(54) УСТРОЙСТВО ДЛЯ СВАРКИ.НАКЛОННЫМ
1
Изобретение относится к сварке и может быть применено, например, в машиностроительной промышленности для прямых стыковых и тавровых соединений швами различной длины и пре- 5 рывистыми швами.
Известно приспособление для автоконтактной сварки наклонным электродом, предназначенное для сварки угловых стыков швов (тип SL-710H), со- tO держащее пластину с установленными на ней двумя постоянными магнитами, электрододержатель, закрепленный на Г-образной подпружиненной пластине, имеклцей гнездо крепления держателя, 15 рычаг. К Г-образной пластине с помощью шпильки крепится усеченный с двух сторон палец и толкатель.
Длина свариваемого шва регули- 20 руется путем крепления держателя в хомуте и болтом регулировки толкателя Tj .
Известно также устройство для сварки наклоннь1м электродом, содер- 25 жащее основание с поворотной осью и смонтированным на поворотной оси подпружиненным качающимся рычагом с закрепленным на нем электрододержателем 2 .30 ЭЛЕКТРОДОМ
Недостаток известных устройств большие затраты йремени на переналадку для сварки швов различной длины.
Цель -изобретения - сокращение времени на переналадку для сварки игаов различной длины.
Цель достигается тем, что отверстие в подпружиненном рычаге под поэоротную ось выполнено фигурным в виде гребенки.
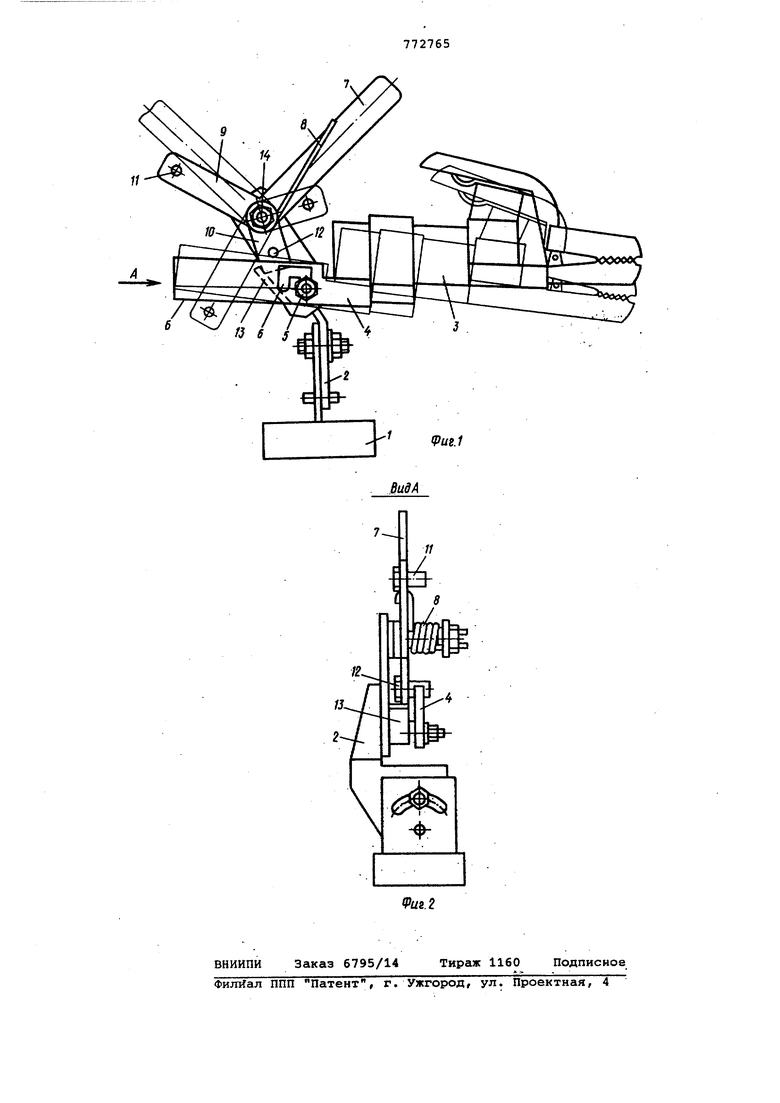
На фиг. 1 изображено устройство, общий вид; на фиг. 2-вид по стрелке А на фиг. 1 (электрододержатель не показан).
