линии на величину радиуса шлифовального круга.
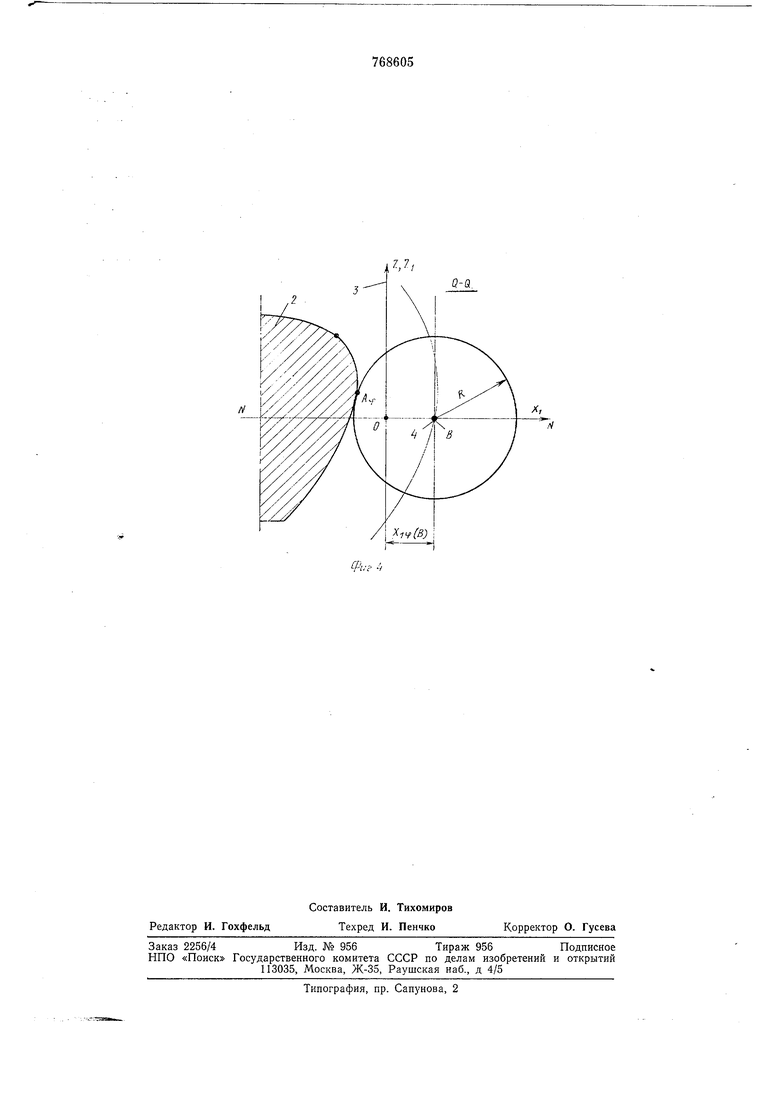
Изобретение иллюстрируется чертежами, где на фиг. 1 изображена схема И1лифования предлагаемым сиособом; на фиг. 2- то же, вид сверху; на фиг. 3 - схема изменения радиуса качания шлифовального круга в зависимости от угла поворота изделия; на фиг. 4 - сечение обрабатываемой криволинейной поверхности плоскостью враш,ения шлифовального круга.
Обработку по предлагаемому способу осушествляют следуюш,им образом.
Врашаюшийся шлифовальный круг 1 подводят до соприкосновения с деталью 2 на калибрующем участке дуги IK с профилем постоянного радиуса г. Этот участок обрабатывают при постоянном радиусе и угле качания шлифовального круга, т. е. деталь 2 поворачивают по направлению стрелки, а шлифовальный круг 1 покачивают относительно оси 3 с радиусом качания г, равным радиусу калибруюш:его участка профиля.
Ось 3 располагают так, что она проходит через центр дуги профиля обрабатываемого валка и перпендикулярна плоскости, в которой лежит ось вращения шлифовального круга и точка его касания с изделием. Так как криволинейная поверхность обрабатываемой детали на калибрующем участке дуги IK имеет вид поверхности вращения, то точка коитакта шлифовального круга с изделием лежит в плоскости, проходящей через оси вращения шлифовального круга и изделия, и ось 3 качания шлифовального круга неподвижна.
