Изобретение относится к строитель но-дорожному машиностроению и, в час ности к конструкции прессов для про иэ зодства строительного силикатного кирпича и камней. Известно устройство для формования изделий, включакицее пресс-форму, пуансон, опорное устройство пуансона, привод перемещения пуансона f . Недостатком этого устройства явля ется наличие общей и жесткой опоры пуансонов при групповом прессовании изделий, что не позволяет регулировать высоту (плотность) засыпки над каждым пуансоном в отдельности, а жесткая опора пуансона приводит к уд рам при их перемещении и вызывает повышенный износ. Наиболее близким техническим решением является устройство для )ормования изделий, включакачее пресс-форму, пуансон с приводом перемещения, устройство для регулирования перемещения пуансона и неподвижную опору 2 . Недостатком данного устройства является наличие единой и жесткой опоры пуансонов и общего привода их перемещения, ориентированных на равную высоту засыпки каждой из пресс форм. Однако при одинаковой высоте засыпки пресс-форм ввиду общей опоры пуансонов изделия получаются неравноплотными и с разной массоЯ. Величина неравноплотности достигает 10%, а колебания массы изделий составляют в среднем 6%. Жесткая опора пуансонов вызывает повышенный и неравномерный износ опорных роликов при перемещении пуансонов на позицию засыпки, что в конечном счете приводит также к неравноплотности изделий. Цель изобретения - обеспечение точности регулирования перемещения пуансона, равноплотности засыпки и повышение надежности устройства. Поставленная цель достигается тем, что в устройстве, включающем прессформу, пуансон с приводом перемещения, устройство для регулирования перемещения пуансона и неподвижную опору, устройство для регулирования выполнено в виде жесткого, подпружиненного к неподвижной опоре стержня, соединенного одним концом с пуансоном, а другим концом через шарнирный параллелограмм с приводом перемещения пуансона.
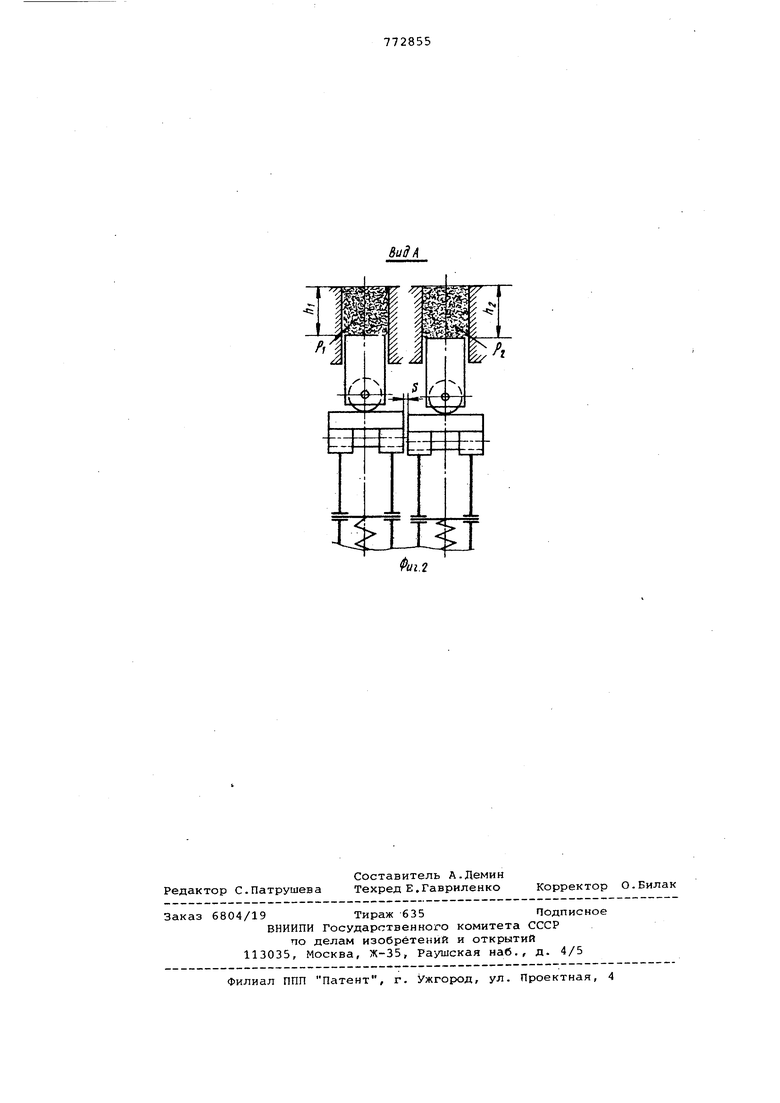
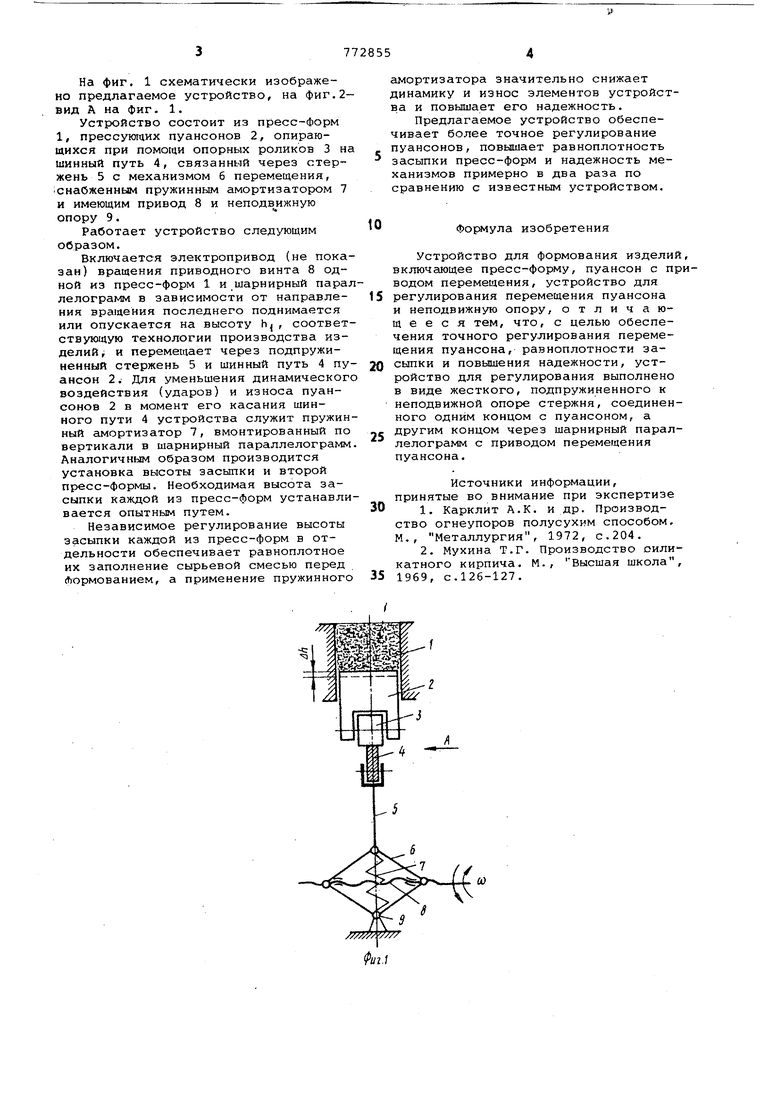
На фиг. 1 схематически изображено предлагаемое устройство, на Фиг.2вид А на фиг. 1.
Устройство состоит из пресс-форм 1, прессующих пуансонов 2, опирающихся при помощи опорных роликов 3 на шинный путь 4, связанный через стержень 5 с механизмом 6 перемещения, Снабженным пружинным амортизаторюм 7 и имеющим привод 8 и неподв ижную опору 9.
Работает устройство следующим образом.
