(54) ОСИ АСТК А ДЛЯ ВАК У УМ НОЙ ФОРМОВК И ЛИТЕЙНЫХФОРМ.
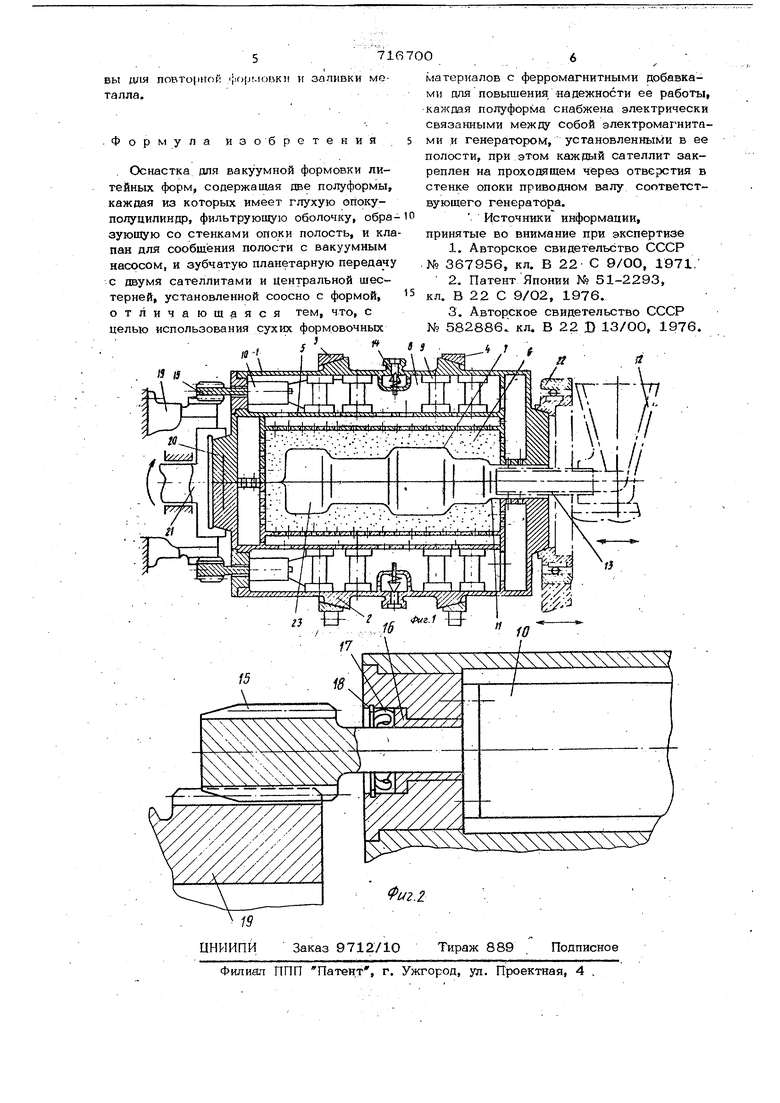
.a.::., материалов с ферромагнитными добавкам на которые необходимо воздействовать электромагнитным полем.; Целью изобретения является,воэможнрсть использования сухих формовочных материалов с ферромагнитными добавками для повышения надежности работы оснастки, Это достигается тем, что каждая полуформа оснастки дополнительно снабжена генератором,, э/тектрически связанным с электромагнитам , при этом кажщ.1Й из сателлитов зубчатой планетарной передачй закреплен на приводном валу соответствующего, генератора. На фиг. 1 изображена предлаГа е ая оснастка, общий вид; на фиг. 2 - Тенера тор с приводным валом.. Оснастка для вакуумной формовки лигейных форм из сухих формовочных материалов с ферромагнитными добавпами сос тоит из двух опок 1 и 2 ПолзоГилиндрической формы, скрепленных кольцами 3 и 4. Внутри каждой опоки вмонтирована фильт1эу1бщаяоёолочка S в виде полупиЛиндра с отверстйями малого иамётра для отсасывания, воздуха и газов из поло ти б, заполненной сухим формовочным материалом с ферромагнитными Добавкам приэтом формовочный материалбтделен от полости 6 термопластичной разделительной пленкой 7. Внутри опок 1и 2 выполнен автономный вакуумный а1 :кумуЛятор 8, в котором смонтированы электромагниты 9, связанйЙёэЛёктрйчёскй с генератором 10. Обе опоки после сборки образуют горловину 11 дЛя;заливки расплавленного металла при помощи заливочной воронки 12 с пат врубком 13, Каждая рпрка имеет клапан 14 для подключения вакуумпровода (на чертежах не показан) к источникгу ваку- уйа при изготовлении литейной формы по методу вакуумной формовки и снабжена шестерней (сателлитом) 15 со втулкой 16 (см. фиг.2), уплотнением Г7 и стопорн 1м кольцом 18. При этом на цен тробежной машине (на чертежах не показана) шестерня 15 С1зязана с центрально шестерней 19, которая закрёплёнй неподВ11жно на станине центробежной маигины, а конус 20 опоки - с ведущим конусом 21 центробежной машины. Правая торцовая часть собранных опок устансзлена в опоре 22, которая может быть отодвинут вправо при снятии опок с центрсибежной машины. Работа устройства осуществляется сле дующим образом.
716700 После изготовления полуформ по методу вакуумной формовки собранные вместе опоки 1 и 2 устанавливаются на центробежную машину, при этом конус 20 входит в зацепление с ведущим конусом 21, а шестерня 15 - с шестерней 19 планетарного редуктора. Правый торец оснастки поджимается опорой 22, Затем заливочная воронка 12 подводится в рабочее положение (см. фиг. 1). Вакуумпроводь1 отключаются от источника вакуума, а клапан 14 под действием пружины закрывается, изолируя автономный вакуумный аккумулятор 8 от окружающей атмосферы. За счет автономного вакуумного аккумулятора 8 литейная форма сохраняет свою конфигурацию. Литейная форма, собранная из опок 1 и 2, приводится во вращение от ведущего конуса 21, а Шестерня 15, обкатываясь по неподвижно установленной шестерне 19, приводит во вращение генератор 1О, питающий электромагниты 9. В результате этого создается магнитное поле, воздействующее на ферромагнитные добавки сухого формовочного материала и способствующее сохранению конфигурации литейной формы при заливке расплавленного металл 1 в рабочую полость 23,. В связи с тем, что автономный вакуумный аккумулятор отключен от источника вакуума при вращении опок 1 и 2. то при заливке расплавленного металла и отсасывании, выделяющихся газов в автономный вакуумный аккумулятор 8, абсолют- . ное давление в нем будет возрастать, а разрежение уменьшаться. Наряду с центробежными силами.электромагнитное по- ле, воздействующее на ферромагнитные добавки сухого формовочного материала, будет способствовать сохр.анению конфигурации рабочей полости литейной формы несмотря на то, что разрежение в автонбмном вакуумном аккумуляторе 8 будет снижаться. Расплавленный металл заливается в заливочную. воронку 12 и черезпатрубок 13 поступает в рабочую полость 23 вращающейся литейной формы- Затем заливочная воронка 12 отводится вправо. После затвердевания отливки вращение конуса 21 и reiiepafvopa 10 выключается, опора 22 отодвигается, литейная форма вместе с отливкой снимается с центробежной машиг ны, а после разборки опок 1 и 2 извлекается отливка. Формовочный материал высыпается и после обдувки опоки гото
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки литейных форм | 1978 |
|
SU774773A1 |
| Оснастка | 1976 |
|
SU582886A1 |
| Машина для центробежного литья | 1979 |
|
SU822983A1 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Оснастка для вакуумной формовки литейных форм | 1975 |
|
SU541572A1 |
| Оснастка для вакуумной формовки литейных форм | 1975 |
|
SU603486A1 |
| Способ охлаждения отливок в формах,изгОТОВлЕННыХ МЕТОдОМ ВАКууМНОй фОР-МОВКи, и OCHACTKA для ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU801981A1 |
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Литейная форма | 1977 |
|
SU634839A1 |
