1
Изобретение относится к сварке, а именно к способам настройки сварочной головки на линию стыка свариваемых листов при их автоматической сварке с использованием электрических датчиков, обеспечивакяцих выдачу командных сигналов на исполнительные механизмы для автоматической настройки сварочной головки .на стык.
Известно использование электрических датчиков в следящих системах, обеспечивающих корректировку положения электрода сварочной головки от;носительно оси стыка в процессе сварки 1.Известна система автоматической ориентации сварочной головки относительно -стыка, содержащая бесконтактный электромагнитный датчик, электронное устройство усиления и выделения сигнала датчика, транзисторный усилитель мощности и электропривод поперечного перемещения сварочной головки 2.
Известная система обеспечивает автоматическую ориентацию сварочной головки и слежение за стыком по всей его длине в процессе сварки.
Наиболее близким по технической сущности к предлагаемому является способ слежения за стыком при электродуговой сварке листов, при котором используют контактный датчик, взаимодействующий со свариваемой кромкой и жестко соединенный со сварочным устройством 33.
Известны способы и система ори0ентации сварочной головки относительно стыка не обеспечивают автоматической настройки сварочной головки на стык в случаях расположения стыков под разными углами.
5
Цель изобретения - повьинение производительности за счет автоматизации процесса настройки сварочной головки на стыки, расположенные под углом к направляющей.
0
Поставленная цель .достигается тем, что в способе настройки сварочной головки на линию стыка свариваемых листов, при котором обеспечивают выдачу командных сигналов на взаимо5:связанное перемещение свариваелых :СТЫКОВ и направляющей движения сварочной головки электрическими датчиками, один из датчиков располагают между направляющей и стыком, а вто0рой и третий датчик на направляющей.
причем второй датчик устанавливают на середине направляющей, состыкованные листы перемещают с маршевой скоростью до момента совмещения стыка листов с осью первого датчика, переключают скорость перемещения состыкованных листов- на доводочную скорость и перемещают с указанной скоростью до момента совмещения стыка листов с осью . второго датчика, останавливают перемещение состыкованных ли-стов и вращают направляющую вокруг вертикальной оси второго датчика до момента совмещения оси третьего датчика со свариваемым стыком,
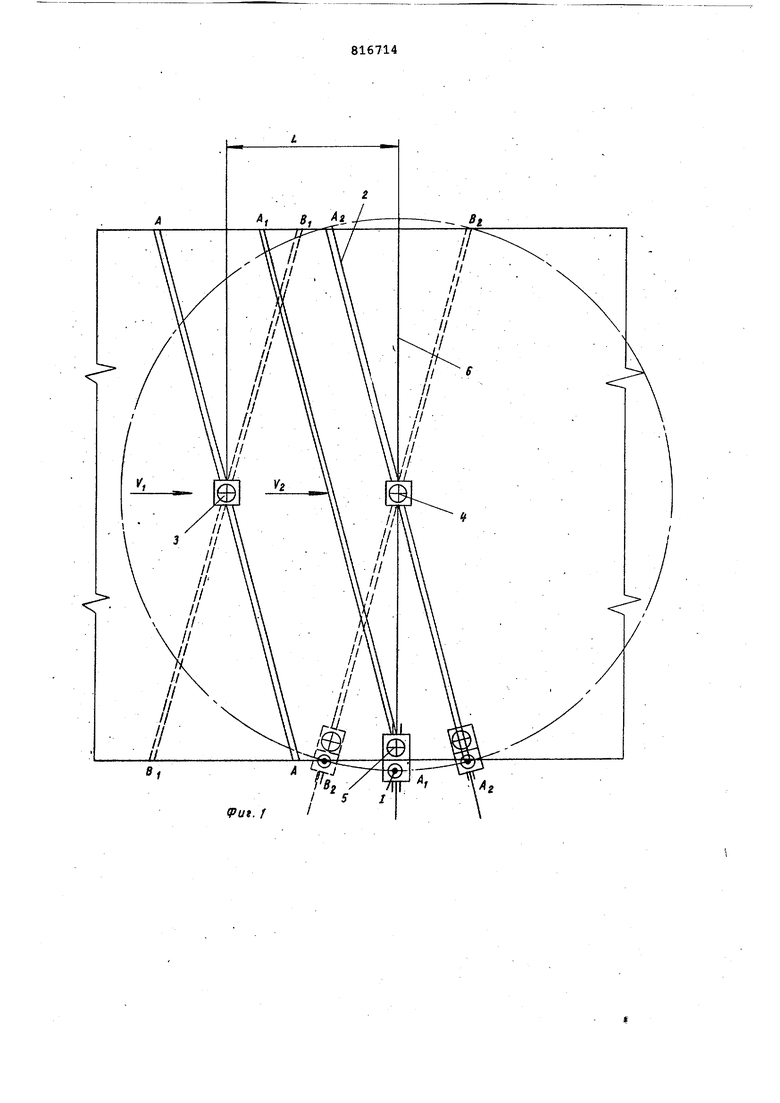
На фиг. 1 представлена схема взаимосвязанного расположения датчиков стыка свариваемых листов и сварочной головки;.на фиг. 2 - логическая, схем управления исполнительными органами.
На фиг. 1 представлена сварочная головка 1, стык 2 свариваемых листов и электрические датчики 3, 4,5.
Датчик 3 устанавливают навстречу стыку 2 на технологически обоснованном, равном 2/3 энерционного пути листа, расстоянии от зоны сварки для переключения скорости движения стыка 2 с маршевой V на доводочную Vj
Датчик 4 фиксируют непосредственно в зоне сварки для точной остановки движения стыка 2 и последующего включения кругового перемещения сварочной головки 1 вокруг вертикальной ОСИ датчика 4 с которым сварочная головка 1 установлена.на одной прямой 6 .
Датчик 5 закрепляют на сварочной головке 1 для выключения ее круговог перемещения.
Автоматическая настройка сварочной головки на стык осуществляется следующим образом.
1. При наклоне стыка влево (положение стыка А-А).
Свариваемые листы со стыком 2 на Маршевой скорости V подают к дачтику 3. Датчик 3 выдает команду на переключение маршевой скорости V, движения стыка 2 на доводочную скорость движения V2 (положение стыка А.,-А).
Передвигаясь на доводочной скорости УЗ стык 2 пересекает ось датчика 5 раньше, чем дойдет до датчика 4. Датчик 5 выдает предварительный сигна (положение ) и когда стык 2 перейекает ось датчика 4, датчик 4 выдает команду на остановку движения стыка 2 и команду на включение кругового перемещения сварочной головки 1 с закрепленньш на ней датчиком 5 вокруг своей вертикальной оси против часовой стрелки.
В процессе кругового перемещения сварочной головки против часовой стрелки ось датчика 5 совпгщает с линией стыка 2 и датчик 5 вьвдает команду на выключение кругового перемещения сварочной головки 1 (положение AJ- Aj) .
2. При наклоне стыка вправо (положение стыка В-в).
Свариваемые листы со стыком 2 после датчика 3 (положение стыка ) подаются на доводочной скорости Vj; к Датчику 4. Стык 2 пересечет ось датчика 4 реньше, чем дойдет до датчика 5 (положение стыка Bj-B). В этом случае предварительный сигнал от датчика 5 не поступает В момент, когда стык 2 пересекает ось датчика 4, датчик 4 останавливае движение листа по стыку 2 и выдает команду на включение кругового перемещения сварочной головки 1 с закрепленными на ней датчиком 5 вокруг своей вертикальной оси по часовой стредке. В процессе кругового перемещения сварочной головки по часовой Стрелке ось датчика 5 совпадает с линией стыка 2, и датчик 5 выдает команду на выключение кругового перемещения сварочной головки 1.
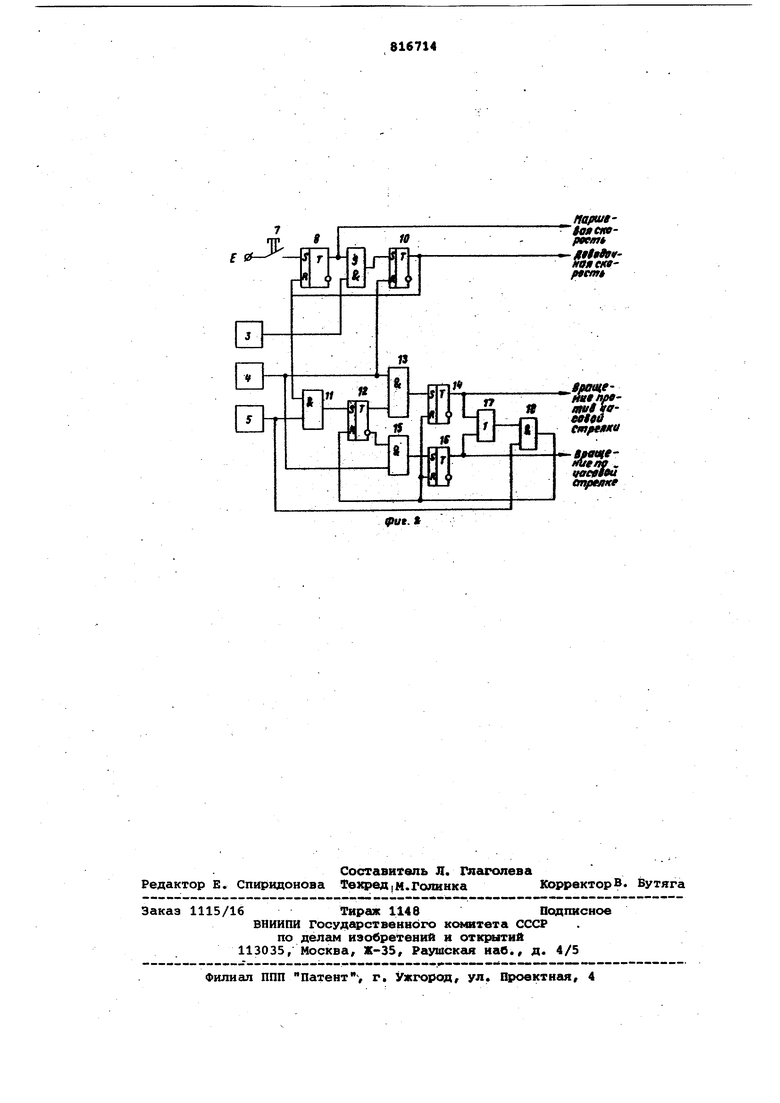
Автоматизация процесса настройки и слежения за своевременной выдачей командных сигналов датчиками 3,4,5 обеспечивается логической.схемой , управления исполнительными органами.
