11
Изобретение относится к основному технологическоьгу оборудованию прокатного производства, а именно к клетям ,гщя периодической прокатки, преимущественно высоких полос с периодичностью на узких гранях.
Цель изобретения - экономия металла путем обеспечения точности задачи заготовки в вертикальные валки.
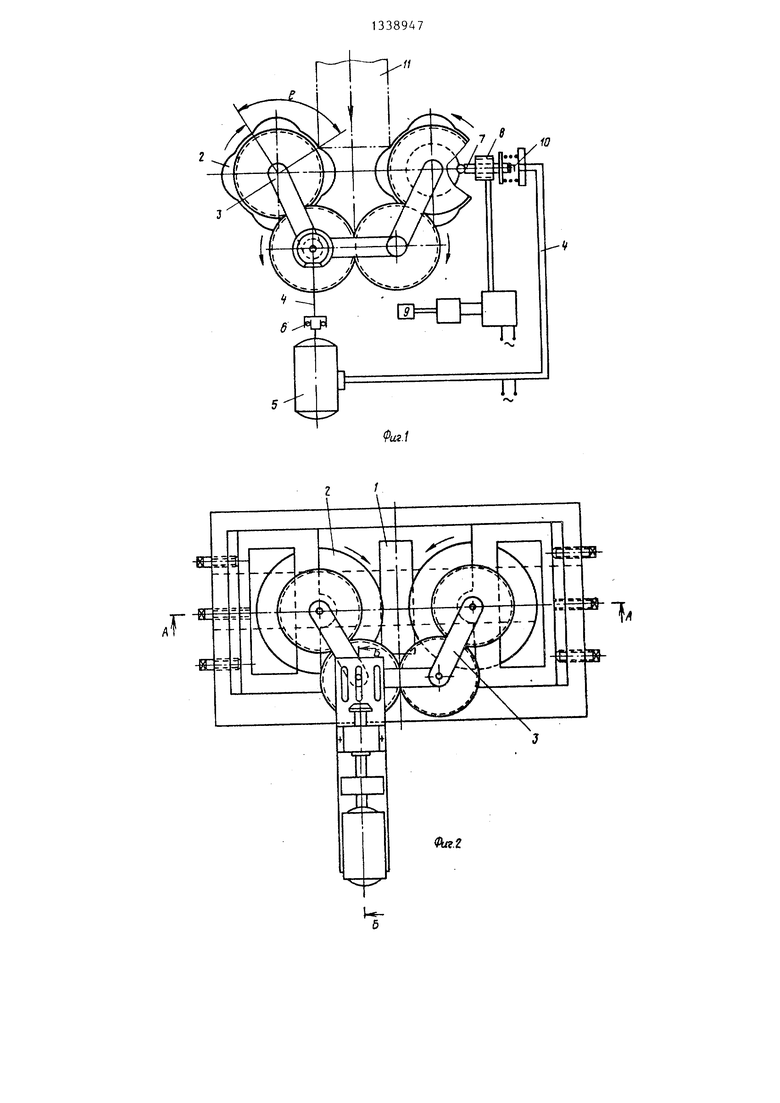
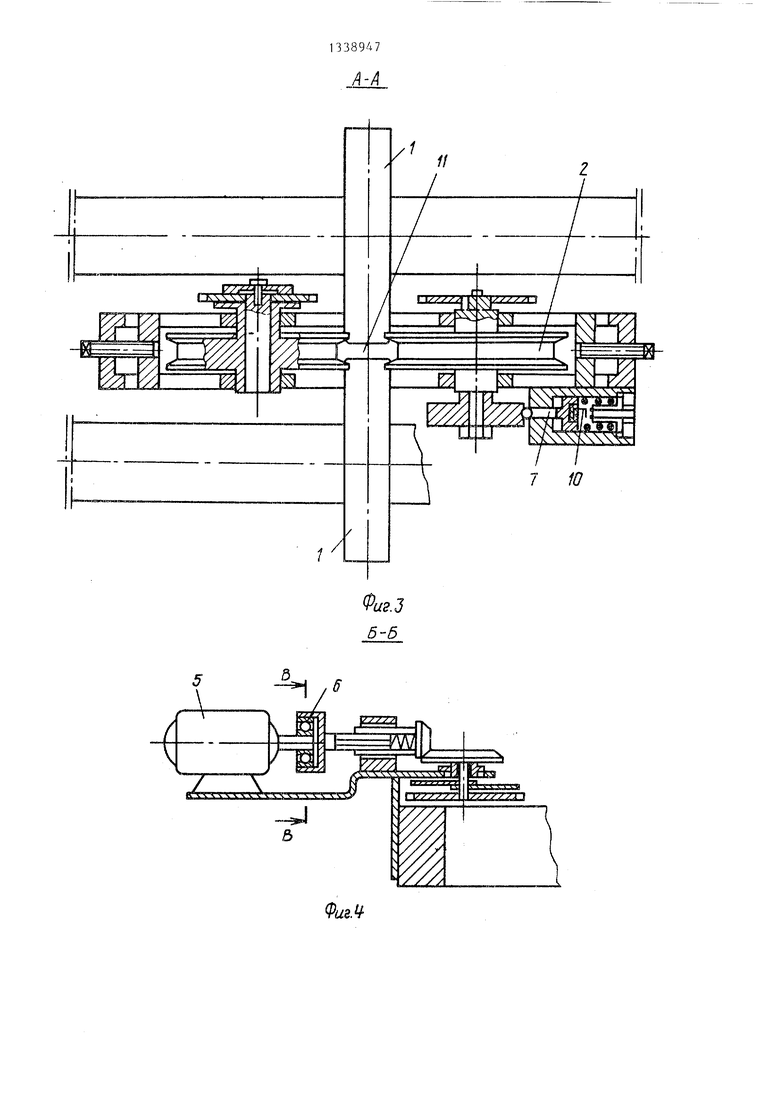
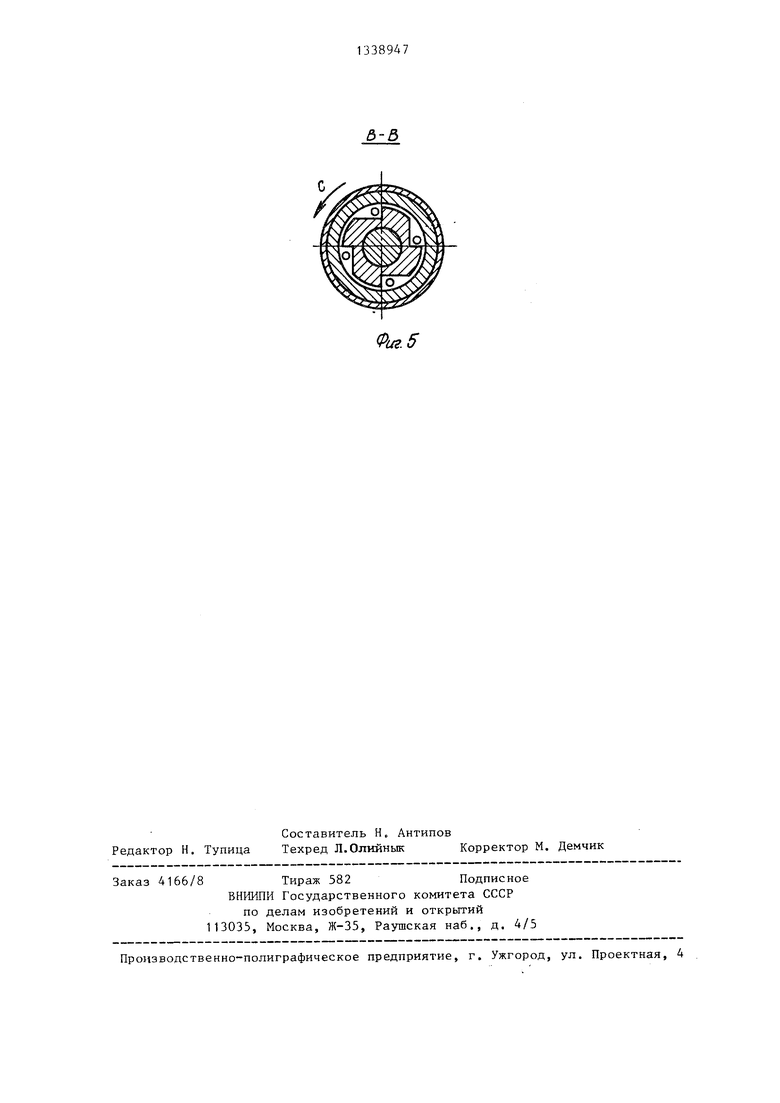
На фиг, 1 изображена принципиальная схема клети для периодической прокатки; на фиг. 2 - то же, вид сверху; на фиг, 3 - разрез А-А на на фиг, 4 - разрез Б-Б на
фиг, 2;
фиг, 2; на фиг, 5 - разрез В-В на
фиг, 4,
Клеть содержит два горизонтальных валка 1 и два смещенных относительно них в направлении прокатки неприводных вертикальных валка 2, привод вращения горизонтальных валков (не показан), механизм 3 согласования периодов вертикальных валков и меха
низм 4 установки их в начальное поло- 26гатель. Вертикальные валки занимают
жение, который выполнен в виде вспомо-начальное положение, необходимое для
гательного привода 5 вращения с муф-профилирования очередной заготовки, той 6 обгона, подпружиненного фикса- Предлагаемая клеть позволяет обестора 7 вертикальных валков, привода 8печить точность задачи заготовки в
отвода фиксатора с датчиком 9 наличия зовертикальные валки, что приводит к
полосы в вертикальных валках и разме-экономии металла при прозводстве пещенного на фиксаторе нормально-откры-риодических профилей.
того контакта 10, включенного в цепь управления вспомогательным приводом вращения вертикальных валков.
