Изобретение относится к области обработки металлов давлением, а именно к листовой штамповке, и может быть использовано для получения полых деталей.
Целью изобретения является упрощение устройства при вытяжке из заготовок с плавным наружным контуром и расширение возможностей формоизменения эа счет обеспечения подпора по всему торцу заготовки.
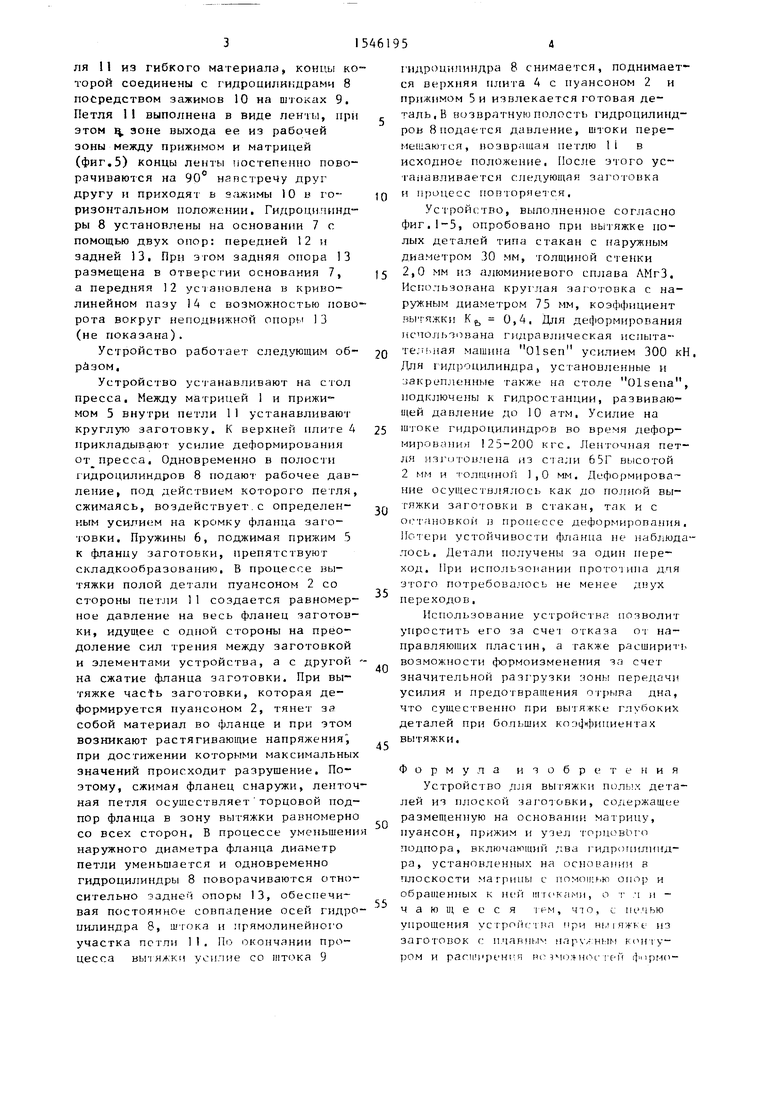
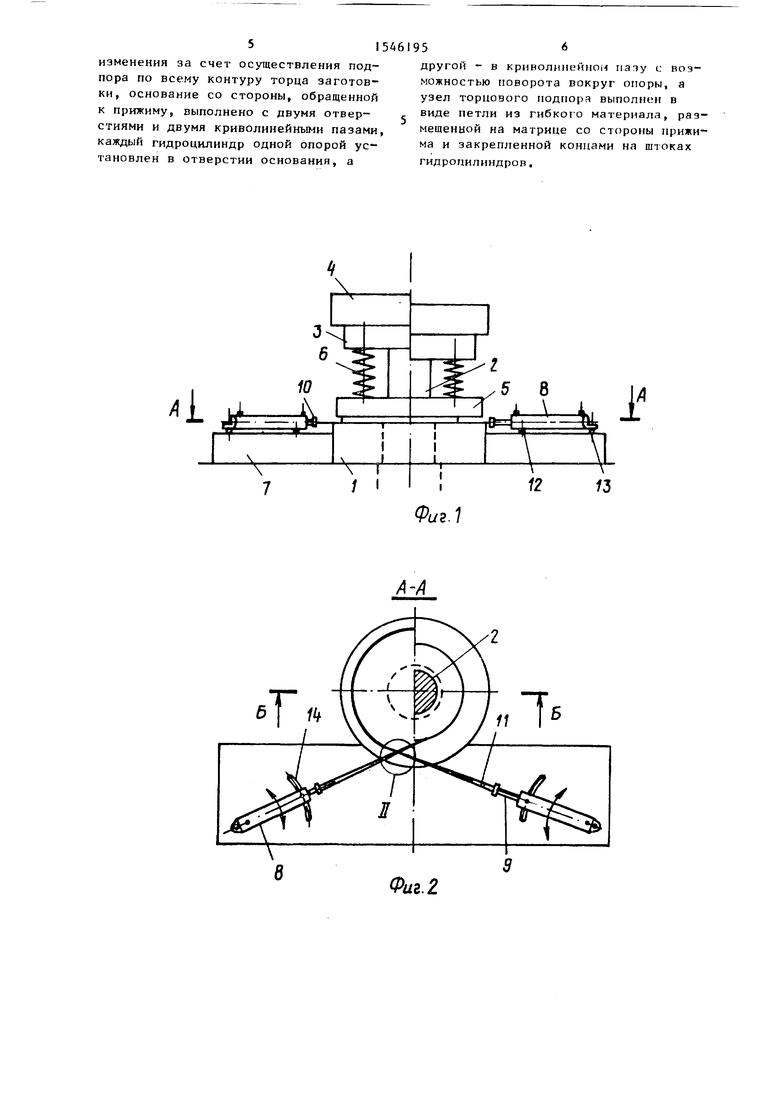
На фиг.1 показано устройство в исходном и промежуточном положении; на фиг.2 - разрез А-А на фиг.1; на фиг.З - устройство Р исходном (слева) и в промежуточном (справа) положении,
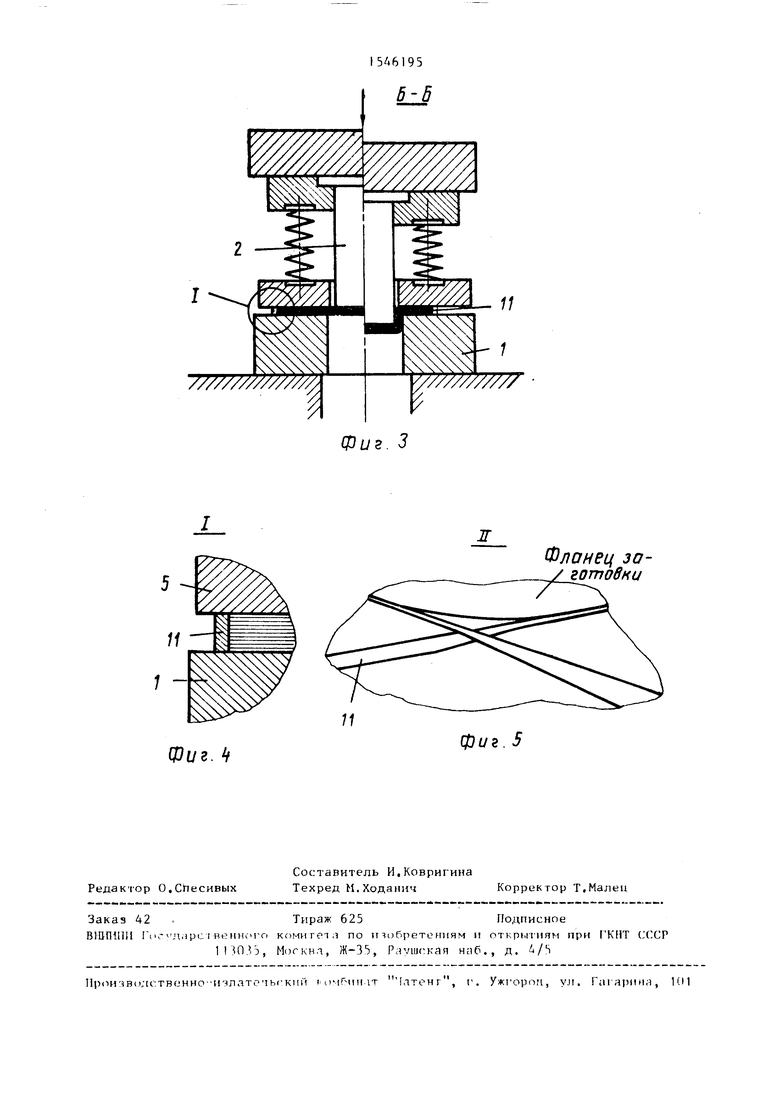
разрез Б-Б на фиг. 2; на фиг./ - узел 1 на фиг.З; на фиг.З - vieл II на фиг.2.
Устройство содержит- ма i рицу I и пуансон 2, установленный с возможн - стью вертикального перемещения относительно матрицы. Пуансон 2 закреплен в пуансонодержателе 3, кою-- рый связан винтами с верхней плитой 4. Привод 5 соединен гфч-шыми h с пуансонодержателем 3. В т ори юн- тальной плоскости матрицы 1 на - нованни 7 установлены гидр ччпшнд- ры 8, имеющие штоки 9 и таяимы 10. Между прижимом 5 и горизонiачы п плоскостью матрицы ус ынон м-n.i п i
сл
4
оэ
со ел
ля 11 из гибкого материала, концы которой соединены с гидроцилипдрами 8 посредством зажимов 10 на штоках 9. Петля 11 выполнена в виде ленчи, при этом % зоне выхода ее из рабочей зоны между прижимом и матрицей (фиг.5) концы ленты постепенно поворачиваются на 90° навстречу друг другу и приходят в зажимы 10 в горизонтальном положении. Гидроцитинд- ры 8 установлены на основании 7 с помощью двух опор: передней 12 и задней 13, При этом задняя опора 13 размещена в отверстии основания 7, а передняя 12 установлена в криволинейном пазу 14 с возможностью поворота вокруг неподвижной опори 13 (не показана).
Устройство работает следующим образом.
Устройство устанавливают на стол пресса. Между матрицей 1 и прижимом 5 внутри петли 11 устанавливают круглую заготовку. К верхней плите 4 прикладывают усилие деформирования от пресса. Одновременно в полости гидроцилиндров 8 подают рабочее давление, под действием которого петля, сжимаясь, воздействует с определенным усилием на кромку фланца заготовки. Пружины 6, поджимая прижим 5 к фланцу заготовки, препятствуют складкообразованию. В процессе вытяжки полой детали пуансоном 2 со стороны петли 11 создается равномерное давление на весь фланец заготовки, идущее с одной стороны на преодоление сил трения между заготовкой и элементами устройства, а с другой на сжатие фланца заготовки. При вытяжке 4actb заготовки, которая деформируется пуансоном 2, тянет ээ собой материал во фланце и при этом возникают растягивающие напряжения, при достижении которыми максимальных значений происходит разрушение. Поэтому, сжимая фланец снаружи, ленточная петля осуществляет торцовой подпор фланца в зону вытяжки равномерно со всех сторон, В процессе уменьшени наружного диаметра фланца диаметр петли уменьшается и одновременно гидроцилиндры 8 поворачиваются относительно оадней опоры 13, обеспечивая постоянное совпадение осей гидро иилиндра 8, штока и прямолинейного участка петли 11. По окончании процесса ВЬПЯАКЧ уеи ше со штока 9
0
5
0
5
0
5
0
5
0
5
гидроцнлнндра 8 снимается, поднимается верхняя плита 4 с пуансоном 2 и прижимом 5 и извлекается готовая деталь, В возвратную полость гидроцилиндров 8 подается давление, штоки перемешаются, возвращая петлю П в исходное положение, После этого устанавливается следующая заготовка и процесс повторяется.
Устройство, выполненное согласно фиг.1-5, опробовано при вытяжке полых деталей типа стакан с наружным диаметром 30 мм, толщиной стенки 2,0 мм из алюминиевого сплава АМгЗ. Использована круглая заготовка с наружным диаметром 75 мм, коэффициент вытяжки Кь 0,4, Для деформирования использована гидравлическая испытательная машина 01 sen усилием 300 кН, Для гидроцилиндра, установленные и закрепленные также на столе Olsena, подключены к гидростанции, развивающей давление до 10 атм. Усилие на штоке гидроцилиндров во время деформирования 125-200 кгс. Ленточная петля изг говлена из стали 65Г высотой 2 мм и толщиной 1,0 мм. Деформирование осуществлялось как до полной вы- гяжки заготовки в стакан, так и с остановкой в npoii€jcce деформирования. Потери устойчивости фланца не наблюдалось. Детали получены за один переход. При использовании проточина дня этого потребовалось не менее двух переходов.
Использование устройства позволит упростить его за счет отказа от направляющих пластин, а также расширить возможности формоизменения за счет значительной разгрузки зоны передачи усилия и предотвращения отрыва дна, что существенно при вытяжке глубоких деталей при больших коэффициентах вытяжки.
Формула изобретения
Устройство для вытяжки полых деталей из плоской заготовки, содержащее размещенную на основании матрицу, пуансон, прижим и узел торцов ого подпора, включающий два гидрошшннд- ра, установленных на основании в плоскости матрицы с помощью опор и обращенных к ней штоками, о г ч и - ч а ю щ е с с я IHM, чю, i печью упрощения устройства при ньмяжьь из заготовок г пчавмы пару/ним ьин i у- ром и рагпч ренгя иг эмп-t ног i ей фирмо51
изменения за счет осуществления подпора по всему контуру торца заготовки, основание со стороны, обращенной к прижиму, выполнено с двумя отверстиями и двумя криволинейными пазами каждый гидроцилиндр одной опорой установлен в отверстии основания, а
другой - в криволинейное пату с возможностью поворота вокруг опоры, а узел торцового подпора выполнен в виде петли из гибкого материала, размещенной на матрице со стороны прижима и закрепленной концами на штоках гидроцилнндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1998 |
|
RU2146981C1 |
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Устройство для глубокой вытяжки заготовок из труднодеформируемого материала | 2022 |
|
RU2785759C1 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2775663C1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
Изобретение относится к области металлов давлением, в частности к устройству для вытяжки полых деталей. Цель изобретения - упрощение устройства при вытяжке из заготовок с плавным наружным контуром и расширение возможностей формоизменения за счет обеспечения подпора по всему контуру торца заготовки. Устройство содержит пуансон, прижим, матрицу, размещенную на основании. Узел торцового подпора выполнен в виде петли из гибкого материала, охватывающей торец заготовки и установленной между прижимом и матрицей. Концы петли закреплены на штоках двух гидроцилиндров, установленных в плоскости матрицы с возможностью ограниченного поворота вокруг одной из опор. В процессе вытяжки петля, сжимаясь, воздействует на торец заготовки в радиальном направлении, что уменьшает растягивающие напряжения в ней и повышает степень формоизменения. 5 ил.
1А
Фиг.1
Фиг. 2
Фиг. 3
Фиг. Ц
JT
Фланец за- готовки
фиг. 5
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| Машгиз, 1975, с.105, рис.266. |
