1
Изобретение относится к оборудованию для холодной листовой штамповки и может быть использовано в любой отрасли машиностроения для получения отверстий и пазов в полосовом и ру- 5 лонном материале.
Известно ycTpoiicTBO для пробивки отверстий и пазов в ленточном и полосовом материале, содерхсащее корпус, на котором смонтированы инструменталь- О ные блоки, несущие попарно взаимодействующие штамповочные инструменты и прижим. Инструментальный блок выполнен в виде основания и шарнирно связанного с ним рычага, поворачиваемо- 15 го под действием привода. Один из штамповочных инструментов каждой пары закреплен на основании, а другой на конце рычага .
.В известном устройстве каждая па- 20 ра инструментов имеет самостоятельный прижим, в связи с чем при обработке рулонного материала или длинной полосы это устройство не обеспечивает достаточно надежной фиксации 25 материала и его равномерного прижатия при обработке инструментами, расположенными на разных блоках.
С целью повышения надежности фиксации материала, обеспечения егЪ рав- 30
номерного прижатия при обработке инструментами в описываемом устройстве прижим выполнен общим для нескольких инструментальных блоков и представляет собой валик с длиной, соответствующей ширине обрабатываемого материала. Валик связан системой рычагов со стержнем, установленньви с возможностью попеременного взаимодействия с рычагами нескольких блоков, несущими штамповочные инструменты.
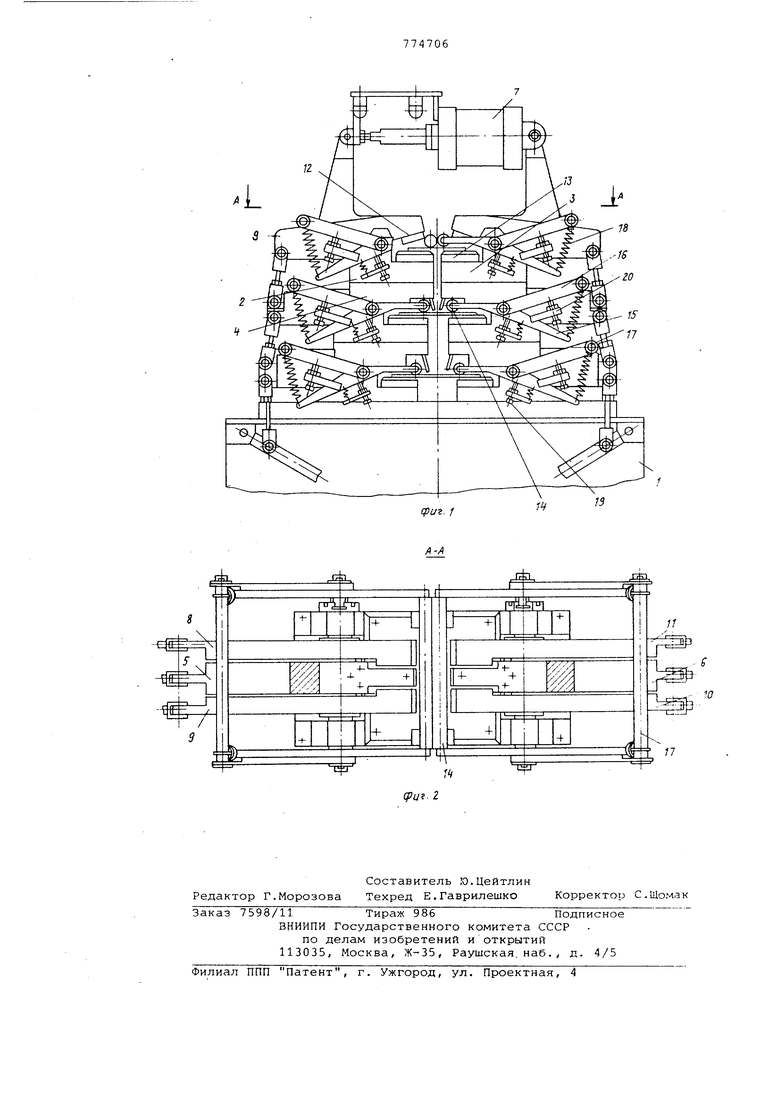
На фиг. 1 показано устройство, общий вид; на фиг..2 - разрез А-А на фиг. 1,
Устройство содержит корпус 1, на котором в три яруса расположены инструментальные блоки. На каждом ярусе установлены две группы инструментальных блоков 2 и 3, расположенные симметрично относительно вертикашьной оси устройства, В каждую группу входят три инструментальных блока. Каждый блок содержит основание 4 и шарнирно связанный с ним рычаг. Рычаги 5 и 6 работают от силового цилиндра 7, рычаги 8, 9, 10 и 11 работают от индивидуальных силовых цилиндров (не показаны), расположенных в нижней части устройства. На концах рычагов 5, 6, 8, 9, 10 и 11 закреплены пуансоны 12, на основаниях 4 закреплены матрицы 13. Пара рычагов 8 и 10 связаны с силовым цилиндром через общий воздухораспределитель (не показан), также через, общий воздухораспределитель связаны с силовым цилиндром рычаги 9 и 11. Каждая группа инструментальных блоков снабжена прижимом 14, выполненным в виде валка с длиной, соответствующей ширине обрабатываемого материала. Прижимы 14 установлены на концах рычагов 15. Каждый рычаг 15 шарнирно связан с рычагом 16, а последний шарнирно связан с основанием 4 инструментального блока. На концах рычагов 16 установлены стержни 17, подпружиненные пружинам 18. На основаниях 4 инструментальных блоков установлены регулируемые упоры 19, а на рычагах 15 - регулируемые упоры 20.
Устройство включено в состав автоматической линии и работает следующим образом.
После подачи.ленты до упора (не показан) воздух из воздухораспределителя подается в рабочие полости силовых цилиндров, связанных с рычагами 8 и 10, они вместе с закрепленными на них пуансонами поворачиваются, увлекают за собой стержни 17, noBcvрачивают рычаги 15 и 16 и прижимают валки 14 к обрабатываемому материалу фиксируя его с двух сторон. После пробивки первой пары пазов рычаги 8 и 10 с закрепленными на них пуансонами и прижимные валки 14 возвращаются в исходное положение. Лента перемещается на очередной шаг. Под воздействием силового цилиндра 7 поворачиваются рычаги 5 и 6 с закрепленными на них пуансонами, входят во взаимодействие со стержнями 17, при их посредстве поворачивают рычаги 15 и 16 и прижимают валки 14 к обрабатываемой полосе, фиксируя ее. Производится пробивка следующей пары пазов. Таким же образом после следующей подачи материала совершают рабочий ход рычаги 9 и 11 с пуансонами, поворачивают рычаги 15 и 16, фиксируют матеJ риал прижимными валками 14 и пробивают третью пару пазов. Затем полосу подают на длину, соответствующую длине заготовки, и цикл повторяют.
Расположение инструментальных бло.Q ков в несколько ярусов позволяет на разных ярусах обрабатывать материал различной ширины.
Формула изобретения
Устройство для пробивки отверстий и пазов в ленточном и полосовом материале, содержащее корпус, на котором смонтированы инструментальные блоки, несущие попарно взаимодействующие штамповочные инструменты и прижим, закрепленные на основании блока и конце рычага, связанного шарнирно с основанием и поворачиваемого под действием привода, отличающее с я тем, что, с целью повышения надежности фиксации материала, обеспечения его равномерного прижатия при обработке инструментами, расположенными на разных блоках, устройство
выполнено с общим прижимом для нескольких блоков, представляющим собой валок с длиной, соответствующей обрабатываемого материала, связанный системой рычагов со стержнем,
установленным с возможностью попеременного взаимодействия с рычагами нескольких блоков, несущими штамповочные инструменты.
Источники информации,
принятые во внимание при экспертизе
1. Андреева В.Н. Холодная штамповка в мелкосерийном производстве. Лениздат, 1965, с. 60-61,64-65, фиг. 16.
72
Щ
78
16
го
Г5
75
(риг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Устройство для пробивки отверстий в стенках полых изделий типа обода колеса | 1986 |
|
SU1388150A2 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| Устройство для обработки давлением участков полых и @ -образных деталей | 1978 |
|
SU934608A1 |
| Установка для завальцовки деталей | 1987 |
|
SU1549635A1 |
| Универсальный переналаживаемый штамп для пробивки отверстий | 1981 |
|
SU990373A1 |
| Установка для пробивки отверстий | 1985 |
|
SU1393503A1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Установка для обработки ленточного материала | 1987 |
|
SU1530306A1 |