Устройство для сварки наклонным электроде содержит основание 1, кронштейн 2, электрододержатель 3, закрепленный нА подпружиненном качающемся рьпаге 4, поворачивающимся вокруг поворотной оси 5, закрепленной на крогаитейне 2 основания и входящей в соответствующую впадину отверстия 6, выполненного в виде гребенки рьмага 4, за счет которого качающийся рцчаг может перемещаться вместе с электрододержателем, рукоятку 7, подпружиненную пружиной 8 и выполненную заодно с кронштейнами 9 и 10, на концах которых установлены роликовые тА1катели 11 и 12, упор 13.
Подпружиненная рукоятка 7 установлена на вал 14, закреплеинвй на кронштейне 2, и взаимодействует толкателем 11 с качающимся {илчагом 4.
Устройство работает следующим образом.
Для установки электрод рукоятJcy 7 отводят против часовой стрелки до соприкосновения кронштейна 9 супром 13, при этом толкатель 11 будет находиться в крайней нижней точке, эле.ктрододержатель 3 приподнимают и вставляют электрод.После установки электрода рукоятка 7 под действием пружины 8 поворачивается по часовой стрелке до упора толкателя 11 в нижнюю полость качающегося рычага 4, пр этом электрод прижимается к свариваемым деталям. По мере сгорания электрода рукоятка под действием пружины продолжает поворачиваться по часовой стрелке, при этом толкатель 11 перемещается по нижней плоскости качаквдегося рычага 4, изменяя угол наклона электрододержателя 3 к поверхности свариваемых деталей. При достижении шва заданной длины, которая определяется положением оси 5 в соответствующей впадине фигурного паза 6, толкатель 11 срывается с конца нижней плоскости качающегося рычага 4 и при следующем повороте рукоятки в соприкосновение с верхней плоскостью качающегося рычага входит толкатель 12 поднимая электрододержатель 3 в горизонтешьное положение,, тем самым обрывая дугу. Переналадка устрюйства для сварки швов различной длины происходит за счет перемещения качающегося рычага 4 относительно оси 5, устанавливаемой в соответствующую впадину фигурного отверстия рычага, при этом изменяется длина плеча качающегося рычага, по которому перемещается толкатель 11, и соответственн угол наклона злектрододержателя относительно горизонтальной плоскости.
С увеличением длины плеча качаю щегося рычага сохраняется постоянство усилия прижатия электрода к свариваемым кромкам благодаря компенсации ослабления натяга пружины в процессе сварки. Таким образом, наличие фигурного отверстия на качающемся рычаге, выполненного в виде гребенки, позволяет производить сварку швов различной длины без переналадки устройства, уменьшая трудоемкость сварки, а следовательно, увеличивая jfipoизводительность труда.
Постоянство усилия поджатия электрода к сварному стыку обеспечивает 5 стабильное качество сварного шва по длине.
Формула изобретения
Устройство для сварки наклонным электродом, содержащее основание с поворотной осью и смонтированным ga поворотной оси подпружиненным качающимся рычагом с закрепленным на нем электрододержателем, отличаю1ц е е с я тем, что, с целью сокращения времени на переналадку для сварки швов различной длины, отверстие в
подпружиненном рычаге под поворотную ось выполнено фигурным в виде гребенки.
Источники информаци j принятые во внимание при экспертизе
1.Инструкция по устройству, наладке и эксплуатации приспособлений для гравитационной и автоконтактной сварки ОГС-323-72. Черноморский судостроительный завод. Николаев, 72, с. 9.
2.Авторское свидетельство СССР № 543476, кл. В 23 К 9/12, 03.03.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки наклонным электродом | 1979 |
|
SU782971A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| Устройство для сварки наклонным электродом | 1977 |
|
SU749591A2 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |
| Устройство для закрепления сепарации на электродах химических источников тока | 1975 |
|
SU543044A1 |
| Устройство для автоматической сварки продольных,кольцевых и угловых швов | 1984 |
|
SU1186427A1 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| Устройство для формирования обратной стороны шва | 1978 |
|
SU774889A1 |
| Устройство для газоэлектрической вибродуговой сварки | 1982 |
|
SU1031676A1 |
f1
