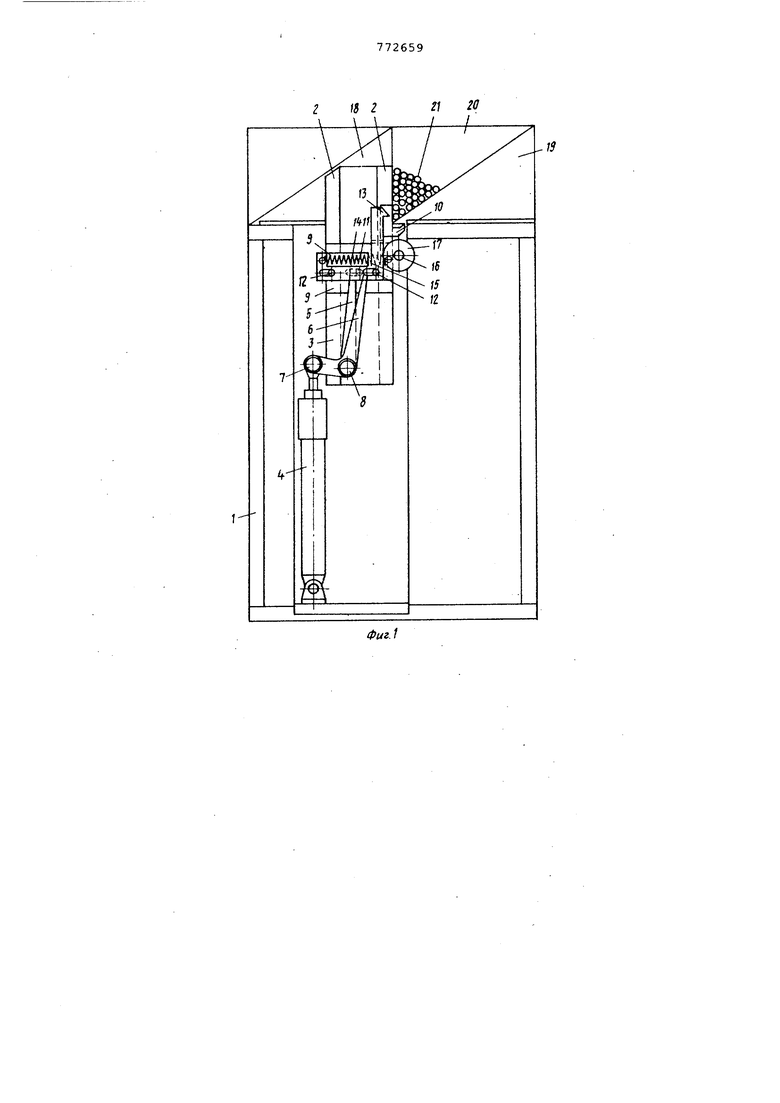
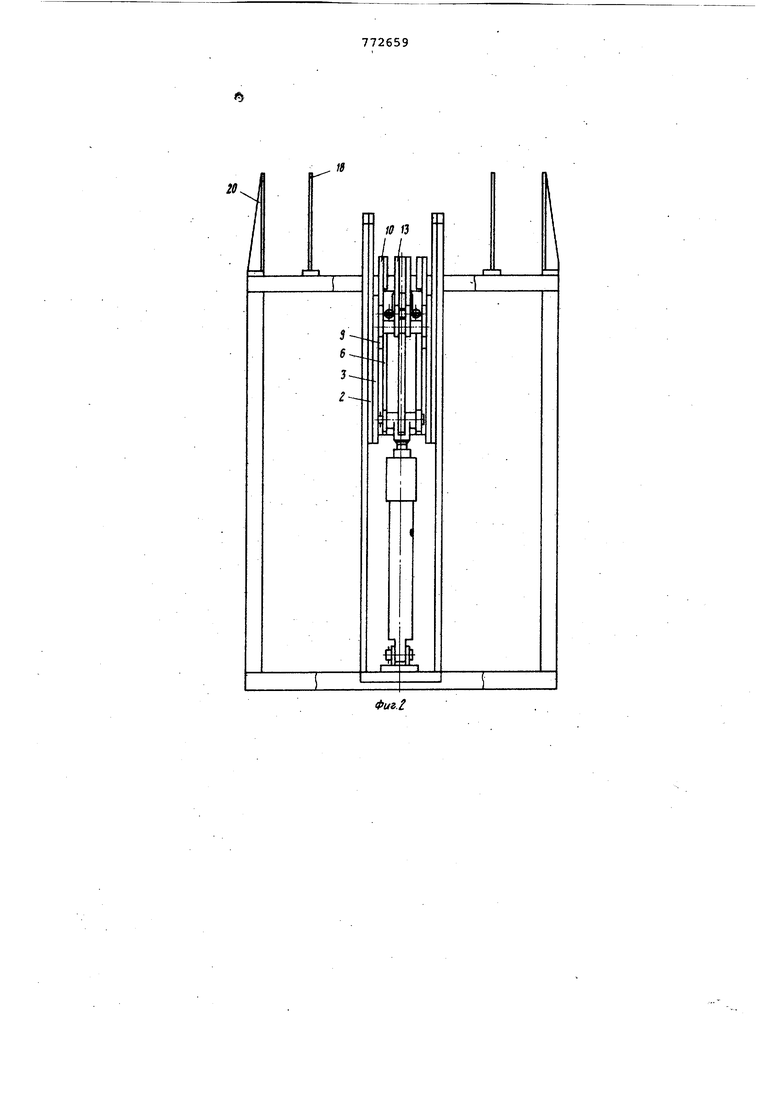
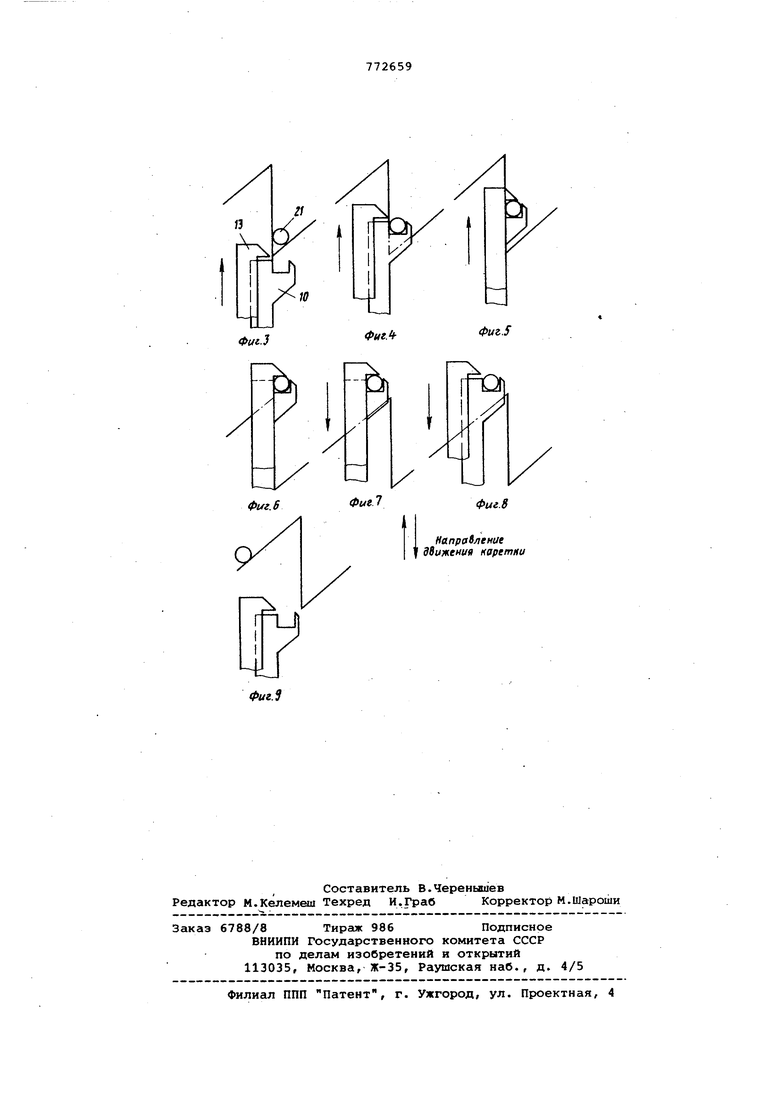
На фиг. 1 схематически изображено предлагаемое устройство, вид сбоку, на фиг, 2 - то же, вид спереди, на фиг. 3-9 - полный цикл захвата и выдачи прутка.