По мере поворота валка при переходе на рабочий участок дуги /р начинают увеличивать радиус качания шлифовального круга и в конце рабочего участка он становится равным Гь Во время обработки этого участка шлифовальный круг покачивают по-прежнему относительно неподвижной оси, но радиус и угол качания непрерывно увеличивают в зависимости от поворота изделия. При этом для увеличения радиуса качания шлифовального круга уменьшают расстояние между осью качания и осью 4 вращения шлифовального круга непрерывно в зависимости от угла 0 поворота изделия так, чтобы шлифовальный круг касался гребня 5 желоба обрабатываемого валка. Тем самым обеспечивают обработку гребня без «подреза.
При определенном повороте изделия иа угол 0 шлифовальный круг касается гребня в точке Ло, при этом расстояние между осью качания 3 и осью врашения 4 шлифовального круга в момент касания с гребнем в точке АО равно величине ао, которая зависит от угла поворота изделия и которую непрерывно изменяют в зависимости от угла поворота изделия, т. е.
(0).
Точка АО касания шлифовального круга с гребнем на рабочем участке дуги /р смеи ена из илоскости NN, в которой лелсит ось 4 вращения шлифовального круга при качании вокруг оси 3. При этом же повороте изделия иа угол 0 и при качании шлифовального круга вокруг оси 3 точка А., касания шлифовальиого круга с боковой поверхностью желоба дополнительно смещается из плоскости NN (фиг. 1), а линия Ли/l.i, являющаяся траекторией точки каса;1ия шлифовальиого круга с боковой поверхностью желоба, является иеплоской. Теперь, если сохранить радиус качания шлифовального круга постоянным по углу его поворота вокруг оси качаиия 3 и продолжить обработку, качая шлифовальный круг вокруг оси 3 при рассматриваемом угле В поворота изделия, то возникает «подрез боковых участков теоретической поверхиости желоба.
С целью исключеиия этого явления при повороте изделия на определенный угол 0 в процессе качания шлифовального круга в этом положении изделия расстояние между осью качания 3 и осью вращения 4 шлифовального круга непрерывно изменяют в зависимости от угла ф поворота шлифовального круга вокруг оси 3 его качаиия. Например, по мере увеличения . угла ср расстояние м.ежду осью качаиия 3 и осью вращения 4 шлифовального круга увеличивают на величину Д, которая зависит от угла ф.
Если обозначить через fti расстояние между осью качания и осью вращения шлифовального круга, соответствующее углу ф, то а ао(0) + Д(ф).
При обработке гребня , Д (0)0 и аФ ао(в). При обработке боковой поверхности желоба изменение Д расстояния между осью качания и осью вращения шлифовального круга выбирают таким, чтобы шлифовальный круг касался теоретической иоверхности желоба без «подреза. Тем самым полностью исключается «подрез и иовышается точность обработки желоба при шлифовании качающимся кругом большого диаметра.
Для обработки развалки ручья валка ось качания шлифовального круга смешают в направлении от изделия на величину, зависящую от ширины ручья и угла его развалки, и обрабатывают, сохраняя радиус качания шлифовальиого круга постоянным в процессе поворота шлифовального круга вокруг оси его качаиия. В связи с низкими требованиями к точности обработки развалки ручья валка для ее обработки качанием достаточно изменять радиус качания шлифовального круга в зависимости от угла поворота изделия, что упрощает обработку развалки ручья валка.
Экономическая эффективность предлагаемого способа заключается в значительном повышении точности шлифования криволинейной поверхности желоба с переменным радиусным профилем валков станов периодического проката труб.
