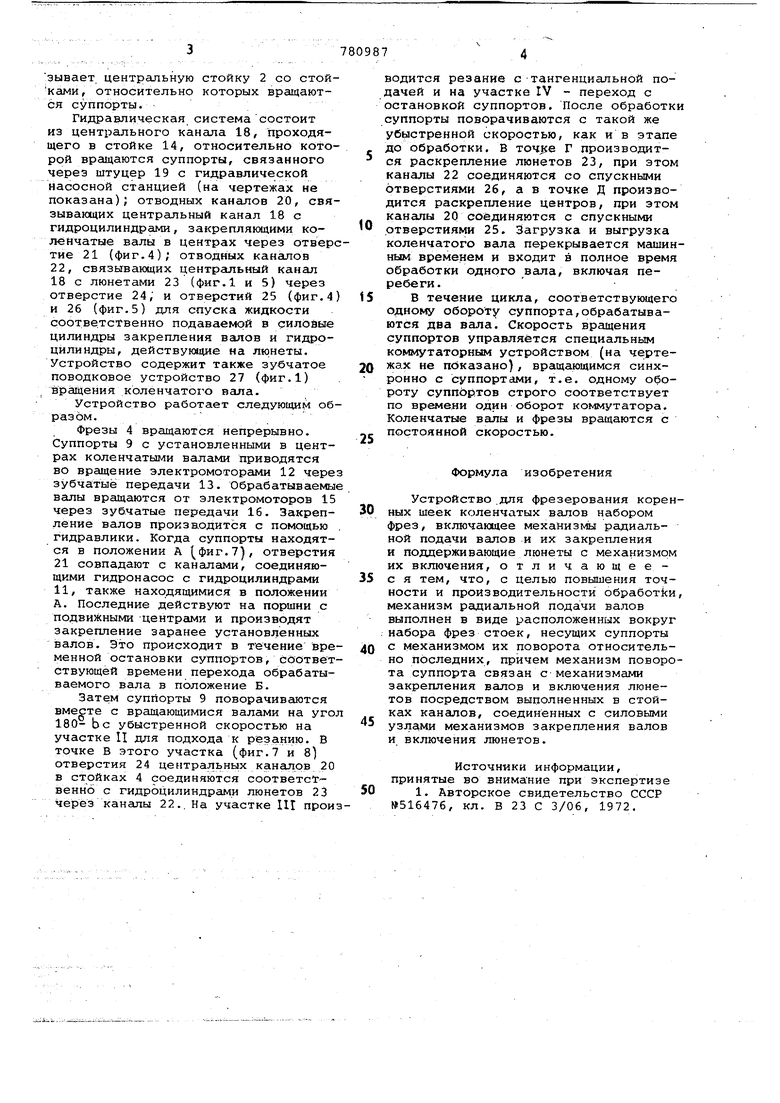
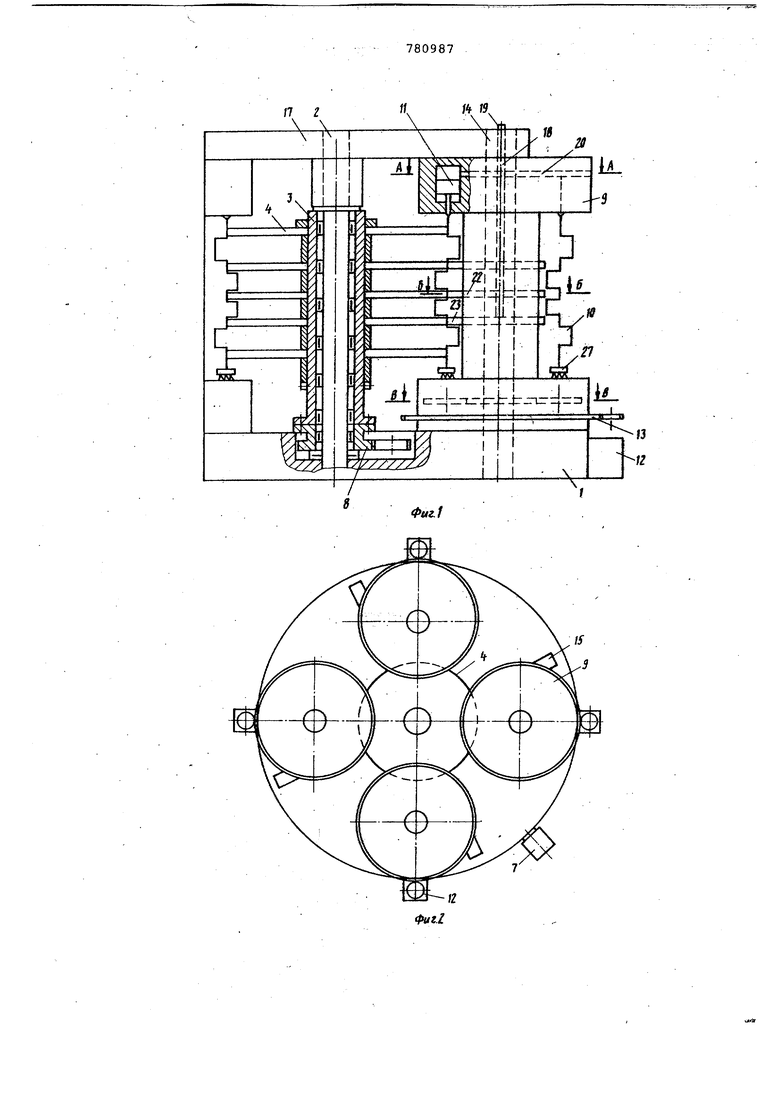
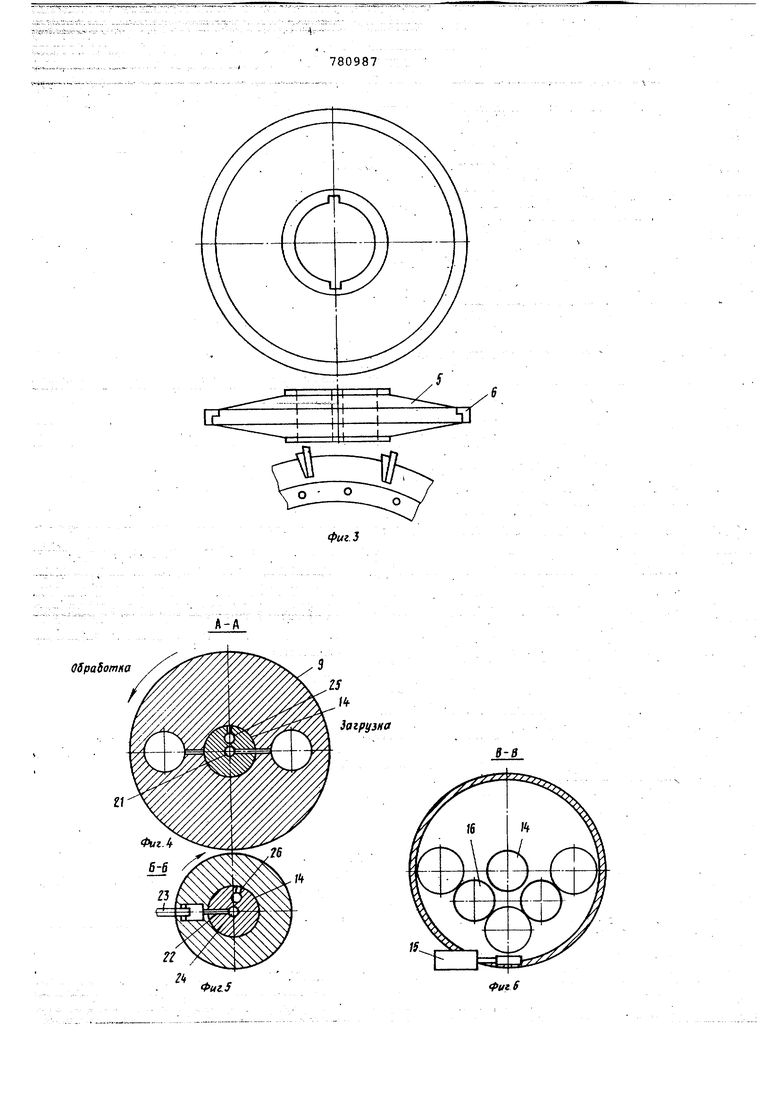
Изобретение относится к станкостроению и может быть использовано для обработки коренных шеек чугунных и стальных коленчатых валов. Известны устройства для фрезерования коренных шеек коленчатых валов вклгочаквдие набор фрез, механизмы радиальной подачи валов и их закрепления и поддерживающие дюнетш с механизмом их включения f(J. Цель изобретения - повышение производительности и точности обработки Указанная цель достигается тем, что механизм радиальной подачи валов выполнен в виде расположенных вокруг набора фрез стоек, несущих суппорты с механизмом их поворота относительн последних. Механизм поворота суппортов автоматически связан -с мез аниэма ми закрепления валов и включения люнетов посредством выполненных в стойках кйналов, соединенных с силовыми узлами механизмов закрепления валов и включения люнетов. На фиг.1 представлено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - конструкция фрезы/ на фиг. 4 - разрез Л-Л на фиг. 1; на фиг. 5 - разрез Б-В на фиг. 1; .на фиг. 6 - разрез В-В на фиг. 1; на фиг. 7 - схема движения суппорта во время обработки вала; на фиг. 8 цикл обработки вала, где условно обозначено: I - быстрый ход,Т1 подход с рабочей подачей,III- резание, IV - переход,V - полный цикл обработки одного вала. Устрюйство состоит из станины 1 (фиг.1 с установленной на ней стойкой 2, на которой находится ступица 3 с набором фрез 4, состоящих из чугунных дисков 5 (фиг.