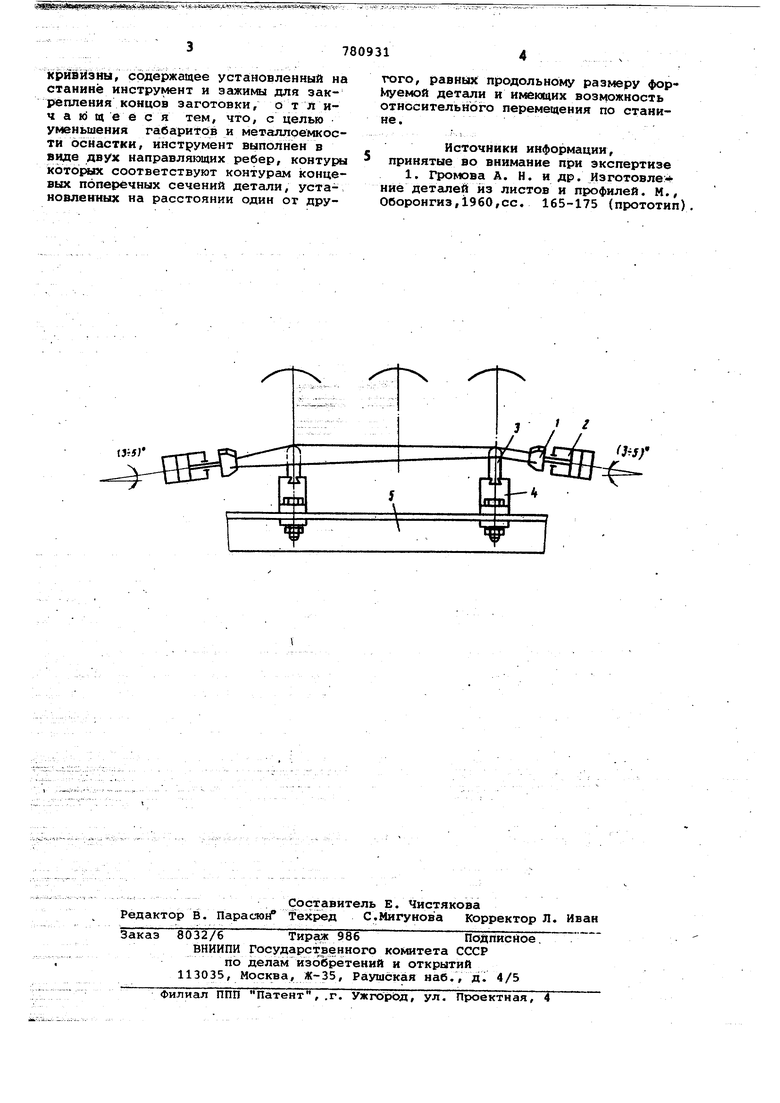
(54) УСТРОЙСТВО ДЛЯ ОБТЯЖКИ ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ ДЕТАЛЕЙ ОДИНАРНОЙ КРИВИЗНЫ Изобретение относится к обработке металлов давлением, в частности к устройствам для производства обшивок одинарной кривизны цилиндрической и конической формы. Известно устройство для изготов.ления обшивок одинарной кривизны, содержащее обтяжной пуансон, установ ленный на оснований, и згжш.Ф1 для за крепления концов заготовок . Недостатком этого устройства явля ется то, что обтяжка с растяжением производятся с помощью громоздкой и дорогостоящей оснастки - пуансонов, подставок, при этом оснастку надо изготовлять для каждой детали. Цель изобретения - уменьшение габаритов и металлоемкости оснастки. С этой целью инструмент выполнен в виде двух направляющих ребер, контуры которых соответствуют контурам концевых поперечных сечений детали, установленных на расстоянии один от другого, равных продольному размеру формуемой детали и имеющих возможнос относительного перемещения ло станице. На чертеже показана схема устройства. Устройство содер хит зажимные пат роны 1, растяжные цилиндры 2, направ ляющие ребра , подвижные основания. 4, раму 5 пресса. Устройство работает следунидим образом. ., - .. Заготовку закрепляют в зажимных патронах 1. На раме 5 пресса на расстоянии, соответствующем продольному размеру детали, закрепляют подвижные основания 4, на которых установлены формующие ребра 3, имеющие поверхностный контур, соответствующий контуру концевых поперечных сечений детали. При включении в работу растяжных цилиндров 2 .заготовка детали формуется, принимая в концевых участках кривизну шаблона, а в промежуточных сечениях - кривизну, соответствующую кривизне цилиндрической или конической детали.Использование устройства снижает расходы на изготовление оснастки и увеличивает срок ее службы, улучшает условия хранения в виду незначительных габаритов, повышает качество поверхности детсши. формула изобретения Устройство для обтяжки цилиндрических и конических деталей одинарной
780931
кривизны, содержащее установленный на станине инструмент и зажимы для закрепления концов заготовки, о т л ич а К) щ е ё с я тем, что, с целью уменьшения габаритов и металлоемкости оснастки, инструмент выполнен в виде двух направляющих ребер, контуры которых соответствуют контурам концевых поперечных сечений детали, установленных на расстоянии один от другого, равных продольному размеру форМуемой детали и имеющих возможность относительного перемещения по станине.
Источники информации,
принятые во внимание при экспертизе
1. Громова А. Н. и др. Изготовлен
ние деталей из листов и профилей. М.,
ОборонгизД9бО,сс, 165-175 (прототип)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| Способ изготовления деталей двойной кривизны и обтяжной пресс для его осуществления | 1989 |
|
SU1690901A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| Растяжно - обтяжной пресс | 1989 |
|
SU1738426A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| Способ изготовления деталей двойной кривизны | 1988 |
|
SU1606230A1 |
| СОСТАВНОЙ ПУАНСОН ДЛЯ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК | 1996 |
|
RU2120342C1 |
| Устройство для измерения линейных деформаций при обтяжке листовых деталей | 1990 |
|
SU1754274A1 |
| ГИБОЧНО-РАСТЯЖНОЙ СТАНОК | 1970 |
|
SU282276A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛОБОВЫХ ОБШИВОК | 1986 |
|
SU1417282A1 |