Устройство состоит из основания 1, на которой закреплены вертикальные направляющие 2, по которым поступательно перемещается каретка 3. Привод каретки осуществляется механизмом поступательного движения, например от гидрсцилиндра 4 через двуплечие рычаги 5 и 6, и осью 7. Двуплечие рычаги посажены на ось 8 каретки. На каретке в поперечных направляющих 9 размещены два захвата 10 с упорами 11. Захваты соединены цилиндрическими валиками 12, по которым перемещается прижим 13, имеющий овальные паэы. На прижиме закреплен упор .14, Оба захвата 10 и прижим 13 связаны между собой пружинами 15, На вертикальных направляющих 2 установлен Ьа лик с ограничительным роликом 17 для ограничения перемещения прижима впра во. На основании 1 установлены два плоских треугольника 18, которые об. разуют вертиксьпьные ножевые опоры бункера и скосы для сброса прутков, Вторая пара треугольников 19 образует наклонные ножевые опоры бункера. Боковые стенки бункера 20 крепятся к основанию 1, В бункере загружены мерные прутки 21, Работает устройство для поштучной выдачи прутков следующим образом. При движении штока цилиндра 4 вверх он через ось 7 воздействует на двуплечие рычаги 5 и 6, поворачивая их вокруг оси 8 каретки по часовой стрелке, при этом двуплечие рычаги 5 через упоры 11 перемещают захваты 10 вправо до упора последних в торцы верхних направляющих 9, Прижим 13, связанный с захватами 10 пружинами 1 остается на месте, упираясь своей то довой плоскостью в ограничительный ролик 17, По мере дальнейшего выдвижения штока цилиндра начинается пере мещение каретки 3 вверх, при этом за хваты 10, проходя бункер в зоне прут ков, подхватывают один запавший пруток и перемещают его вверх с вышележащими прутками пока прижим 13 не сойдет с ограничительного ролика 17 под действием пружин 15 и не запрет запавший в захваты пруток, В таком положении захватов 10 и прижима 13 каретка 3 с прутком поднимается до верхней мертвой точки. После получения команды на движение штока цилиндра вниз, последний. ..воздействуя на двуплечие рычаги 5 и 6, заставит их поворачиваться против часовой стрелки, при этом двуплечий рычаг б через упор 14 перемещает при жим 13 влево, увлекая через пружины 15 захваты 10 с зажатым прутком, вынося последний на скосы для сброса прутков 18, Перемещение захватов 10 влево происходит до упора их в торцовую поверхность верхних направляющих 9, а прижим 13, продолжая перемещаться влево, отпирает захваченный пруток, После полного отпирания каретка 3 начинает опускаться вниз и пруток ложится на скосы для сброса прутков, а захваты 10 и прижим 13 пеРемещаются вне зоны бункера в нижнее положение. Затем цикл повторяется. Применение предлагаемого устройства для поштучной выдачи П 3утков в машинах изготавливающих сетки повышает надежность машины, улучшает качество изготавливаемых сеток, за счет рит-мичной подачи прутков, исключает трудоемкую операцию по подаче мерных прутков арматуры и снижает затраты, труда. Формула изобретения Устройство для поштучной выдачи прутков, содержащее смонтированные на станине бункер и механизм выдачи прутков из бункера с приводом в виде силового цилиндра, отлич. ающее с я тем, что с целью повышения надежности работы, механизм выдачи прутков из бункера состоит из размещенных на станине вертикальных направляющих, размещенной на них каретки, прижима и захватов с упорами, размещенных в горизонтальных направляющих и связанных между собой пружи1 ми, двух двуплечих рычагов, шарнирно закрепленных на каретке, один из которых одним концом взаимодействует с упором прижима, а другим с силовым цилиндром, при этом другой рычаг одним концом взаимодействует с упорами захватов, а другим с силовым цилиндром, и ограничительного ролика, размещенного на станине, и контактирующего с торцовой поверхностью прижима. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР I 553028, кл, В 21 F 23/00, 1975,
г 20
/5 г
IS
iO 13
ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| Автомат для изготовления пружинных колец из витых пружинных заготовок | 1989 |
|
SU1641492A1 |
| Станок для горячей навивки пружин кручения | 1987 |
|
SU1454556A2 |
| Устройство для загрузки прутков в зону обработки | 1985 |
|
SU1368077A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |
3- 6- 3
г
Фие.У
Фиг.У
Фнг.
Направление движения наретни