Схема управления приводится в действие нажатием кнопки 7.
При этом на выходе элемента 8 появляется сигнал логической 1, разрешающей движение листа с маршево скоростью V , Свариваемые листы со стыком 2 на маршевой скорости V. подаются к датчику 3. Датчик 3 срабатывает. После чего элемент совпадения 9 включает элемент 10, на выходе которого появляется логическая 1, разрешающая движение на доводочной скорости V-j. Одновременно выключаетс элемент 8, стык 2 передвигается иа доводочной скорости Vj до момента совпадения оси датчика 4 с линией стыка 2, причем, если до срабатывания датчика 4 срабатывает датчик 5 (положение стыка А), то на выходе элемента 11 появится сигнал 1, срабатывает элемент 12, на его неинвертирующем выходе появится сигнал 1, что создает условие появления сигнала 1 на выходе элемента 13 и затем элемента 14. Этот сигнал является предварительным сигналом датчику 4 на включение вращения сварочной г.оловки 1 против часовой . стрелки. Если же в процессе движения стыка 2 на доводочной скорости Vj элемент 12 не включается (останется в исходном состоянии), то по получении сигЕгала от датчика 4 , срабатывают элементы 15 и 16 и сварочная головка 1 вращается по часовой стрел ке, а сигнал на выключение вращения сварочной головки 1 поступает всегда от датчика 5.
Включение элементов 14 или 16 вызывает появление на выходе17 логической 1.
При срабатывании датчика 3 (в случае, когда на выходе элемента 17 есть сигнал 1), на выходе элемента 18 появляется логическая 1, которая возвращает в исходное состояние элементы 12, 14 и 16 и, таким образом, круговое перемещение сварочной головки 1 выключается.
Предлагаемый способ обеспечивает полную автоматизацию процесса настройки сварочной головки на стыки свариваемых листов при автоматической сварке длинномерных полотнищ независимо от угла наклона стыков.
Изобретение может быть использовано в авиационной и судостроительной промышленности при автоматической настройке рабочего инструмента на раскрой или резку листовых заготовок.
Формула изобретения
Способ настройки сварочной головки на линию стыка свариваемых листов, при котором обеспечивают выдачу командных сигналов, на взаимосвязанное перемещение свариваемых стыков и направляющей движения сварочной головки электрическими датчиками, отличающийся тем, что.
с целью повышения производительности за счет автоматизации процесса настройки сварочной головки на стыки, расположенные под углом к направляющей, один из датчиков располагают с между направлякицим и стыком, а второй и третий датчик - на направляющей, причем второй датчик устанавливают на середине направляющей, состыкованные листы перемещают с маршевой скоростью до м;омента совмещения сты0ка листов с осью первого датчика, переключают скорость перемещения состыкованшлх листов на доводочную скорость и перемещают с указанной скоростью до момента совмещения стыка
5 листов с осью второго датчика, останавливают перемещение состыкованных листов и вращают направляющую вокруг вертикальной оси второго датчика до момента совмещения оси третьего датчика со свариваемым стыком.
Источники информации, принятые во внимание при экспертизе
1. Гитлевич А.Д., Этингоф Л.А. 5 Механизация и автоматизация сварочМашиностроеного производства. М.
ние, 1972, с. 156-157, рис. 109.
2.Сварочное производство, 1976, 3, с. 46.
3. Авторское свидетельство СССР
0 428881, кл. В 23 К 9/10, 15.06.72.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для односторонней автоматической сварки полотнищ | 1978 |
|
SU774882A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Способ орбитальной лазерной сварки нефтяных стальных труб, устройство и система, его реализующие | 2020 |
|
RU2759457C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| Установка для сварки внутренных продольных и кольцевых швов обечаек | 1976 |
|
SU610643A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| СПОСОБ НАВЕДЕНИЯ ЛУЧА ЭЛЕКТРОННО-ЛУЧЕВОЙ ПУШКИ НА СОСТЫКОВАННЫЕ ПОВЕРХНОСТИ СВАРИВАЕМЫХ ЗАГОТОВОК | 2008 |
|
RU2393069C1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |