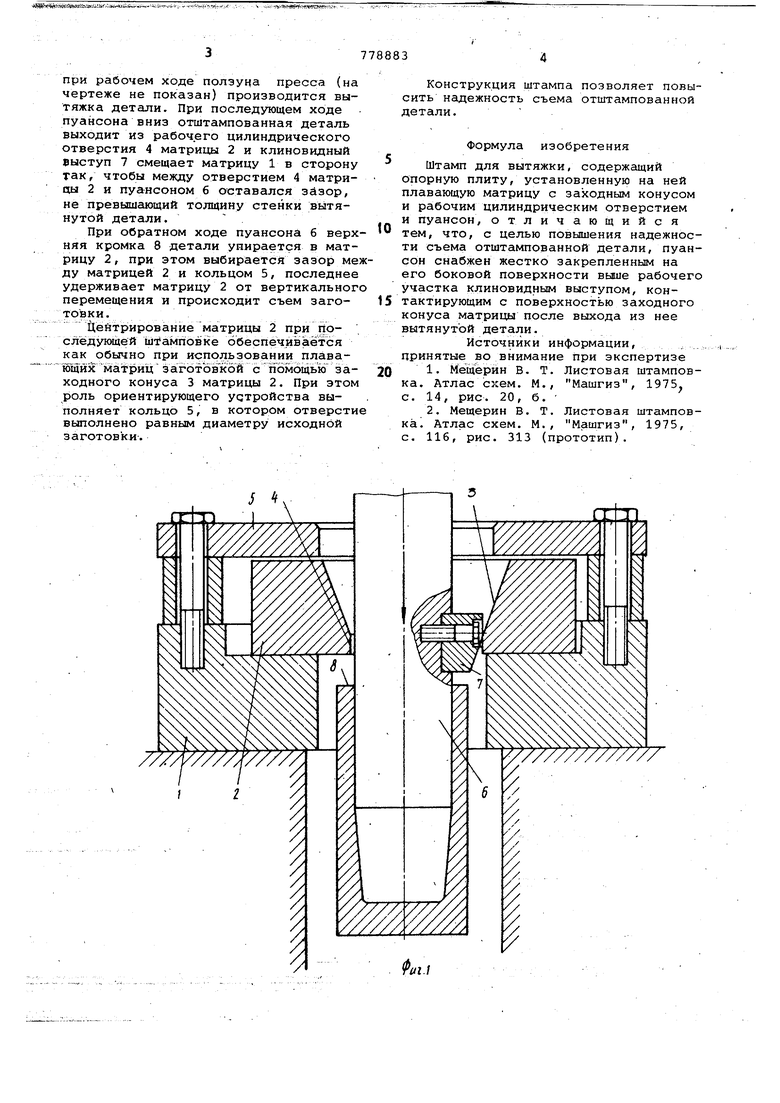
(54) ШТАМП ДЛЯ ВЫТЯЖКИ Изобретение относится к обработке металлов давлением, а именно к штампам для вытяжки. Известен вытяжной штамп, содержащий пуансон, матрицу и съемник, йы-. полненный в виде трех-четырех ползушек. На каждую ползушку действует своя пружина сжатия, заставляя ползушку перемещаться к центру матрицы. Как только борт (край) изделия опус-кается ниже плоскости ползушек, последние под действием пружины смыкаются. При обратном ходе пуансона пол зушки не позволяют подниматься вытянутому изделию, чем и достигается снятие его с пуансона 1 . Недостатком известного штампаявляется недостаточная надежность съема детали. Наиболее близок по технической су ности к предлагаемому вытяжной штамп содержащий опорную плиту, установлен ную на ней плавающую матрицу с заход ным конусом и рабочим цилиндрическим отверстием, съемник и пуансон. Упоро для съемника служит плита, установленная между матрицей и съемником p Недостатком этого устройства явчяется возможность заклинивания детали при съеме, что снижает надежность работы штампа. Цель изобретения - повышение надежности съема отштампованной детали. Указанная цель достигается тем, что пуансон снабжен жестко закрепленным на его., боковой поверхности выше рабочего участка.клиновидным выступом, контактирующим с поверхностью заходного конуса матрицы после выхода из нее вытянутой детали. На фиг. 1 схематически изображен предлагаемый штамп в конце хода пуансона, общий вид, продольный разрез; на фиг. 2 - то же, в момент съема отштампованной детали. Штамп содержит опорную плиту 1, устан6влённу ю н а неЙ плавающую матрицу 2 с заходным конусом 3 и рабочим цилиндрическим отверстием 4, жестко соединенное с плитой 1 упорное кольцо 5 и пуансон б с жестко закрепленным на его боковой поверхности клиновидным выступом 7, контактирующим с поверхностью заходного конуса 3 матрицы 2. Штамп работает следующим образом. Заготовка устанавливается на матрицу 2. При движении пуансона в.низ
при рабочем ходе ползуна пресса (на чертеже не показан) производится вытяжка детали. При последующем ходе пуансона вниз отштампованная деталь выходит из рабочего цилиндрического отверстия 4 матрицы 2 и клиновидный выступ 7 смещает матрицу 1 в сторону так, чтобы между отверстием 4 матрицы 2 и пуансоном 6 оставался зйзор, не превышающий толщину стенки вытянутой детали.
