Изобретение относится к обработке металлов давлением, в частности к ножницам для точной резки проката, и может быть использовано в npoNOisiiiленности для точной резки заготовок. Известны ножницы для резки проката, содержащие узел резки в виде неподвижного ножа, закрепленного на станине, и взаимодействукяцего с ним подвижного ножа, прижим проката и поддерживатель отрезаемой заготовки в виде силового цилиндра, а также узел прижима подвижного ножа, расположенного перпендикулярно направлени его движения и выполненного в виде силового цилиндра, соединенного с силойым цилиндром поддерживателя ij Недостаток указанных ножниц заклю чается в том, что на всем ходе реза усилие прижима подвижного ножа к неподвижному или к станине имеет постоянную величину в то время, как сила отжима, старающаяся отвест-и подвижный нож от неподвижного, изменяется по такому же закону как и усилие резки. Кроме того, в связи с тем что силовой цилиндр узла прижима подвижного ножа к неподвижному разме щен в станине, точка приложения усилия прижима не меняется по ходу реза а точка приложения усилия отжима перемещается вместе с подвижным ножом, т.е. расстояние этими точками увеличивается, а следовательно, растет и момент отжима подвижного ножа. Все это приводит к изменению зазора между ножами по ходу реза и ухудшению качества реза. Известны ножницы для резки проката, содержащие станину, узел резки в виде неподвижного ножа, закрепленного на станине, и подвижного ножа, взаимодействующего с ним и связанного с поршнем, перемещаемым по направляющим силового цилиндра, и узел зажима в виде двух ножей для прижима проката и зажима отрез-аемой заготовки, жестко связанных со штоками силовых цилиндров, которые размещены соответственно в поршне и в станине и соединены между собой, с силовым цилиндром узла резки и с источником рабочей жидкости, выполненным в виде газогидропреобразователя с камерой сгорания 2 . Недостаток извест{ лх ножниц состоит в ухудшении качества реза из-за отсутствия устройства для компенсации усилия отжима подвижного ножа от неподвижного.
.Цель изобретения - повышение качества реза.
Указанная достигается тем, что ножницы снабжены дополнительным силовьом цилиндром, расположенным в поршне перпендикулярно его продольной оси, соединенным с силовым цилиндром узла резки и имекяцим подпру|Жиненный поршень, в торце которого выполнена полость, образующая совместно с направляющей камеру гидростатической разгрузки и соединенная со штоковой полостью дополнительного силового цилиндра, причем поверхност торца соответствует контуру направляющей .