З) равного сопротивления в сечении, на,периферии коюрых смонтированы сегменты 6 с набором твердосплавных пластин. Двигатель 7 (фиг.2) приводит во вращение фрезы через зубчатую передачу 8 (фиг.1). На станине установлены поворотнйе суппорты 9, в центрах которых закрепляют обрабатываемые коленчатые валы 10 с помощью гидравлических цилиндров11. Электромоторы 12 вращают суппорты через зубча-тые передачи 13 относительно стойки 14, а электромоторы 15 (фиг.2) приводят во вращение коленчатые валы через зубчатые передачи 16 (фиг.6). Специальная верхняя плита 17 свяывает. центральную стойку 2 со стойами, относительно которых вращаютя суппорты.;
Гидравлическая система состоит з центрального канала 18, проходяего в стойке 14, относительно котоой вращаются суппорты, связанного ерез штуцер 19 с гидравлической асосной станцией (на чертежах не оказана); отводных каналов 20, связывающих центральный канал 18 с гидроцилиндрами, закрепляющими коенчатые валы в центрах через отверстие 21 (фиг.4); отводных каналов 22, связывающих центральный канал 18 с люнетами 23 (фиг.1 и 5) через отверстие 24, и отверстий 25 (фиг.4) и 26 (фиг.5) для спуска жидкости соответственно подаваемой в силовые цилиндры закрепления валов и гидроцилиндры, действующие на люнеты. Устройство содержит также зубчатое поводковое устройство 27 (фиг.1) вращения коленчатого вала.
Устройство работает следующим образом.
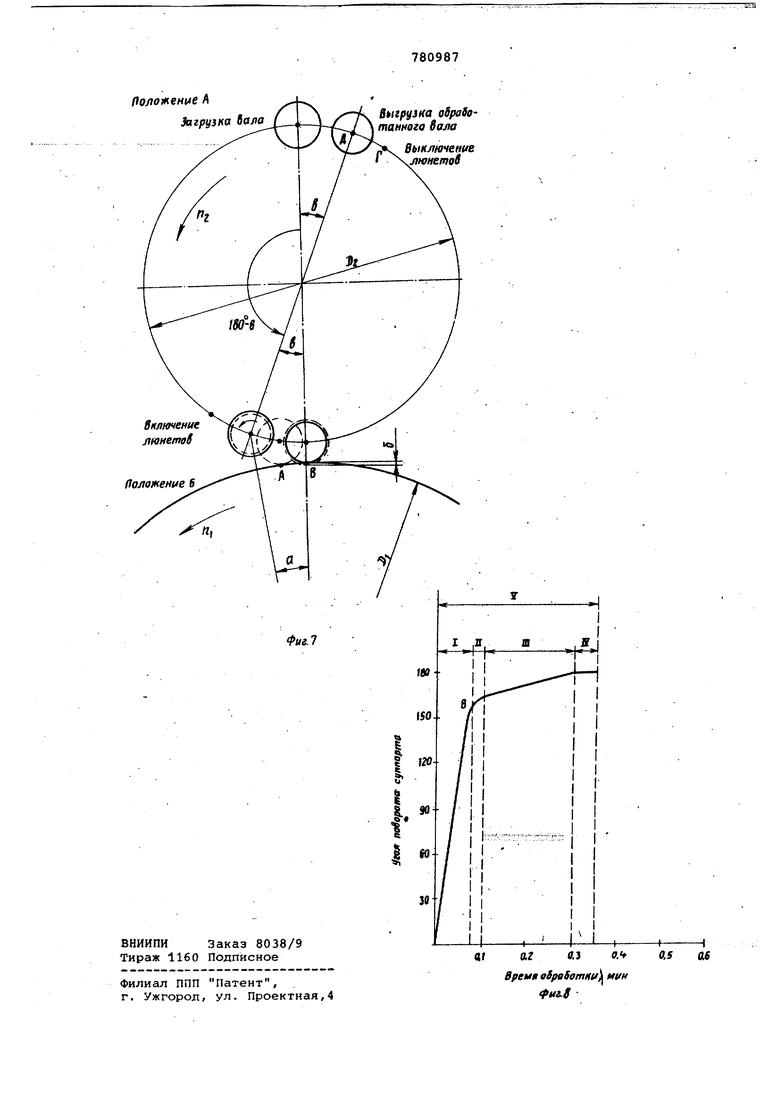
Фрезы 4 вращаются непрерывно. Суппорты 9 с установленными в центрах коленчатыми валами приводятся во вращение электромоторами 12 через зубчатые передачи 13. Обрабатываемые валы вращаются от электромоторов 15 через зубчатые передачи 16. Закрепление валов ПРОИЗВ.