Изобретение относится к области обработки металлов давлением, в частности, к изготовлению заклепок.
Известен автомат для изготовления тонкостенных втулок из ленты, содержащий последовательно установленные по ходу технологического процесса устройство для подачи ленты с тянущими роликами, смонтированными соответственно на верхнем и нижнем основаниях, имеющих направляющие для перемещения заготовки, а также расположенный на станине подвижный нож для отрезания мерной заготовки и формообразующие матрицу и пуансон.
Однако известный автомат не обеспечивает изготовление внахлест пустотелых заклепок с головкой и заходнььм конусом.
iB предложенном автомате этот недостаток устранен, так как тянущие ролики устройства для подачи ленты выполнены профильными для предварительной формовки заготовки, а одна из направляющих выполнена в виде цилиндрического выступа с внутренней конической выемкой на торце, обращенном к формующей матрице, состоящей из двух подвижных секций, расположенных симметрично относительно направления перемещения заготовки, при этом режущая кромка ножа выполнена профильной, образующей с конической выемкой на направляющей замкнутую полость.
формующую заходный конус заклепки.
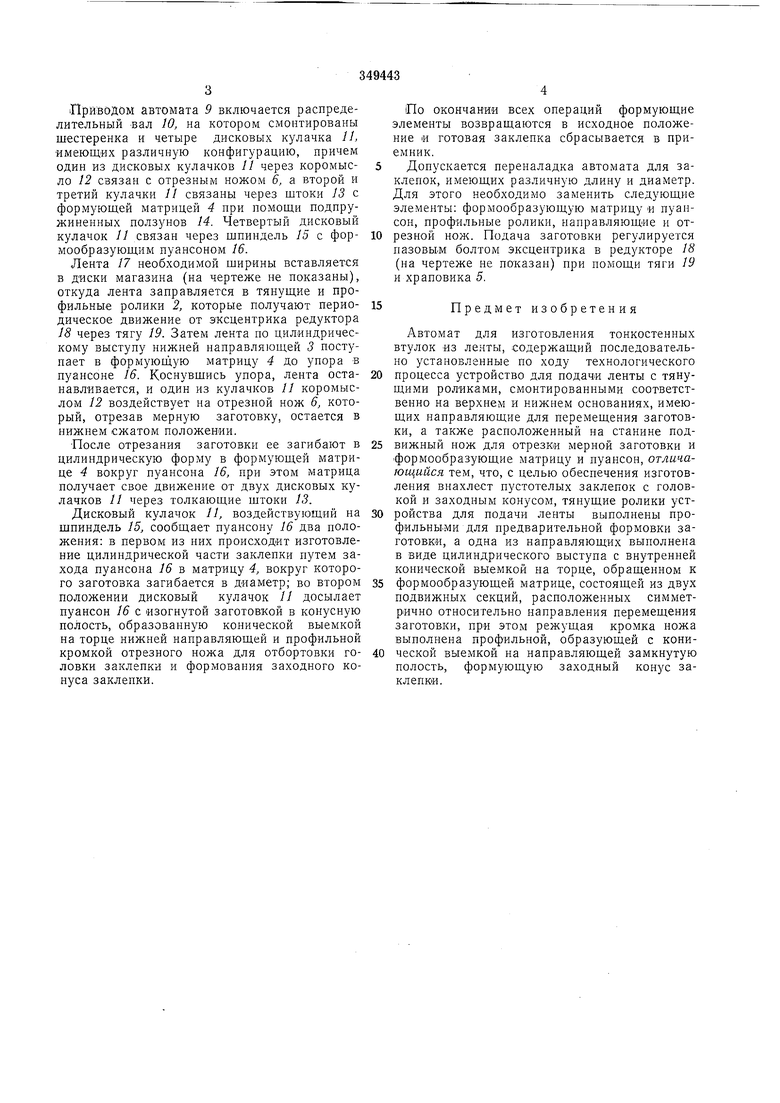
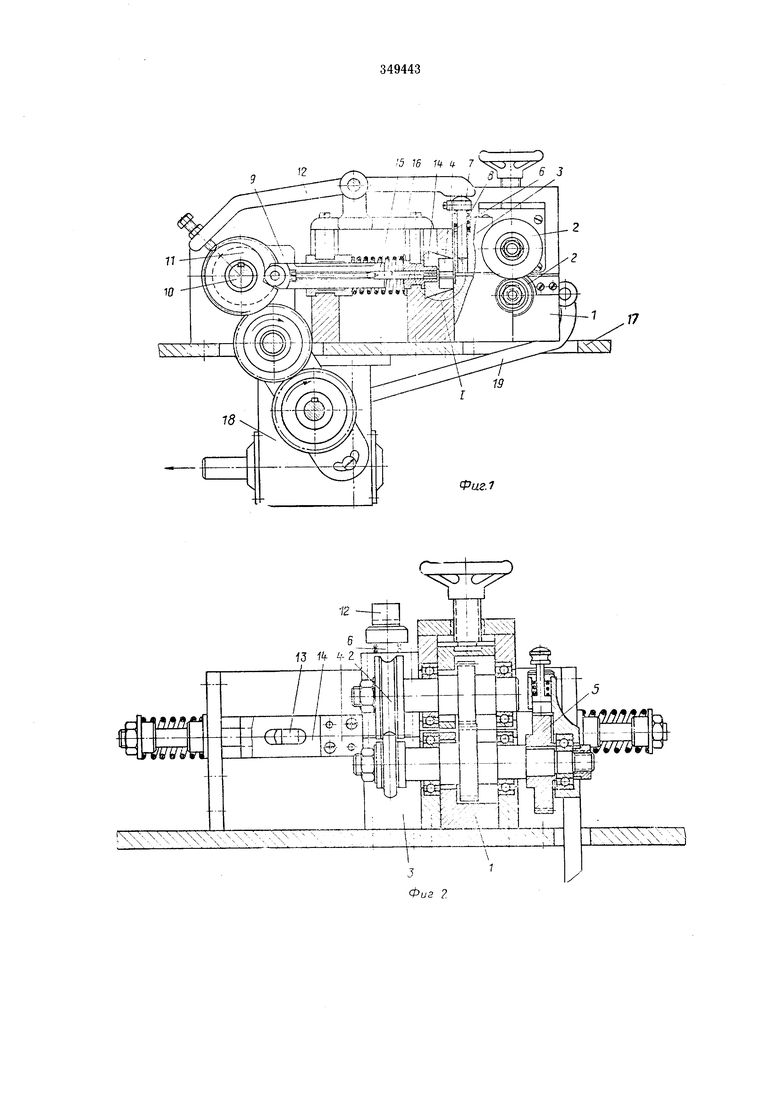
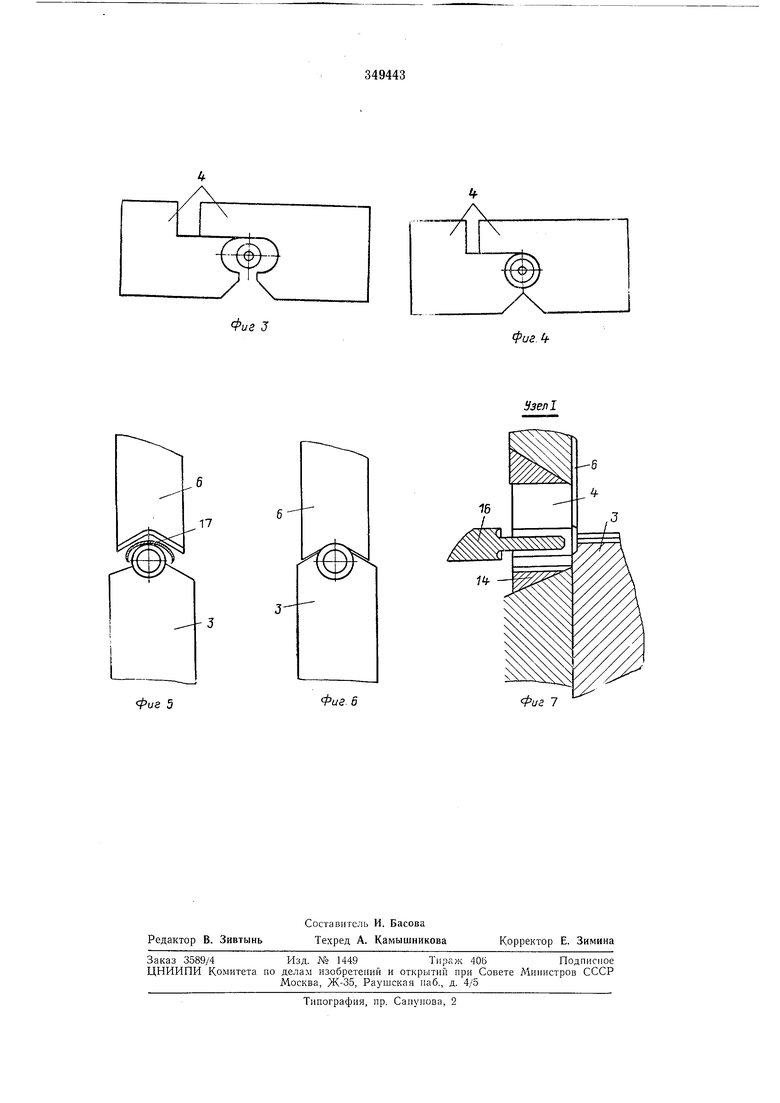
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 и 4- формующая соответственно в сомкнутом и разомкнутом состоянии; на фиг. 5 - нож до отрезания заготовки; на фиг. 6 - нож иосле отрезания заготовки; на фиг. 7 - узел 1.