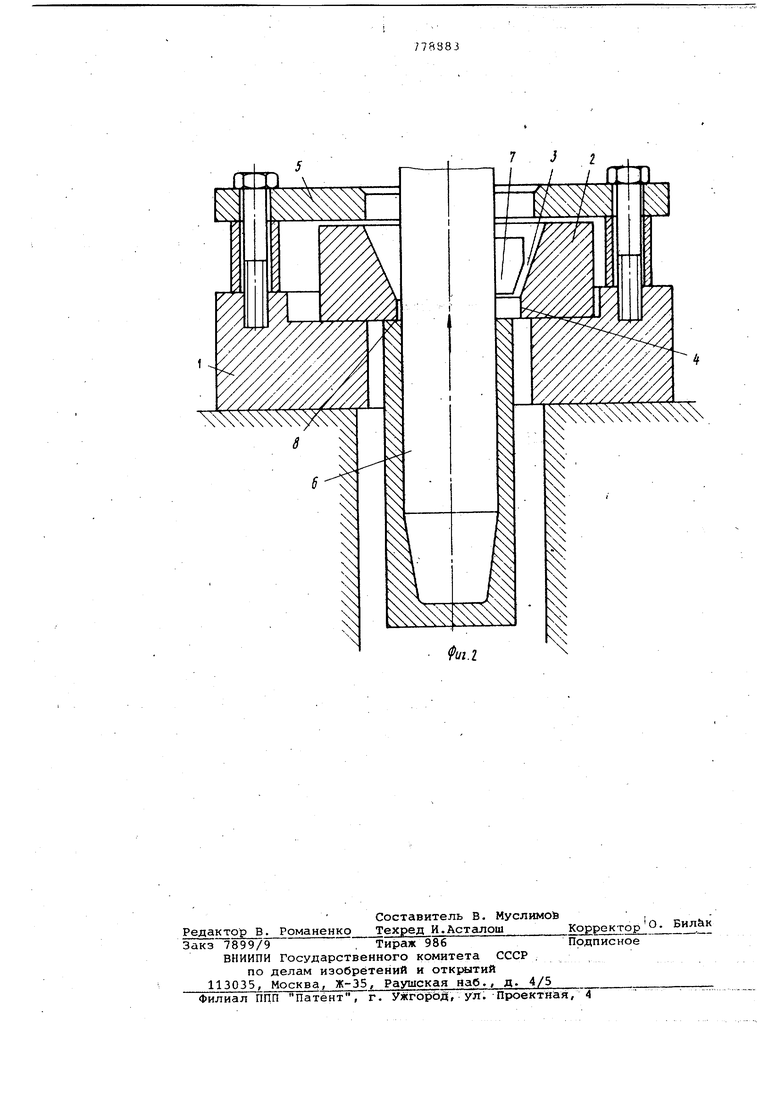
При обратном ходе пуансона б верхняя кромка 8 детали упирается в матрицу 2, при этом выбирается зазор меду матрицей 2 и кольцом 5, последнее удерживает матрицу 2 от вертикальног перемещения и происходит съем заготовки.
Дейтррирование матрицы 2 при rtoслёдующей штамповке 6беспе1чиваётся как обычно при использовании плаваЩйх матгриц заготовкой с помощькз заходного конуса 3 матрицы 2. При этом роль ориентирующего устройства выполняет кольцо 5, в котором отверсти вьтолнено равным диаметру исходной заготовки.
Конструкция штампа позволяет повысить надежность съема отштампованной детали.
Формула изобретения
Штамп для вытяжки, содержащий опорную плиту, установленную на ней плавающую матрицу с заходным конусом и рабочим цилиндрическим отверстием и пуансон, отличающийся тем, что, с целью повышения надежности съема отштампованной детали, пуансон снабжен жестко закрепленным на его боковой поверхности выше рабочего участка клиновидным выступом, контактирующим с поверхностью заходного конуса матрицы после выхода из нее вытянутой детали.
Источники информации, принятые во внимание при экспертизе
1.Мещёрйн В. Т. Листовая штамповка. Атлас схем. М., Машгиз, 1975,
с. 14, рис. 20, б.
2.Мещерин В. Т. Листовая штамповка. Атлас схем. М., Машгиз, 1975,
116, рис. 313 (прототип).
с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для листовой штамповки на прессах двойного действия | 1976 |
|
SU580929A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2002 |
|
RU2223160C2 |
| Штамп для листовой штамповки | 1976 |
|
SU732052A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
///.