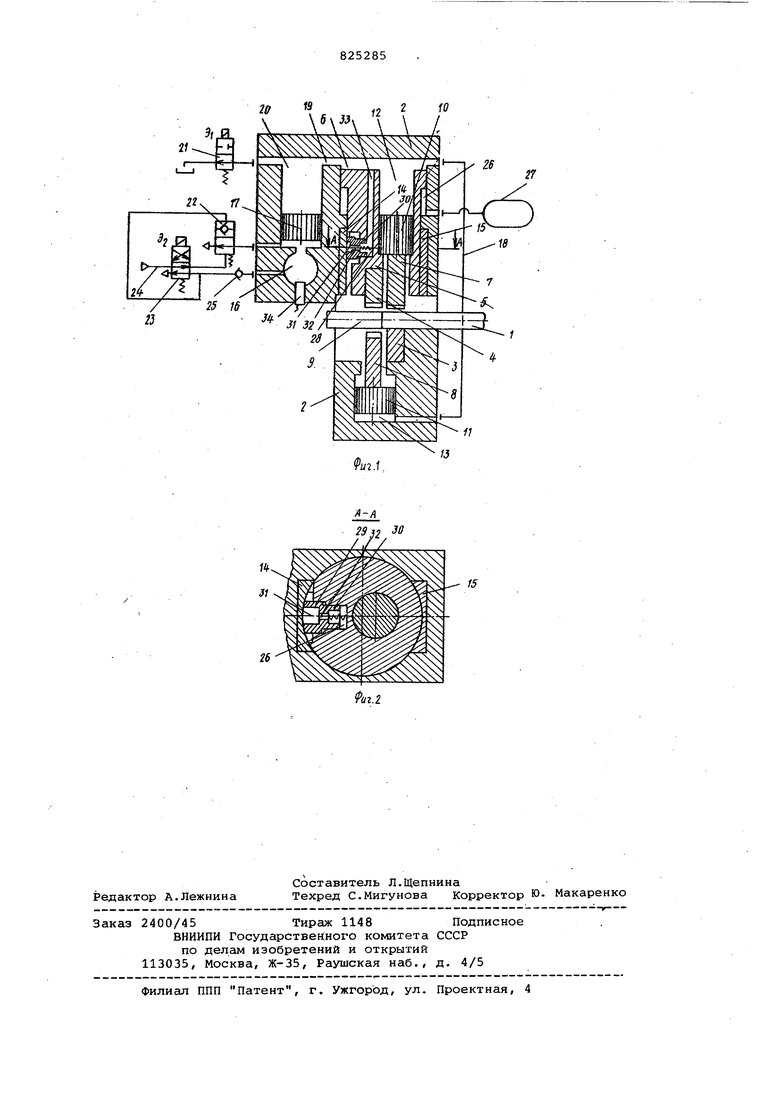
На фиг. 1 показаны предлагаемые ножницы, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Ножницы для резки проката 1 содержат станину 2, узел резки в виде неподвижного ножа 3, закрепленного на станине 2, и взаимодействунвдего с ним подвижного ножа 4, связанного с поршнем -5 силового цилиндра 6 и узел зажима в виде двух ножей 7 и 8 для прижима проката 1 и зажима отрезаемой заготовки 9, жестко связанных со штоками 10 и 11 -силовых цилиндров 12 и 13, размещенных соответственно в поршне 5 и в станине 2. Поршень 5 перемещается по направляющим 14 и 15 силового цилиндра 6. Источник рабочей жидкости выполнен в виде газогидропреобразователя с камерой 16 сгорания и поршнем 17. Рабочие полости силовых цилиндров б и 12 соединены между собой и магистралью 18 - с рабочей полостью силового цилиндра 13, а магистралью 19 все они сообщаются с гидравлической полостью 20 г азогидропреобразователя и через упраЪляемый электромагнитом Э двухлинейный.двухпозиционный распределитель 21 - со сливом. Камера 16 . сгорания через управляемый клапан 32 сообщена с атмосферой. К управляемому электромагнитом Эд двухпозидионному четырехлинейному распредели. телю 23 магистралью 24 подведена от непоказанного на схеме источника горючая газовая смесь. Одна из Линий распределителя 23 соединена через обратный клапан 25 с камерой 16 сгорания, вторая линия сообщена с управляющей полостью управляемого клапана 22, третья сообщена с атмосферой. Подпрршневая ролость 26 силового цилиндра 6 сообщена с ресивером 27, заполненным, например, сжатым воздухом. В поршне 5 перпендикулярно продольной его оси размещен дополнительный силовой цилиндр 28 с подпружиненным поршнем 29 со штоком 30. На торце поршня 29, обращенном к направляющей 14, выполнена полость 31, ко.торая образует совместно с рабочей поверхностью направляющей 14 камеру гидростатической разгрузки, причем
поверхность торца поршня 29, сопрягаемая с поверхностью направляющей 14, соответствует ее конфигурации. Камера 31 гидростатической разгрузки сообщена каналом 32 со штоковой полостью силового цилиндра 28, которая в свою очередь, каналом 33 соединена с рабочей полостью силового цилиндра 6. Для поджига смеси в камере 16 сгорания установлена свеча 34.
