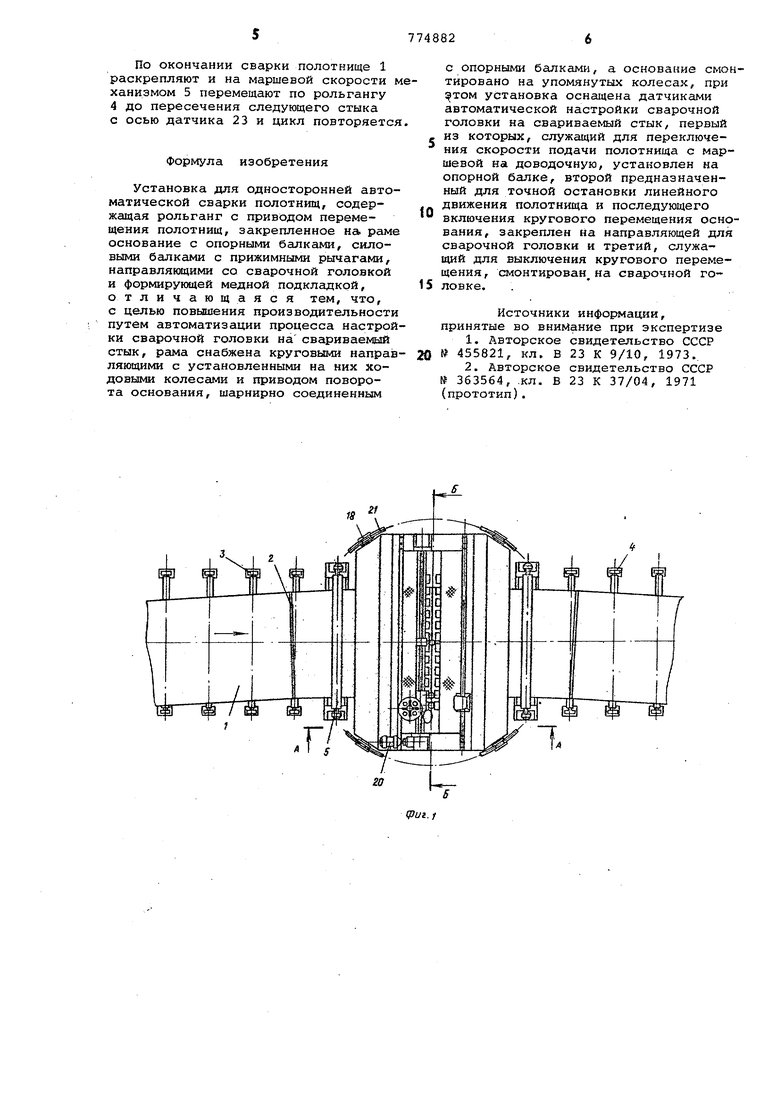
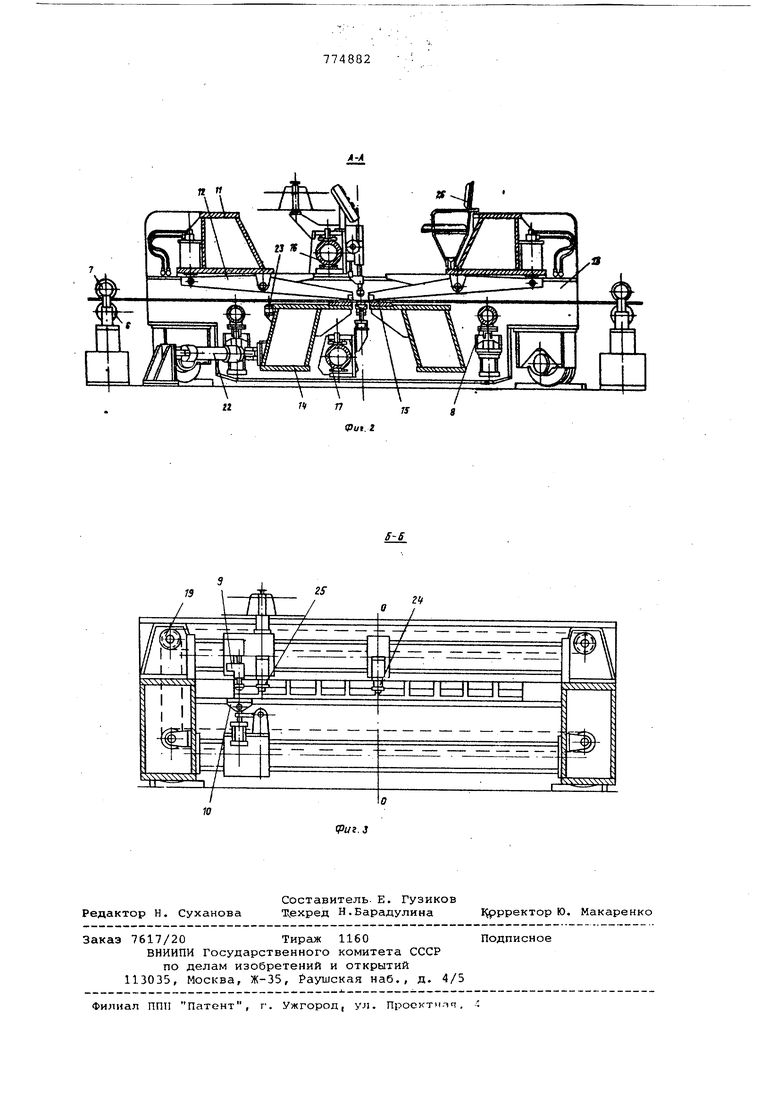
механизм 5 линейного-передвижения полотница 1 на маршевой и доводочной скоростях, выполненный в виде, например, приводных 6 и зажимных 7 обрезиненных. роликов, установленных у рольгангов 3 и 4 по обе стороны установки, два подъемных ролика 8, которые обеспечивают свободный вход и выход полотнища в зону сварки уста новки, сварочную головку 9, формирую щую подкладку 10, силовые балки 11 с пружинными рычагами 12,смонтированны на основании, выполненном-в виде дву концевых балок 13, на которых установлены также две опорные балки 14 со сменными планками 15, две направляющие 16 и 17 и ходовых коле са 18. На направляющей 16 установлена сварочная головка 9. На направляющей 17 - формирующая подкладка 10. Установка работает следующим образом. Направляющие 16 и 17 установлены параллельно одна под другой и через кинематическую передачу 19 взаимосвязаны для синхронного от одного привода 20 перемещения сварочной головки 9 и медной формирукяцей подкладки 10. Установка выполнена поворотной вокруг своей вертикальной оси на ходовых колесах 18 по направляющим 21, расположенным по окружности. Круговое перемещение установки обеспечивают, например, два гидропривода 22, которые шарнирно соединены с опорными балками 14. В качестве механизма автоматической настройки сварочной головки 9 на стык 2 использованы электрические да чики 23 - 25. Для переключения скорости подачи полотнища с маршевой на доводочную датчик 23 установлен на опорной балке 14 со стороны подачи полотнища 1 на технологически обоснованном расс нии от зоны сварки, равном 2/3 инер ционного пути полотнища. Датчик 24 установлен в центре вр щения установки на общей со сварочной головкой 9 направляющей 16 для точной остановки линейного движения полотнища 1 по стыку 2 и последующе включения кругового перемещения установки , несущей сварочную головку Датчик 25 закреплен на сварочной головке 9 для выключения кругового ремещения установки. Датчики 23 - 25 выдают командные сигнсшы только в момент совмещения осей с линией стьлка 2. Выбор направ ления кругового перемещения установ ки обеспечивается логической схемой управления исполнительными механизмами перемещения полотнища 1 и вращения установки в зависимости от ра положения стыка 2 по отношению к да чикам 24 и 25. Для удобства слежения за ходом варки на установке предусмотрено еремещающееся кресло 26 для оператоа. Установка работает следующим обазом. Собранные по заданной геометрии олотнища 1 по рольгангу 3 на маршеой скорости механизмом 5 подают в зоу сварки установки. При помощи подъемных роликов 8 беспечивают свободное перемещение олотнища 1 в рабочей зоне установки. При прохождении стыка 2 через датик 23 происходит переключение скоости движения полотнища 1 с маршевой на доводочную. Автоматическая настройка сварочной головки по стыку осуществляется в следующей последовательности. При наклоне стыка вправо в процессе линейного движения полотнища на доводочной скорости стык 2 пересечет ось датчика 25 раньше, чем дойдет до датчика 24. В этом случае датчик 25 выдаст предварительный сигнал датчику 2 и когда стык 2 пересечет ось датчика 24, последний вьвдает команду на остановку линейного дыижения полотнища 1 со стыком 2 и выдает команду на включение кругового перемещения установки, несущей сварочную головку 9, на которой закреплен датчик 25, по часовой стрелке. При наклоне стыка влево в процессе дальнейшего движения полотнища 1 на доводочной скорости стык 2 пересечет ось датчика 24 раньше, чем дойдет до датчика 25. В этом случае не поступит предупредительного сигнала от датчика 25 датчику 24 и когда стык 2 пересечет ось датчика 24, последний выдает команду на остановку J инeйнoгo движения полотнища 1 и выдает команду на включение кругового перемещения установки, несущей сварочную головку 9, на которой закреплен датчик 25, против часовой стрелки. Круговое перемещение установки осуществляется с помощью гидропривода 22 по «аправлянлдим 21, расположенным по окружности на ходовых колесах 18. После прекращения кругового перемещения установки по команде датчика 25 процесс автоматической настройки сварочной головки 9 на стык закончен. Далее осуществляют фиксацию кромок свариваемого стыка 2 по всей его длине прижимньми рычагами 12 с регулиpyeivMM усилителем и на равном расстоянии от кромок стыка 2.. После чего производят операцию сварки с осуществлением синхронного от одного привода 20 перемещения сварочной головки 9 и медной формирующей подкладки 10. По окончании сварки полотнище 1 раскрепляют и на маршевой скорости ханизмом 5 перемещают по рольгангу 4 до пересечения следующего стыка с осью датчика 23 и цикл повторяетс Формула изобретения Установка для односторонней авто матической сварки полотнищ, содержащая рольганг с приводом перемещения полотнищ, закрепленное на. раме основание с опорными балками, силовыми балками с прижимными рычагами, направляющими со сварочной головкой и формирунядей медной подкладкой, отличающаяся тем, что, с целью повышения производительности путем автоматизации процесса настрой ки сварочной головки на свариваемый стык, рама снабжена круговыми направ ляющими с установленными на них ходовыми колесами и приводом поворота основания, шарнирно соединенным с опорными балками, а основание смонтировано на упомянутых колесах, при том установка оснащена датчиками автоматической настройки сварочной головки на свариваемый стык, первый из которых, служащий для переключения скорости подачи полотнища с маршевой на доводочную, установлен на опорной балке, второй предназначенный для точной остановки линейного движения полотнища и последующего включения кругового перемещения основания, закреплен на направляющей для сварочной головки и третий, служащий для выключения кругового перемещения, смонтирован на сварочной головке. . Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 455821, кл. В 23 К 9/10, 1973.. 2.Авторское свидетельство СССР № 363564, .кл. В 23 К 37/04, 1971 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Способ настройки сварочной головкиНА лиНию СТыКА СВАРиВАЕМыХ лиСТОВ | 1978 |
|
SU816714A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Устройство для сборки и сварки судового набора с полотнищем | 1985 |
|
SU1393569A1 |
| Сварочная установка | 1975 |
|
SU556919A1 |
| Агрегат для сборки и сварки элементовпРОдОльНОгО пРОфиля K пОлОТНищу | 1979 |
|
SU848227A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Установка для сборки и сварки ребристых плит | 1984 |
|
SU1247218A1 |
14 П 75 а