ОДИТСЯ с помощью гидравлики. Когда суппорты находятся в положении А фиг.7, отверстия 21 совпадают с каналами, соединяющими гидронасос с гидроцилиндрами 11, также находящимися в положении А. Последние действуют на поршни с подвижными центрами и производят закрепление заранее установленных валов. Это происходит в течение временной остановки суппортов, соответствующей времени перехода обрабатываемого вала в положение Б.
Затем суппорты 9 поворачиваются вместе с вращающимися валами на угол 180- be убыстренной скоростью на участке Ц для подхода к резанию. В точке В этого участка (фиг.7 и 8) отверстия 24 центральных каналов 20 в стойках 4 соединяются соответственно с гидроцилиндрами люнетов 23 через канешы 22..На участке 111 производится резание с тангенциальной подачей и на участке IV - переход с остановкой суппортов. После обработки суппорты поворачиваются с такой же убыстренной скоростью, как и в этапе до обработки. В Г производится раскрепление люнетов 23, при этом каналы 22 соединяются со спускными отверстиями 26, а в точке Д производится раскрепление центров/ при этом каналы 2Q соединяются с спускными
отверстиями 25. Загрузка и выгрузка коленчатого вала перекрывается машинным временем и входит в полное время обработки одного вала, включая перебеги.
5 В течение цикла, соответствующего одному обороту суппорта,обрабатываются два вала. Скорость вращения суппортов управляется специальным коммутаторным устройством (на черте0 ЖЭ.Х не показано), вращающимся синхронно с суппортами, т.е. одному обороту суппбртов строго соответствует по времени один оборот коьфлутатора. Коленчатые валы и фрезы вращаются с