Формула изобретения
Способ шлифования криволинейных поверхностей по авт. св. №370012, отличающийся тем, что, с целью повышения точности обрабатываемой поверхности желоба валка, расстояние между осью качания и. осью вращения шлифовальиого круга непрерывно изменяют в зависимости от угла
поворота шлифовального круга вокруг оси его качания так, что в каждом угловом положении шлифовального круга ось его вращения совмещают с точкой пересечения
плоскости, проходящей через оси вращения щлифовального круга и изделия, с кривой, являющейся эквидистантой линии пересечения плоскости вращения шлифовального круга с обрабатываемой криволинейной поверхностью и отстоящей от этой линии на величину радиуса шлифовального круга.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 370012, кл. В 24В 5/26, 1969.
Q-в.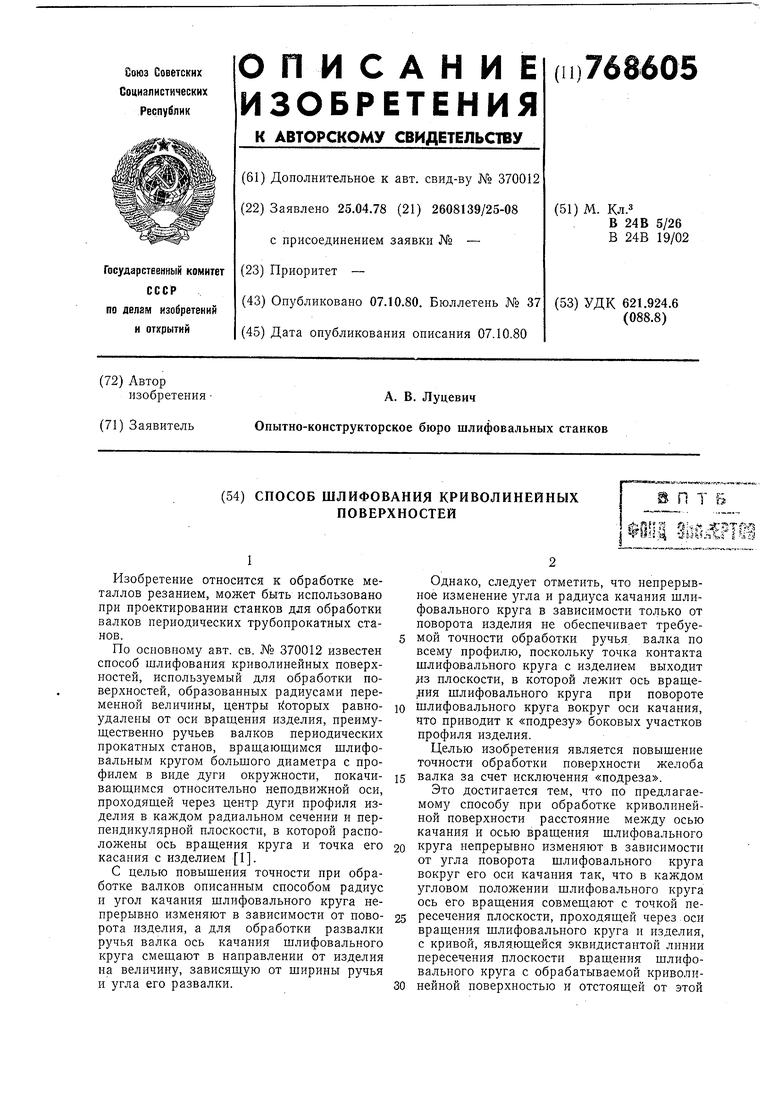
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ КОЛЬЦЕВОГО ЖЕЛОБА ПЕРЕМЕННОГО РАДИУСНОГО ПРОФИЛЯ | 1973 |
|
SU365240A1 |
| Х^ОЮЗНАЯ^'TtK/iiaTiXft^ | 1973 |
|
SU370012A1 |
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| Способ обработки кольцевого желоба переменного профиля изделия | 1981 |
|
SU992164A1 |
| Способ обработки винтовых поверхностей | 1984 |
|
SU1180241A1 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| Устройство к шлифовальному станку для обработки калибров валков | 1988 |
|
SU1688997A1 |
| Способ шлифования криволинейныхпОВЕРХНОСТЕй | 1978 |
|
SU835714A1 |
| Способ шлифования поверхности детали с профилем в виде дуги окружности | 1978 |
|
SU772822A1 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |