Изобретение относится к оборудованию для прокатки сортовых профиле и предназначено для использования в прокатных цехах металлургических и машиностроительны заводов. Известны различные конструкции п катных клетей, содержащие станину, два и более прокатных валков на под шипниках в подушках, устройства радиальной и осевой установки валков, в которых привод холостых ВсШКОВ осуществляется от индивидуальных ме ханизмов. Известно устройство для непрерыв ной калибровки проката после послед ней клети сортового стана горячей прокатки, в котором привод валков второй и всех последуннцих калибрующ клетей выполнен через обгонные муфт с целью исключения влияния натяжени на профиль проката fl3. Известна также прокатная клеть с многовалковым калибром, содержащая станину, две пары взаимно перпендикулярных валков на подаипниках в подушках, устройство радиальной и осевой установки валков, причем одна пара валков холостая и снабжена разгонным приводом Г23. Однако привод холостых валко бует установки дополнительной э. ектроаппаратуры для управления разго электродвигателями и усложняет ту оператора, так как необходим гласовывать скорости вращения р ных электродвигателей как между бой, так и относительно главног вода клети. Кроме того, эта кон рукция не исключает возможности стревания полосы в холостых вал особенно при прокатке полос с удельным весом. Это происходит ствие того, что разгонные двига с целью уменьшения их габаритов малую мощность, а следовательно крутящий момент, который при пр катке на малых скоростях недостато ен тих для выталкивания полосы из холо по валков, если они являются вторы ходу прокатки. Если прокатная к еть расположена так, что холостые являются первыми по ходу прокат то при мсшых скоростях движения сы ее инерции и момента разгонн двигателей недостаточно для про ода ков, полосы через калибр холостых ва Налым особенно при прокатке полос с стве удельным весом. Установка в кач разгонных двигателей электродви ателей большой мощности для обеспечения необходимо-го момента значительно увеличивает габариты клети как в направлении прокатки, так и в направлении, перпендикулярном оси прокатки, также увеличивается высота прокатной клети и ее вес. Эти недостатки данной конструкции прокатной клети значительно усложняют работу прокатного стана и снижают качество проката;
Цель изобретения - иcкJпoчeниe эастревания прокатной полосы в холостьох валках и, как следствие, повынение точности прокатки.
Поставленная цель достигается тем что в прокатной клети, содержащей две пары взаимно перпендикулярных валков установленных на подшипниках в подушках, устройства для радиальной и осевой установки валков, причем одна пара валков холостая и снабжена разгонным приводом, разгонный привод холостых валков выполнен в виде механизма, содержащего установленную на каждом валке муфту Свободного хода с корпусом, внутренней и наружной обоймами и закрепленный с помощью шарнира, на корпусе муфты гидроцилиндр, который штоком шарнирно связан с наружной обоймой муфты.
Такая конструкция позволяет производить разгон холостых валков до требуемой скорости.прокатки, величину которой можно изменять количеством подаваемой в гидроцилиндр рабочей жидкости. Включение разгонного механизма холостых валков производится в момент входа полосы в калибр и может осуществляться автоматически от механического или электрического датчика. Гидроцилиндр позволяет создавать необходимый крутящий момент на холостом валке и обеспечить проход полосы через калибр холостых валков, если они являются первой парой по ходу прокатки, или обеспечить выбрасывание полосы из калибра, если холостая пара валков расположена после приводной. В этом случае застревание полосы в холостой паре валков исключается независимо от скорости прокатки и удельного веса проката. Использование предлагаемой прокатной клети в производстве позволяет повысить точность прокатки, автоматизировать процесс управления разгоном холостых валков и изменением скорости их разгона, улучшить условия труда оператора стана.
На фиг. 1 показана клеть, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3.
Прокатная клеть включает стапнну 1, состоящую из четырех корпусов, соединенных между собой шпильками, два горизонтальных (приводных) валка 2 на подшипниках с подушками, два вертикальных (холостых) валка 3 па подшипниках с подушками и два механизма 4, установленных на валах вертикальных валков. Каждый механизм состоит из муфты 5 свободного хода, корпуса б, установленного на подшипниках 7, и качающегося гидроцилиндра 8, закрепленного на корпусе муфты с помощью шарнира 9, шток ко|ТОрого шарнирно связан с наружной обоймой 10 муфты. Внутренняя обойма муфты соединена с валом вертикальног валка с помощью шпонки.
При подходе полосы к калибру, образованному вертикальными валками, подается сигнал (механический или электрический) на включение механизма, продолжительность работы которого зависит от требуемого режима прокатки. В целях предотвращения проворачивания корпусов б муфт 5 свободного хода они соединены между собой планками 11, в которых имеются пазы, обеспечивающие радиальные и осевое перемещение валков при их настройке.
Использование прокатной клети данной конструкции при производстве гоярчекатаной круглой стали позволяет вести прокатку в суженном поле допуска и исключить застревание полосы в холостой паре.
Oopiviyna изобретения
Прокатная клеть, содержащая станину, две пары взаимноперпендикулярных валков, установленных на подшипниках в подушках, устройства радиальной и осевой установки валков, причем одна пара валков холостая и снабжена разгонным приводом, отличающаяся тем, что, с целью исключения застревания полосы в холостых валках и, как следствие, повышения точности прокатки, разгонный привод холостых валков вьтолнен в виде механизма, содержащего установленную на каждом валке муфту свободного хода с корпусом, внутренней и наружной обрймами и закрепленный с помощью шарнира на корпусе муфты гидроцилиндр который штоком шарнирно связан с наружной обоймой муфты.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ № 1602180, кл. В 21 В 1/12, опублик. 1973.
2.- Сталь, 1978, № 7, с.бЗб.
УС/
i
хт.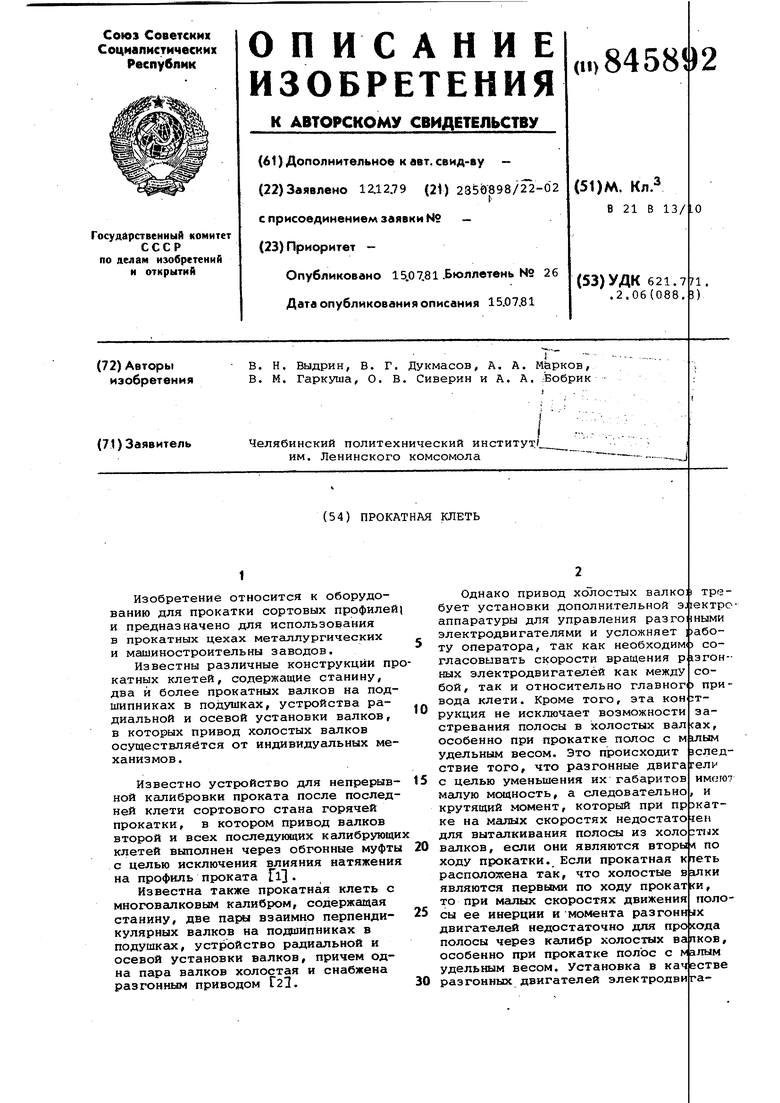
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1981 |
|
SU995927A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Прокатный стан | 1987 |
|
SU1507478A1 |
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| Прокатный стан | 1988 |
|
SU1600867A1 |
| Узел валка рабочей клети | 1980 |
|
SU994067A1 |

фиг.1
-L
А
б - В
10
