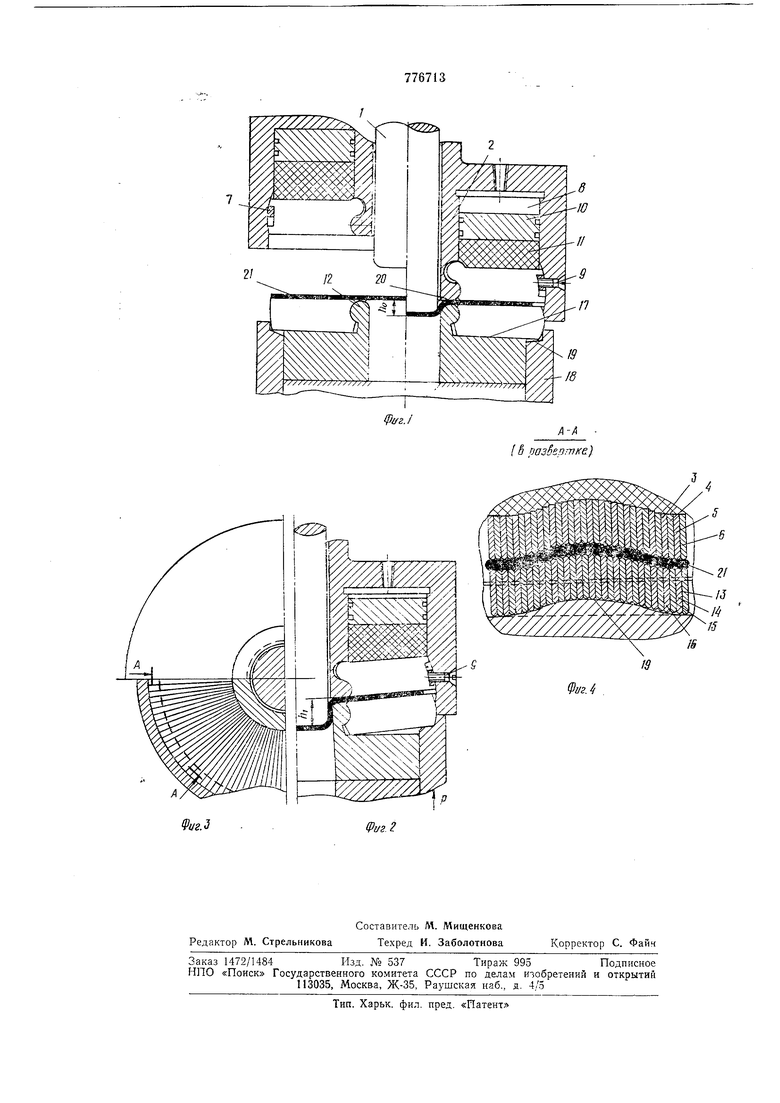
рийные элементы, выполненные в виде кольцевых секторов 13-16, шарнирно связанных с центральной частью и стирающихся своей нерабочей поверхностью на поверхность 17 центральной части матрицы, обеспечивая горизонтальное положение рабочей поверхности элементов матрицы. С нерабочей поверхностью периферийных элементов матрицы взаимодействует кольцо 18 своей профилированной поверхностью 19. Кольцо 18 остановлено концентрично центральной части матрицы с возможностью возвратно-постунательпого осевого перемещения. Торцовая копирная поверхность кольца вынолнена но форме образующихся гофр, число которых устапавлЪвается преимущественно равным 12 (среднее число воли для начального и конечного этапов вытяжки п --f)---- 12 Наиболее целесообразна рабочая поверхность копира, образующая которой выполнена в виде дуги окружности, а направляющая - в виде круговой синусоиды {или косиггусоиды) с максимальной высотой, равной 0,1 (DO-d), где DO - диаметр заготовки, d - диаметр пуансона. Центральная часть прижима и матрицы имеет расположеииый перпендикулярно оси устройства плоский участок 20, необходимый для калибровки фланца заготовки по толщине. Устройство работает следующим образом. Заготовку 2 устанавливают па матрицу 12 с центральной частью и кольцевыми секторами 13-16, рабочая поверхность которых в исходном положении горизонтальна. При включении рабочего хода пресса сначала опускается прижим 2 с центральной частью и секторами 3-6 до соприкосповепия. Затем при перемещении внутреннего ползуна пресса с пуансоном / заготовка 2/ нагружается усил ем, близКИМ к разрушающему. При этом обеспечивается возвратно-поступательное перемещение кольца 18, при подъеме которого происходит гофрпрованне фланца заготовки 21 секторами 13-16 матрицы и секторами 3-6 прижима в соответствии с копирпой поверхностью 19 кольца 18. Эластичное кольцо 11 (фиг. 1) обеспечивает постоянный прижим заготовки в процессе ее гофрпрования. Гофрирование заготовки сопровождается перёмёщением пуансона на высоту йьПри достижеиии заданной амплитуды пульсации / кольцо 18 начинает опускаться, в результате чего сгофрированная поверхпость разглаживается в «заневоленном состоянии, так как давление жидкости, передаваемое плавающим поршнем 10 на резиновое кольцо //, обеспечивает прижим заготовки соответствующими секторами прижима и матрицы. Это исключает складкообразование штампуемого материала. При осуществлении последующих циклов пульсации копира производится вытяжка детали на высоты hz, /гз, h. Достигнув заданной высоты вытяжки H h + .+h пз льсация копира ирекращается. пуансон и прижим возвращаются в исходное положение, а отштампованная деталь удаляется из штампа. Предлагаемое устройство повышает качество полых топкостенпых деталей из листа, так как разглаживание фланца осуществляется без дробления полученных гофр на более мелкие, что исключает появление дополнительной пагартовки фланца заготовки. Формула изобретения Устройство для глубокой вытяжки полых деталей, содержащее пуансон, составные матрицу и нрижим, выполненные из центральной части и периферийных элемеитов, установленных с возможностью перемещения в осевом направлении относительно друг друга и центральной части, и механизм перемещения периферийных элементов матрицы и прижима, отличающееся тем, что, с целью повышения качества детали и снижения энергозатрат при ее изготовлеиии, периферийные элементы матрпцы и прижима выполнены в виде кольцевых секторов, шарнирно связанных с соответствующими центральными частями, механизм перемещения выполнен в виде кольца с копирным торцом, взаимодействующего с периферийными элементами матрицы и устаиовлеиного концептрично центральной части матрицы с возможностью возвратно-поступательного осевого перемещения, и взаимодействующего с периферийными элементами прижима через эластичное кольцо плавающего порщня, расположенного со стороны нерабочей поверхности этих элементов в кольцевой полости, выполненной в центральной части прижима. Источник информации, принятый во внимапие прп экспертизе: 1. Авторское свидетельство СССР N° 453220, кл. В 21 D 22/20, 1973 (прототип) .
b.
Фиг.
A-A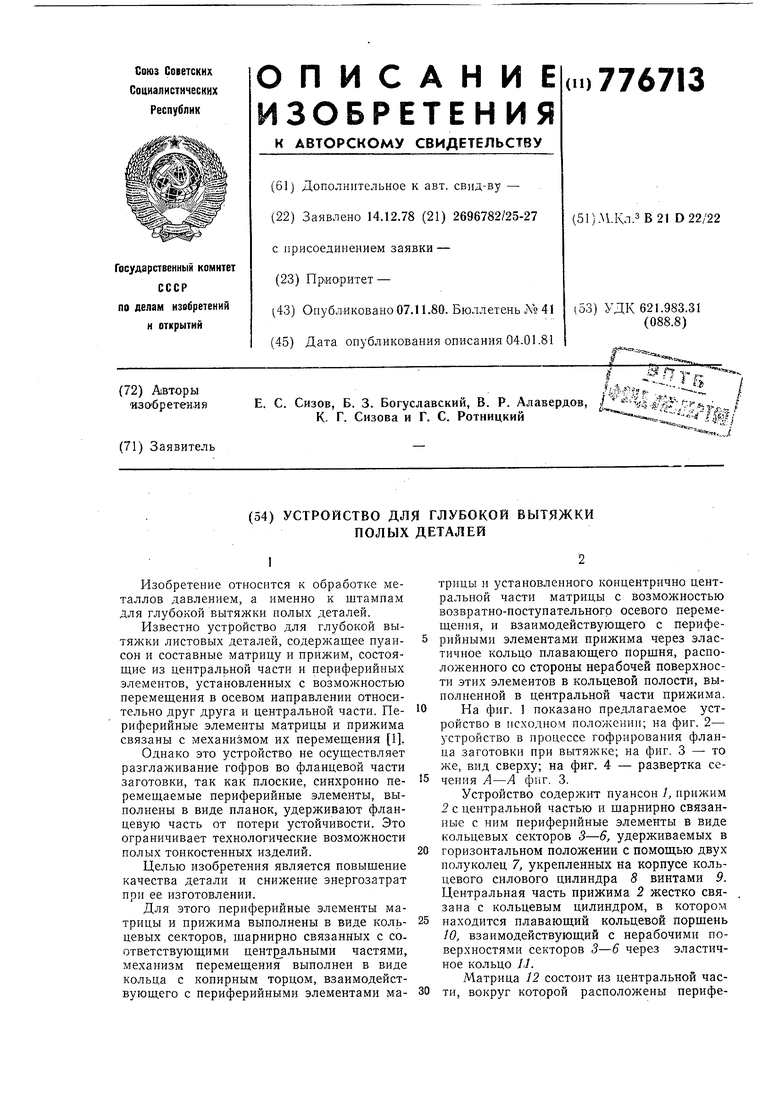
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки | 1980 |
|
SU889204A2 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |
| Устройство для глубокой вытяжки цилиндрических деталей | 1985 |
|
SU1294420A1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления | 1984 |
|
SU1214279A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU737066A2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Штамп для глубокой вытяжки полых деталей с широким фланцем | 1973 |
|
SU436689A1 |