Автомат содержит устройство / для подачи ленты, тянущими профильными роликами 2 между направляющими 3, нижняя из которых выполнена в виде цилиндрического выступа с внутренней конической выемкой на торце, обращенном к формующей матрице 4, которая состоит из двух подвижных секций (см. фиг. 3 и 4). Ролики закреплены на осях соответственно верхнего и нил-снего оснований наиравляющих 3.
На одной из осей находится храповый механизм 5 для подачи ленты и иередачи враще1иш на профильные ролики 2.
В верхней направляющей станины встроен отрезной нож 6 с профильной режущей кромкой на колонке 7 и возвратной нружипой S, причем коническая выемка на торце направляющей 3 образует с профильной режущей кромкой ножа 6 замкнутую конусную нолость для формования заходного конуса закленки (см. фиг. 5-7), при этом иож иаходится в крайнем нижнем положении.
Приводом автомата 9 включается распределительный вал 10, на котором смонтированы шестеренка и четыре дисковых кулачка 1L имеющих различную конфигурацию, причем один из дисковых кулачков 11 через коромысло 12 связан с отрезным ножом 6, а второй и третий кулачки // связаны через штоки 13 с формующей матрицей 4 при помощи подпружиненных ползунов 14. Четвертый дисковый кулачок // связан через шпиндель 15 с формообразующим пуансоном 16.
Лента 17 необходимой ширины вставляется в диски магазина (на чертеже не показаны), откуда лента заправляется в тянущие и профильные ролики 2, которые получают периодическое движение от эксцентрика редуктора 18 через тягу 19. Затем лента по цилиндрическому выступу нижней направляющей 3 поступает в формуюц ую матрицу 4 до упора в пуансоне 16. Коснувшись упора, лента останавливается, и один из кулачков // коромыслом 12 воздействует на отрезной нож 6, который, отрезав мерную заготовку, остается в нижнем сжатом положении.
После отрезания заготовки ее загибают в цилиндрическую форму в формующей матрице 4 вокруг пуансона 16, при этом матрица получает свое движение от двух дисковых кулачков // через толкающие штоки 13.
ДискоБый кулачок 11, воздействующий на шпиндель 15, сообщает пуансону 16 два положения: в первом из них происходит изготовление цилиндрической части заклепки путем захода пуансона 16 в матрицу 4, вокруг которого заготовка загибается в диаметр; во втором положении дисковый кулачок 11 досылает пуансон 16 с изогнутой заготовкой в конусную полость, образованную конической выемкой на торце нижней направляющей и профильной кромкой отрезного ножа для отбортовки головки заклепки и формования заходного конуса заклепки.
По окончании всех операций формующие элементы возвращаются в исходное положение « готовая заклепка сбрасывается в приемник.
Допускается переналадка автомата для заклепок, имеющих различную длину и диаметр. Для этого необходимо заменить следующие элементы: формообразующую матрицу « пуансон, профильные ролики, направляющие и отрезной нож. Подача заготовки регулируется пазовы.м болтом эксцентрика в редукторе 18 (на чертеже не показан) при помощи тяги 1У и храповика 5.
Предмет изобретения
Автомат для изготовления тонкостенных втулок из ленты, содержащий последовательно установленные по ходу технологического
процесса устройство для подачи ленты с тянущими роликами, смонтированными соответственно на верхнем и нижнем основаниях, имеющих направляющие для перемещения заготовки, а также расположенный на станине подвижный нож для отрезки мерной заготовки и формообразующие матрицу и пуансон, отличающийся тем, что, с целью обеспечения изготовления внахлест пустотелых заклепок с головкой и заходным конусом, тянущие ролики устройства для подачи ленты выполнены профильнЫМи для предварительной формовки заготовки, а одна из направляющих выполнена в виде цилиндрического выступа с внутренней конической выемкой на торце, обращенном к
формообразующей матрице, состоящей из двух подвижных секций, расположенных симметрично относительно направления перемещения заготовки, при этом режущая кромка ножа выполнена профильной, образующей с конической выемкой на направляющей замкнутую полость, формующую заходный конус заклепки. 5 15 Н It 7 ):C Ч . Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к универсально-гибочному автомату для изготовления пустотелых заклепок | 1986 |
|
SU1366258A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| КЛЕПАЛЬНАЯ Л\АШИНАВСЕСОЮЗНАЯ!1АТ?НТНУЛ1Х!1^НЕС!ШБИБЛИОТЕКА | 1971 |
|
SU314591A1 |
| ШТАМП-АВТОМАТ ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1965 |
|
SU175472A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| Автомат для изготовления полупустотелых заклепок | 1984 |
|
SU1248722A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| ИОТЕКА iА. Н. Олейник | 1971 |
|
SU308808A1 |
| Накатной автомат | 1989 |
|
SU1701414A1 |
Фие J
Фиг.
Фиг-6
фиг 5
Фиг 7