Резка проката на ножницах осуществляется следующим образом. После установки проката 1 в зоне резания включаются электромагниты Э и Э. Якорь электромагнита Э перемещает золотник распределителя 21, чем отсоединяет гидравлическую полость 20 от слива а якорь электромагнита Эд, перемещает золотник распределителя 23, чем подключает камеру 16 сгорания к магистрали 24 и соединяет управляющую полость управляемого клапана 22 с атмосферой, при этом управляемый клапан 22 отсоединяет камеру 16 сгорания от атмосферы. Поступакяцая в камеру 16 сгорания горючая газовая смесь перемещает поршень 17, и вытесняемая этим поранем рабочая жидкость из гидравлической полости 20 поступает по магистргшям 18 и 19 в рабочие полости силовых цилиндров. 6, 12 и 13 и перемещает 5 и штоки 10 и 11 до момента когда подвижный нож 4 и нож 8 зажима заготовки упрутся в заготовку 9, а нож 7 прижмет прокат 1 к неподвижному ножу 3, Давление рабочей жидкости в штоковой полости дополнительного силового цилиндра 28 осуществляют предварительное поджатие поршня 29 к направляющей 14, а ножа 4 с поршнем 5 - к направляющей 15. Газовая (fMecb поджигается с помощью свечи 34 и сгорает в камере 16 сгорания с резким повьшеиием давления. Про-, дукты сгорания, действуя на поршень 17, создают в гидравлической полости 20 и рабочих полостях силовых цилиндров 6, 12 и 13 давление, за счет которого штоки 10 и 11 создают усилие, необходимое для зажима отрезаемой заготовки 9 и прижима проката 1, а поршень 5 с подвижным ножом 4 перемещаются, и п.оследний, взаимодей:СТвуя с неподвижным ножом 3, осуще|ствляет резку. Давление в штоковой Ьолости дополнительного силового цилиндра 28 возрастает прямо пропорционально давлению в рабочей полости силового цилиндра 6, за счет чего в процессе резки, т.е. при движении поршня 5 с подвижным ножом 4 вниз, создается усилие прижима поршня 5 к направляющей 15, меняющееся по такому же закону как и усилие резки или усилие отжима поршня 5 от направляющей 15. Следовательно, усилие прижима поршня 5 к направляющей 15 компенсирует усилие его отжима от
этой же направлянвдей, возникающее при резке. В связи.с тем, что дополнительный силовой цилиндр 28 перемещается вместе с поршнем 5, расстояние, между точкатии приложения усилий прижима и отжима поршня 5 не меняется. Благодаря этому обеспечивается постоянство зазора между ножами 4 и 3 на всем процессе реза, что приводит ,к повышению качества реза. После резки выключаются электромагниты Э и Эл, при этом камера 16 сгорания через управляелалй клапан 22 сообщает.ся с атмосферой, гидравлическая полость 20, и, следовательно, штоковая полость дополнительного силового цилиндра 28 - со сливом, а поршни 5 и 17 и штоки 10 и 11 возвращаются в исходное положение за счет действия, сжатого воздуха, поступающего от ресивера 27 в подпоршневую полость 26 силового цилиндра 6.
Таким образом, в ножницах зазор между ножами остается в процессе реза неизменным, так как давление в штоковой полости дополнительного силового цилиндра 28 создает усилие, действуняцее на поршень (держатель) 5 ножа 4противоположно усилию отжима, возникающему при резе и составляющему 10-30% от усилия реза. Это исключает влияние деформации направляющей 14 на зазор между ножами и, следовательно, уменьшает неперпендикулярность среза и повышает качество реза.
. Камера 31 гидростатической нагрузки снижает усилие прижатия торца поршня 29 к рабочей поверхности направляющей 14 и обеспечивает смазку последней, что приводит к снижению износа и потерь на трение, а следовательно, к увеличению долговечности конструкции.
Формула изобретения
с Ножницы для резки проката, содержащие станину, узел резки в виде неподвижного ножа, закрепленного на станине, и подвижного ножа, взаимодец ствующего с ним и связанного с порш. нем, перем вае1«в О 1 по направляющим силового цилиндра, и узел зажима в виде двух ножей для прижима проката и зажима отрезаемой заготовки, жестко связаннЕох со штoкa ш силош;1х цилиндров, которые размещены соотват5 ственно в поршне и в станине и соединены между собой, с си ловлям цилиндром узла резни и. с истбчником рабочл жидкости, выполненным в виде газогидропреобразователя с камерой
0 отличают и еся тем, что, с целью повышения качества реза, они снабжены дополнительным силовш4 цилиндром, расположенным в поршне перпендикулярно продольной его оси, ео5 единенным с силовым цилиндром узла резки и меющим подпружиненный поршень в торце которого выполнена полость, образующая совместно с направляющей камеру гидростатической разгрузки
.. и соединенная со штоковой полостью дополнительного силового цилиндра, причем поверхность Тсчэца соответствует контуру направляющей.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ 2218687, кл. В 23 D 23/00, 1974.
2. Авторское свидетельство СССР по заявке №2557129/27, кл. в 23 D 15/0, 1977.
w w
V
w
/;
U7.f.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |
| Гидравлические ножницы с самоустанавливающимся зазором между ножами | 1991 |
|
SU1819730A1 |
| Устройство для разделения профильного материала | 1986 |
|
SU1388200A1 |
| Ножницы для резки сортового проката | 1977 |
|
SU722704A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Устройство для многооперационной металлообработки | 1987 |
|
SU1505778A1 |
| Ножницы для резки проката | 1987 |
|
SU1505689A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU749579A1 |
| Ножницы для резки проката | 1978 |
|
SU778953A1 |
e
.30
/.//
