Изобретение относится к области механизации сборочных операций,главным образом групповых, является заводским оборудованием и может найти применение в сборочных цехах для сборки, в частности мостов грузовых автомобилей.
Известно устройство для затяжки гаек изделий на конвейере, содержащее наклонный монорельс с кареткой и шарнирную подвеску с блоком гайковертов и с механизмом ориентации этих гайковертов 1.
Недостаток такого устройства состоит в том, что им нельзя производ ить сборку потока изделий различных типоразмеров,
Цель и зобретения - расширение тёхнологических возможностей путем увеличения числа типоразмеров изделий.
Для этого устройство снабжено упорами, подвижными муфтами и гибким элементом, а шарнирная подвеска выполнена в виде рамы, на горизонтальных скалках которой расцрложены эти упоры и подвижные муфты, несущие механизм ориентации гайковертов и связанные с блоком подвижных гайковертов.
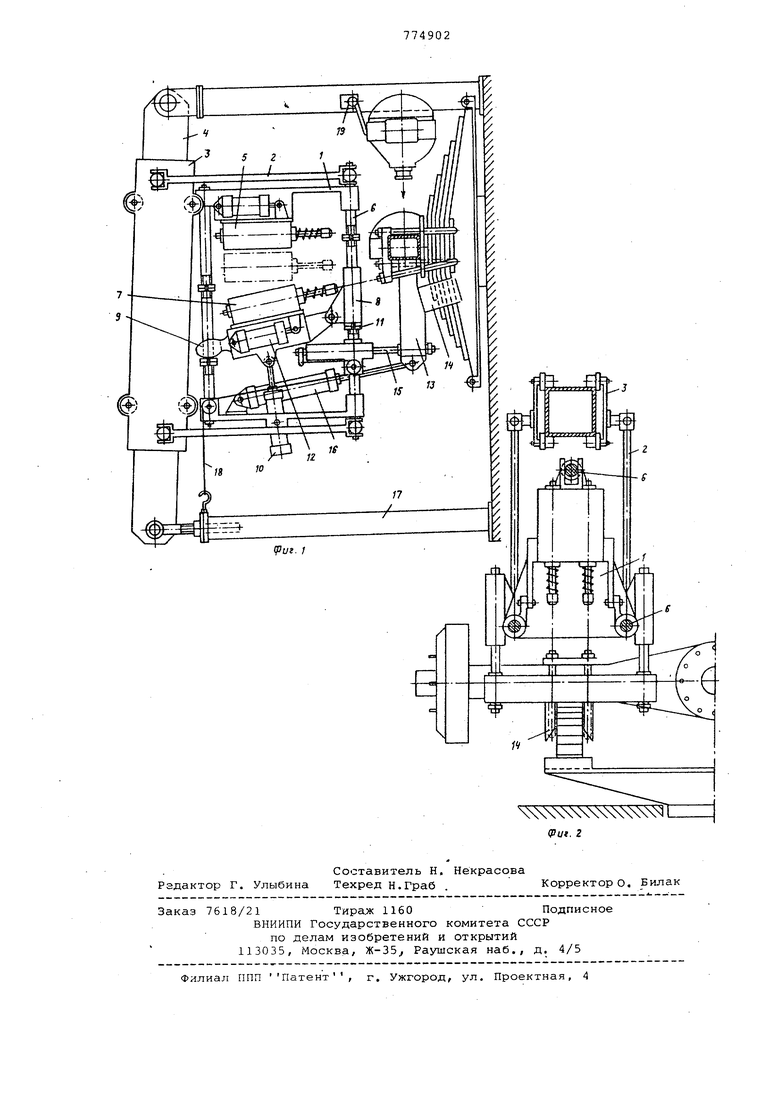
На фиг. 1 показано устройство для затяжки- гаек изделий на конвейере, общий вид; на фиг, 2 - то же, раз5 рез,
Устройство для затяжки гаек изделий на конвейере включает шаговый конвейер сборки изделий, например
10 мостов, и подвесной блок гайковертов со шпинделями, скомпонованных на шарнирной подвеске 1, которая с помощью карданных тяг 2 связана с кареткой 3, перемещающейся по клонной балке 4, угол наклона которой можно регулировать. Одна группа шпинделей гайковертов смонтирована в неподвижном блоке 5, закрепленном на скалках 6 шарнирной подвески, а другая - в подвижном блоке 7,
20
шарнирно связанном с подвижной муфтой Вис вилкой 9, скользящими по скалкам 6,
25Блок 7 связан с пневмоцилиндром
10, который изменяет как межцентровое расстояние, так и угловое положение шпинделей, взаимное положение которых можно регулировать с помощью
2р упоров 11, закрепленных на скалках 6.
Возвратно-поступательное движение шпинделей блоков 5 и 7 осуществляется с помощью пневмоцилиндров 12 Упор 13 с ловителями 14 смонтирован на подвижных направляющих 15 шарнирной подвески, связанных с пневмоцилиндром 16. Шарнирная подвеска связана с рамой 17 с помощью трос 18, который одним концом закреплен на направляющей 15, а другим - на стойке paNttJ 17.
Для определения типа изделия сборки служит электродатчик 19, управляющий цилиндром 10,
Работа устройства для затяжки гаек изделий на конвейере осуществляется следующим образом.
При движении шагового конвейера с мостами на позицию сборки электродатчик 19 перед рабочей позицией определяет тип моста, и цилиндр 10, получив команду от электродатчика, перемещает подвижный блок 7 со шпинделями по скалкам б шарнирной подвески 1, фиксируя его относительн неподвижного блока 5, автоматически подготавливая устройство к работе,
На позиции сборки моста с рессорой включается пневмоцилиндр 16, шток которого вместе с направляющими 15, несущими упор 13 и ловитель 14, перемешается навстречу мосту,
Во время перемещения штока, цилиндра 16 трос 18, теряя напряжение, дает возможность движению каретки 3 с шарнирной подвеской 1 по наклонной балке 4 под действием силы тяжести. Ловитель 14, надвигаясь на рессору моста, ориентирует шарнирную подвеску 1 со шпинделями за счет отклонений карданных тяг 2,
При контакте упора 13 с корпусом моста-, гайковерт окончательно фиксируется, таким образом, он подготовлен к затяжке резьбовых соединений.
Включаются пневмоцилиндры шпинделей блоков 5 и 7 и пол действием пневмоцилиндров 12 осуществляется наведение головок шпинделей этих блоков на гайки моста.
При достижении предельного крутящего момента пневмоприводы шпинделей отключаются и от реле времени (не показано) подается команда на возврат шпинделей в исходное поло- жение,
В конце хода цилиндры 12 -передаю команду цилиндру 16, шток которого вместе с упором 13 и ловителем 14, перемещаясь вверх в исходное положение, освобождает путь дальнейшему движению моста. Одновременно с отводом упора 13 происходит натяжение троса 18, под воздействием которсго каретка 3 с шарнирной подвеской 1 подтягивается в исходное положение. Цикл работы устройства н. этом заканчивается.
Формула изобретения
Устройство для затяжки гаек изделий на конвейере, содержащее наклонный монорельс с кареткой и шарнирную подвеску с блоком гайковертов и с механизмом ориентации гайковертов, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено упорами, .подвижными муфтами и гибким элементом, а шарнирная подвеска выполнена.в виде рамы, на горизонтальных скалках которой расположены упоры и подвижные муфты, несущие механизмы ориентации гайковертов и связанные -с блоком гайковертов,
источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 215116, кл, В 23 Р 19/06, 1968,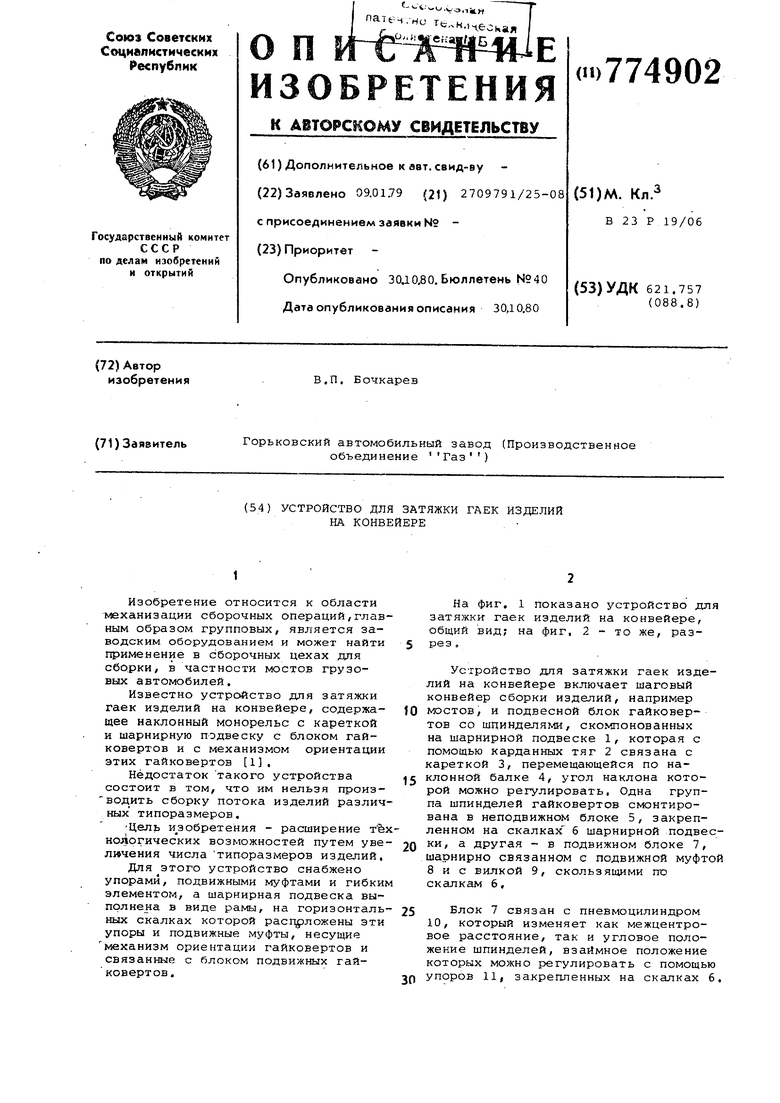
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный гайковерт | 1978 |
|
SU787165A1 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ ГАЕК ИЗДЕЛИЙ НА КОНВЕЙЕРЕ | 1963 |
|
SU215116A1 |
| Подвесной конвейер | 1979 |
|
SU812665A1 |
| Многошпиндельный гайковерт | 1989 |
|
SU1717304A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ С АВТОМАТИЧЕСКИМ СТОПОРЕНИЕМ БОЛТОВ | 1967 |
|
SU216547A1 |
| Автоматизированный стенд для сборки длинномерных граблин | 1987 |
|
SU1528634A1 |
| Устройство для сборки фланцевых соединений | 1986 |
|
SU1516298A1 |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1219306A1 |
| Многошпиндельный гайковерт | 1984 |
|
SU1180255A1 |
| Устройство для заворачивания гаек клеммных болтов при сборке звеньев железнодоржного пути | 1987 |
|
SU1416590A1 |