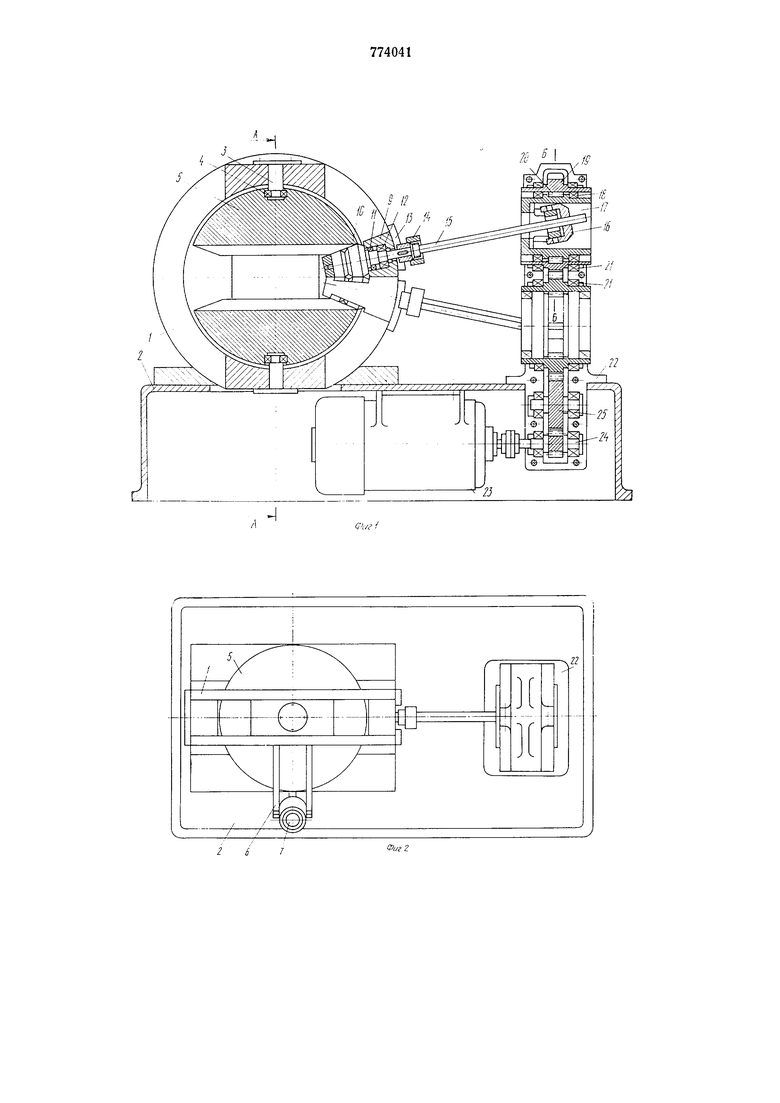
установленной в подшипниках 18 в шестерне 19 привода. Одностороннее враш,ение шпинделей обеспечивается за счет зацепления муфты обгона заклиниваюшимися роликами 20. Соединение шпинделей с приводом при помоши муфт обгона позволяет уменьшить мощность и габариты двигателя разгона врашаюшегося цилиндра и валков.
Шестерни привода остановлены на подшипниках 21 в коробке 22 и соединены с двигателем 23 посредством шестерен 24 и 25.
Прокатная клеть с коническими валками работает следуюшим образом.
Перед подачей полосы в калибр конических валков двигатель 7 с фрикционным диском 8 поднимают в верхнее положение так, что диск будет прижат к нижней сферической поверхности в месте наибольшего диаметра врашаюшегося цилиндра 5. Включают двигатель разгона 7, который начинает врашать цилиндр 5 и валки 10 со шпинделями 15. Врашению шпинделей не препятствуют шестерни 19, 24, 25 и двигатель 23 привода валков. Скорость вращения возрастает но мере перемешения двигателя 7 по дуговым направляющим вниз, так как в этом случае уменьшается передаточное число между цилиндром 5 и фрикционным диском 8. Это обеспечивает плавный, без пробуксовок на контактных поверхностях валков и цилиндра, разгон прокатной клети.
При достижении наибольшей скорости цилиндра 5 и валков 10 включают двигатель 23 привода и подают полосу в калибр валков. Так как в этом случае мощности двигателя 7 недостаточно для обжатия полосы, мошность к валкам передается через муфты обгона с роликами 20 и шпинде ти 15.
Пробуксовка на контактных поверхностях цилиндра и валков исключается в том случае, когда полосы прокатывают с большими обжатиями, так как приводными являются рабочие валки 10. Это уменьшает износ валков и цилиндра 5.
Замена вращающегося цилиндра может быть осуществлена без замены рабочих валков. Для этого пальцы 3 извлекают из станины 1, а цилиндр выводят из кольцевой станины по направлению прокатки.
Для замены кассет 9 с валками 10 сначала выдвигают из шестерен 19 шпиндели 15, снимают дугообразные планки 13 и извлекают из окон станины 1 кассеты 9.
Установку вращаюшегося цилиндра, кассет с рабочими валками и шпинделей проводят в обратной последовательности.
Формула изобретения
Прокатная клеть с коническими валками, опирающимися бочками на конические онорные поверхности тела вращения с вертикальной осью, содержащая также станину с дуговыми направляюшими и средства установки и привода валков, отличаюшаяся тем, что, с целью уменьшения износа валков путем исключения пробуксовки конических валков на контактных поверхностях в момент захвата заготовки и при больших обжатиях за проход, тело
вращения вынолнено сферическим, и клеть снабжена установленным на дуговых на травляюших станины прокатной клети с возможностью перемещения по этим направляющим двигателем, выполненным с
фрикционным диском, контактирующим с нижней сферической поверхностью, а шпиндели конических валков соединены с приводом посредством :.:уфт обгона.
Источники информации,
принятые во внимание при экспертизе
I. Авторское свидетельство СССР по заявке № 2020808/22-04, кл. В 21В 13/00, 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть с многовалковым калибром | 1978 |
|
SU876217A2 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| Вакуумный прокатный стан | 1977 |
|
SU1003946A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Прокатная клеть | 1979 |
|
SU845892A1 |
| Прокатная клеть | 1981 |
|
SU995927A1 |
| Клеть для периодической прокатки | 1985 |
|
SU1338947A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |