1
Изобретение относится к области станкостроения и может быть использовано при пригонке механизмов фиксации поворотных столов металлорежущих станков.
Известен способ пригонки механизма ин- 5 дексации поворотного стола металлорежущего станка, заключающийся в расстановке технологических оправок на столе, выверки их положения по радиусу и по хорде, измерении с их помощью отклонений индекса- ю ции стола при поворотах его от одной позиции к другой, пригонке фиксаторов и последующей расстановке щпинделей по зафиксированным положениям стола.
Целью изобретения является новыщение is точности пригонки.
Поставленная цель достигается тем, что пригонку фиксаторов осуществляют с учетом поправок на неточность расположения оправок по хордам, приведенных к окруж- 20 ности одного радиуса, а при установке щпинделей компенсируют погрещности пригонки фиксаторов.
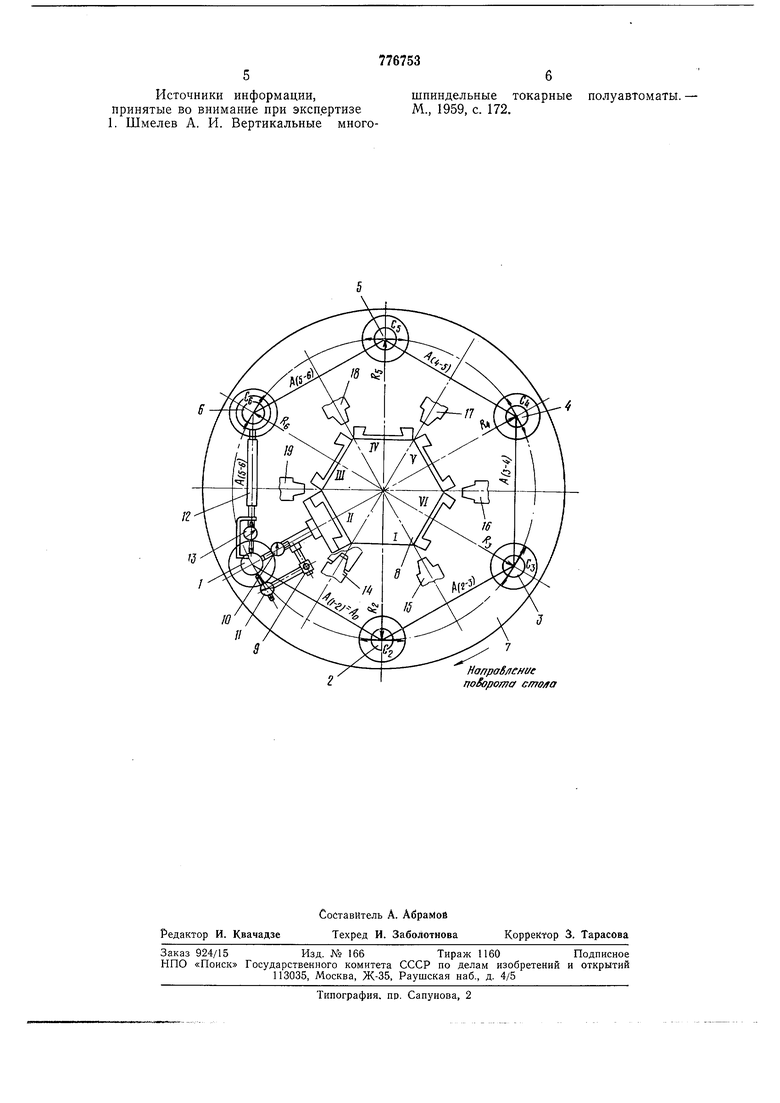
На чертеже показана схема расстановки технологических оправок и приспособлений 25 применительно к шестищпиндельному вертикальному полуавтомату.
Технологические оправки (ложные щпиндели) 1-6 установлены на поворотном столе 7 в позициях фиксации Т-VI. На колон- 30
не 8, в позиции П, установлено приспособление 9 с индикаторами 10 и 11. Индикатор 10 предназначен для измерения отклонения радиусов J относительно радиуса Ro установки оправки 1, которая принята без отклонений. Настройка индикатора 10 на «О производится по радиусу расположения оправки 1, Ri RoИндикатор 11 предназначен для контроля точности индексации с учетом корректировки на смещения олравок (в процессе пригонки) по окружности радиуса о в зависимости от величин отклонений размеров каждой хорды от среднего значения; установки щпинделей на столе в положение, согласованное с погрещностями индексации стола.
Отклонение оправок (щпинделей) по хорде контролируют съемным (накладным) приспособлением 12 (щагомером) посредством индикатора 13. На хорде AI-Z, соединяющей оси оправок 1 и 2, индикатор 13 настраивают на «О, т. е. принимают хорду за начало отсчета.
В зафиксированном положении стола фиксатор 14, расположенный в зоне центрального угла хорды АО, принимают также за нулевой. Остальные фиксаторы - 15;-19. нумеруют в порядке нумерации хорд. Условные обозначения-, принятые на схеме, , Rz, Rs-.-Re показания индикатора 10 приспособления 9, характерийующие отклонения расположения оправок 1 ... 6 по радиусу относительно КоЛ1 2 АО, Л2-3, Аз-4. . .Аз-1 - показания индикатора 13 приспособления 12, характеризующие отклонения расположения оправок 1, 2...6 по хордам относительно хорды AI-Z; Ci... Сб - смещение оправок по хордай относительно их номинального расположения по окружности одного радиуса при RI RQ и , для центральных углов 60°, 120°, 180° и т. д. Так как Ci принимают за Начало отсчета, то 1 0, Cz ... С - определяют по формула, приведенным ниже. Расчетные форму-лы д-ля определения поправок на неточность расположения оправок и расстановку шпинделей. .R. Поправка на размеры хбрд с приведением к окружности одного радиуса. Оправки в расчете смещают вдоль по радиусу на величину dR до значений , что прй1ГбДйТ К HSiareffeHmo разм-еров сменн-ых хорд на величину a-K.R, где . ,5 - при значении центрального угла между оправкам й 60° и принятой схеме расположения индикатора 10, сбгласйо фиг. 1 0, , так как оправку 1 принимают за начало отсчета. (1-2), 1(2-3), 1(3-4)1(6-1) - отклонения хорд, приведенных к окружйбста одйогд раДиуса относительйо хорды Ло, т. е. с учетом поправок а: l(l- A(l-) + a,+-a, Z.2-3) : А(2-3) + а, + us LCP - отклонение средней хорды, определёЙйШ с учетой поправок а относительно хбрЛй Лб. icp Itl-2)...(-l). где для щестишпиндельного полуавтомата. 6L Li-Lcp -отклонения хорд L относительно Lcp. Правильность расчета проверяют условием -261«; 0. GI, Cj ... €б - смещ,ение оправок по хордйй oTftOCHTe ib-Ho их нЬмйнального положений . €, 81(1-2) Сз С,Ш(2-3), e,:C3;t8I(3-4)-f С . /ЙбкаШййя и ийдикатора 11, котор йе неб ОДйЙб -получйт з в результате пригоняй клйЙбвйХ фиксйтбрбв с целью йсключения погрешностей расстановки ойравок на столе 7. Фг - фaкfn4 ckHfe пбказанйя индикатора И при проверке индексации по оправкам. /пр.,-2,1(, - показания, которые йеобходйй9 nS j tlHTb на индикаторе пригоняй клййойых фййсаторов приспособления, описйнйого в протбтипе 1. Коэффйцйент 2,1 учитывает соотношение радиусов расположения оправок и йлЬщадбК: клййовых фиксаторов, а также угол наклона плоскости клина . .ni - показания ийдйкатбра 11, йбл чеиные после пригонки клиновых фиксаторов t/n.n.t-Ci. 6Li Un.-ai - Ui- отк.ябЙёййя углбвбй фиксации стола на радиусе RQ за счет неточности пригонки клййовых фиксаторов . Ш Уп.па - t/. 8f/, /7п.„з - t/3 Cffii :076t/i - смеш,ение шпинделей при фиксации за счет неточности пригонки клиновых фиксаторов. 0,7 - коэффициент, учитывающий соотношение радиусов расположения шпинделей k радиусу расйоложения Оправок СШ.-О СШ, 0,7-8(Уг СШ, 0,7-8 3Показания, необходимые на индикаторе 11 при расстановке шпинделей для обесйечения установки шпинделей в положение, согласованное с индексацией стола t/ffij ; «СШг иш1 сш иш.сш. ФбрМула изобрётеййя Способ пригонки механизма индексации Оворотного стола металлорежущего стана, заключающийся в расстановке технолоических бправок на столе, выверке их побЖения йо радиусу и по хорде, измерении нх помбщъю отклбнений индексации столя ри поворотах его от одной позиции к друбй, прйгбнкё фиксаторов и в последующей йсстанбвйё Щпйнделей пО зафиксированым положениям стола, отЛйчаюцхийся eu, что, с 1:1(ель16 побыШейй тоВДбстй, приbiiky фйксатбрЪв бсуЩёстВляют с учетом ойравбК йа МточНбсть распОлбЖейий опраок по хордам, приёёДеййьтх К окружйосТй дйого радйуса, а при устайббйе шпинделей оййёнсируют norpeiiiHOCTH йрйтгонкй фикаторов.
Источники информации, принятые во внимание при экспертизе 1. Шмелев А. И. Вертикальные многополуавтоматы. -
шпиндельные токарные М., 1959, с. 172.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
| УСТРОЙСТВО для ШЛИФОВАНИЯ ОПРАВОК для НАВИВКИ СЕТОК РАДИОЛАМП | 1967 |
|
SU199706A1 |
| Автооператор для металлорежущих станков | 1983 |
|
SU1144844A2 |
| Металлорежущий станок с автоматической сменой инструмента | 1987 |
|
SU1495050A1 |
| Автооператор для металлорежущих станков | 1980 |
|
SU944866A2 |
| Металлорежущий станок | 1982 |
|
SU1052362A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ НАРУЖНЫХ | 1971 |
|
SU315505A1 |
| Устройство для автоматической смены инструментов | 1978 |
|
SU772800A1 |
| Способ проверки кинематическойточности вертикальных станков сконтурным числовым программнымуправлением | 1972 |
|
SU508384A1 |