Включается электропривод (не показан) вращения приводного винта 8 одной из пресс-форм 1 и шарнирный параллелограмм в зависимости от направления вращения последнего поднимается или опускается на высоту h, соответствующую технологии производства изделий, и перемещает через подпружиненный стержень 5 и шинный путь 4 пуансон 2. Для уменьшения динамического воздействия (ударов) и износа пуансонов 2 в момент его касания шинного пути 4 устройства служит пружинный амортизатор 7, вмонтированный по вертикали в шарнирный параллелограмм Аналогичным образом производится установка высоты засыпки и второй пресс-формы. Необходимая высота засыпки каждой из пресс-форм устанавливается опытным путем.
Независимое регулирование высоты засыпки каждой из пресс-форм в отдельности обеспечивает равноплотное их заполнение сырьевой смесью перед Лормованием, а применение пружинного
амортизатора значительно снижает динамику и износ элементов устройства и повышает его надежность.
Предлагаемое устройство обеспечивает более точное регулирование пуансонов, повышает равноплотность засыпки пресс-форм и надежность механизмов примерно в два раза по сравнению с известным устройством.
Формула изобретения
Устройство для формования изделий включающее пресс-форму, пуансон с прводом перемещения, устройство для регулирования перемещения пуансона и неподвижную опору, отличающееся тем, что, с целью обеспечения точного регулирования перемещения пуансона, равноплотности засыпки и повышения надежности, устройство для регулирования выполнено в виде жесткого, подпружиненного к неподвижной опоре стержня, соединенного одним концом с пуансоном, а другим концом через шарнирный параллелограмм с приводом перемещения пуансона.
Источники информации, принятые во внимание при экспертизе
1.Карклит А.К. и др. Производство огнеупоров полусухим способом. М., Металлургия, 1972, с.204.
2.Мухина Т.Г. Производство силикатного кирпича. М., Высшая школа, 1969, с.126-127.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ СТРОИТЕЛЬНОГО КИРПИЧА И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2029662C1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2021109C1 |
| Способ формования | 1975 |
|
SU657989A1 |
| Пресс для формования пустотелого строительного кирпича | 1990 |
|
SU1763192A1 |
| Устройство для прессования трубчатых изделий из порошка | 1982 |
|
SU1110544A1 |
| Способ прессования изделий из порошка | 1987 |
|
SU1519842A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1997 |
|
RU2121435C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА В ДВА ЭТАПА ЗА ОДИН ХОД ПРЕССУЮЩЕГО ИНСТРУМЕНТА | 2000 |
|
RU2179927C2 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА | 1997 |
|
RU2127661C1 |
| Пресс-форма для прессования изделий из порошка | 1981 |
|
SU1016070A1 |