Клеть работает следующим образом. Заготовка 11, выходящая из горизонтальных валков 1, подается в вертикальные валки 2, находя циеся в начальном для профилирования положении, В момент начала вращения вертикальных валков под действием заготовки (начало деформирования) шарик выходит из
50
лунки диска и поршень датчика, сжимая 45 экономии металла путем обеспечения пружину, замыкает контакты электродвигателя вспомогательного привода 5,
Наружная и внутренняя обоймы обгонной муфты 6 вращаются по стрелке С, Наружная обойма получает вращение от вертикальных валков через шестерни четырехзвенника и пару конических шестерен, а внутренняя обойма вращается от электродвигателя.
Угловая скорость электродвигателя привода 5 устанавливается меньше угловой скорости вращения наружной обоймы обгонной муфты, поэтому электродвигатель работает вхолостую.
55
точности задачи заготовки в вертикальные валки, вертикальные валки выполнены неприводными, а механизм установки в начальное положение выполнен в виде вспомогательного прив да вращения с муфтой обгона, подпру жиненного фиксатора вертикальных ва ков, привода отвода фиксатора с дат чиком наличия полосы в вертикальных валках и размещенного на фиксаторе нормально открытого контакта, включенного в цепь управления вспомога тельным приводом вращения вертикаль ных валков.
При входе заготовки в вертикальные валки с помощью датчика 9 наличия раската в валках срабатывает блокирующее устройство, которое фиксирует датчик начального положения валков во включенном состоянии.
