1
Изобретение относится к прокатному производству и может быть использовано при прокатке толстых листов на реверсивных станах.S
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для регулирования формы полосы, содержащее регулятор разности моментов при- ю водных электродвигателей, соединенный с системами управления электроприводЕшли. Управляющим сигналом для рабо-., ты.устройства является сигнал измерителя формы полосы
Устройство начинает действовать только после того, как появились дефекты формы полосы, что приводит к излишним потерям металла в брак по планшетности. Кроме того, это устрой-2Q ство не применимо при горячей прокатке толстьпс листов, так как точное измерение формы горячего листа в процессе прокатки невозможно.
Цель изобретения - устранение ука-25 занных недостатков и повышение точности прокатки.
Поставленная цель достигается тем, что устройство для регулирования толщины полосы,содержащее регулятор разности моментов приводных электродвигателей, соединенный с системами управления электроприводами, дополнительно содержит измеритель температуры полосы перед клетью, измеритель температуры полосы за клетью, задатчик температуры полосы, причем выход задатчика температуры полосы соединен с первым входом регулятора разности моментов приводных электродвигателей второй и третий входы которого соединены с выходами соответственно измерителей температуры полосы на входе и выходе из клети.
При этом появляется возможность получить информацию о полосе до пропуска и осуществить регулирование толщины и полосы сразу же после захвата, существенно повысив точность прокатки.
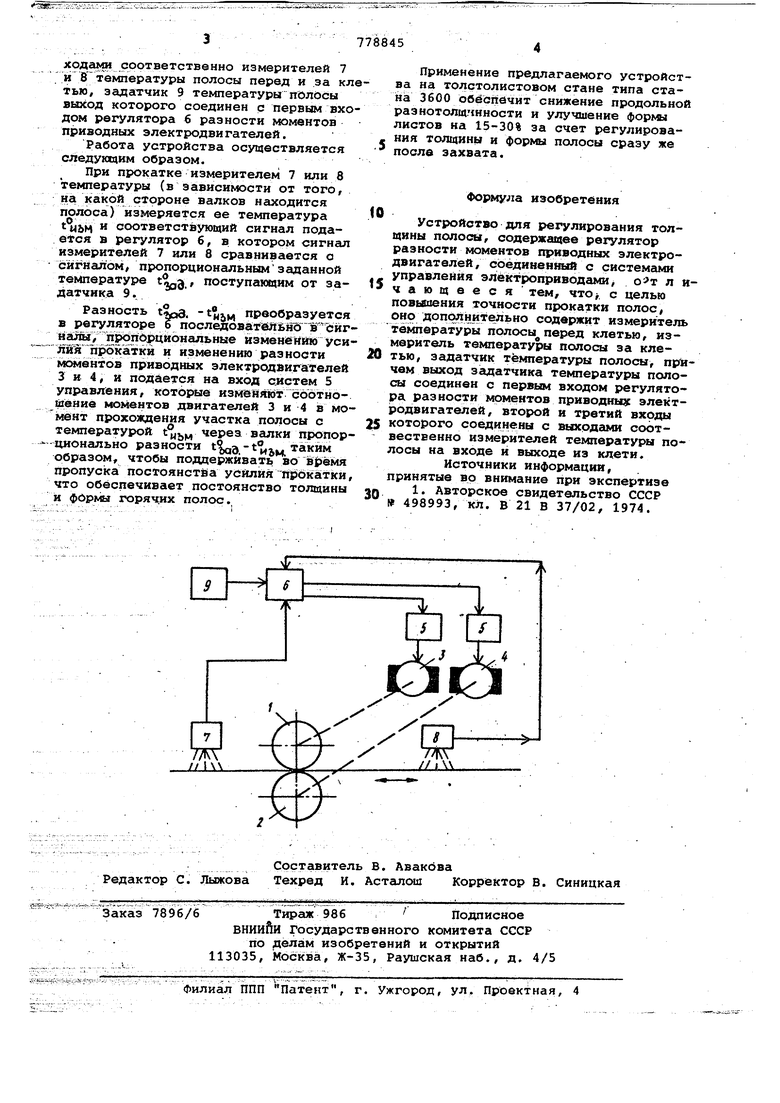
На чертеже дан пример выполнения предложенного устройства.
Устройство содержит валки 1 и 2 с электродвигателями 3 и 4, последовательно соединенные с системами 5 управления, входы которых соединены с выходёили регулятора 6 разности моментов электродвигателей 3 и 4, второй и третий входы которого соединены с вы
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования относительного обжатия на дрессировочном стане | 1980 |
|
SU931257A1 |
| Способ автоматического регулирования толщины горячекатанного листа | 1983 |
|
SU1128996A1 |
| Устройство для стабилизации межвалкового зазора прокатной клети | 1980 |
|
SU931256A1 |
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA ВыХОдЕлиСТОВОгО CTAHA | 1979 |
|
SU829237A1 |
| Устройство для управления приводными двигателями валков горизонтальных клетей толстолистовых и широкополосных станов горячей прокатки | 2023 |
|
RU2809888C1 |
| Устройство для регулирования толщин полосы | 1984 |
|
SU1186307A1 |
| Способ автоматического регулирования толщины проката и устройство для его осуществления | 1980 |
|
SU982835A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067905C1 |
| Устройство регулирования скорости и толщины фольги на непрерывном фольгопрокатном стане | 1981 |
|
SU988395A1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU500840A1 |