Когда заготовка пройдет через калибр вертикальных валков, блокировка датчика начального положения валков снимается и шарик датчика начинает контактировать с диском,
В это время окружная скорость вертикальных валков, а следовательно, и
наружной обоймы обгонной муфты начинает уменьшаться. Это продолжается до тех пор, пока угловая скорость внутренней обоймы не окажется больше угловой скорости наружной обоймы. После
заклинивания обгонной муфты вертикальные валки вращаются под действием двигателя вспомогательного привода до тех пор, пока шарик датчика не попадет в лунку диска и не выключит электродви
Формула изобретения Клеть для периодической прокатки преимущественно высоких полос с периодичностью на узких гранях, содержащая станину, два горизонтальных валка и два смещенных относительно них в направлении прокатки вертикаль- ных валка, привод вращения валков, механизм согласования периодов вертикальных валков и механизм установки их в начальное положение, отличающаяся тем, что, с целью
50
45 экономии металла путем обеспечения
55
точности задачи заготовки в вертикальные валки, вертикальные валки выполнены неприводными, а механизм их установки в начальное положение выполнен в виде вспомогательного привода вращения с муфтой обгона, подпружиненного фиксатора вертикальных валков, привода отвода фиксатора с датчиком наличия полосы в вертикальных валках и размещенного на фиксаторе нормально открытого контакта, включенного в цепь управления вспомогательным приводом вращения вертикальных валков.
.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| Клеть стана продольной прокатки | 1990 |
|
SU1801634A1 |
| Прокатный стан | 1988 |
|
SU1600867A1 |
| Привод валков стана холодной прокатки труб с подвижной клетью | 1973 |
|
SU460914A2 |
| Профилегибочный стан | 1981 |
|
SU988407A1 |
| Прокатная клеть | 1979 |
|
SU845892A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Рабочая валковая клеть | 1988 |
|
SU1600875A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1362515A1 |
Изобретение относится к оборудованию для продольной периодической прокатки и обеспечивает экономию меTi. л ..Л талла заготовки, идущего на концевые отходы. Это достигается наличием механизма для точной установки переднего торца заготовки относительно валков периодической прокатки, которые получают вращение при подаче заготовки другими валками к-лети. Управляемый фиксатор механизма и вспомогательный привод обеспечивают установку валков периодической прокатки в точно заданное исходное положение после прокатки каждой заготовки. Благодаря этому точность задачи заготовки в валки увеличивается. 5 ил.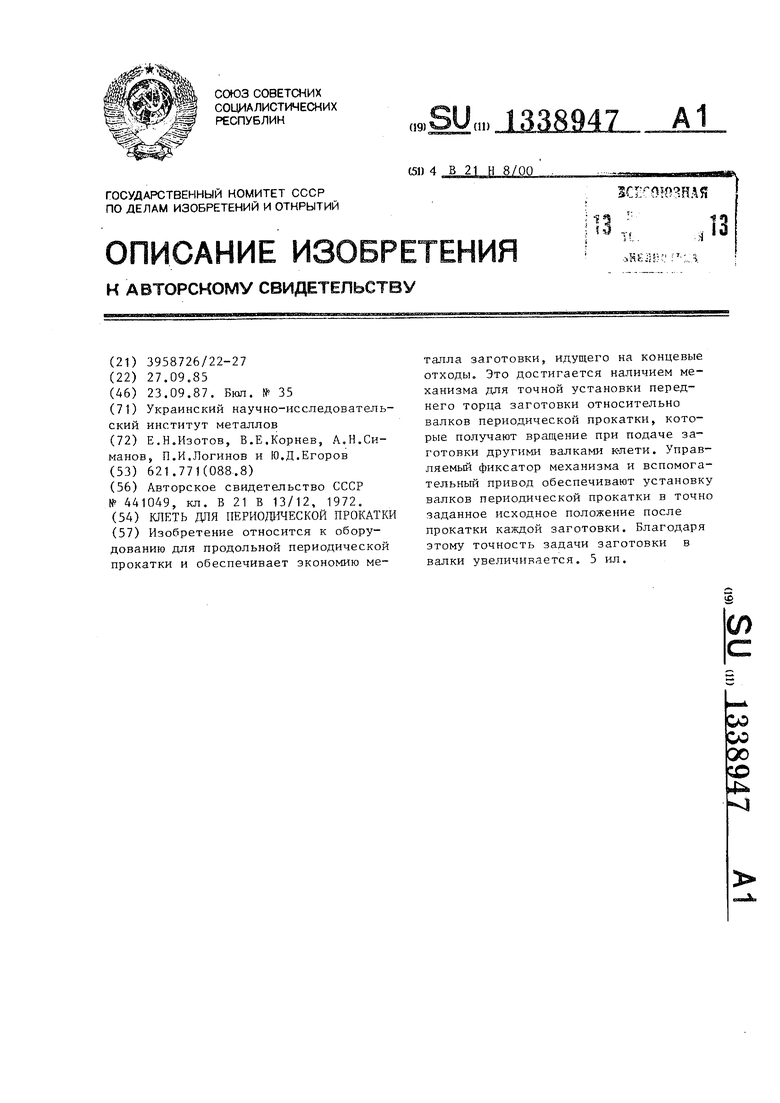
-Eil Bfe S-Е ЭФиг.г
Фиэ.З
б-б
-ц/
)i
/
ч - ч -ТЧ
t ////l
1
а |vVv4|fl jl 3ii
5
Редактор И, Тупица
Составитель Н. Антипов
Техред Л.Олийнык Корректор М. Демчик
Заказ 4166/8 Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фиг. 5
| Узел валков универсальной клети для прокатки полос переменного сечения | 1972 |
|
SU441049A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