постоянной скоростью.
Формула изобретения
Устройство .для фрезерования коренных шеек коленчатых валов набором фрез, включающее механизьол радиальной подачи валов и их закрепления и поддерживающие люнеты с механизмом их включения, отличающее5 с я тем, что, с целью повышения точности и производительности oбpaбoтkи, механизм радиальной подачи валов выполнен в виде расположенных вокруг .набора фрез стоек, несущих суппорты
0 с механизмом их поворота относительно последних, причем механизм поворота суппорта связан с механизмами закрепления валов и включения люнетов посредством выполненных в стойках каналов, соединенных с силовыми
узлами механизмов закрепления валов и включения люнетов.
Источники информации, принятые во внимание при экспертизе 0 1. Авторское свидетельство СССР №516476, кл. В 23 С 3/06, 1972.
IS
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок для обработки коленчатых валов | 1972 |
|
SU516476A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU182548A1 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОРЕННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2002 |
|
RU2303510C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Станок для обработки шеек коленчатых валов | 1984 |
|
SU1225773A1 |
| ПРЕДВАРИТЕЛЬНОЕ И ОКОНЧАТЕЛЬНОЕ ШЛИФОВАНИЕ КОЛЕНЧАТОГО ВАЛА ЗА ОДНО ЗАКРЕПЛЕНИЕ | 2000 |
|
RU2240218C2 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| ШЛИФОВАЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК И СПОСОБ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ МНОЖЕСТВА ШЕЕК КОЛЕНЧАТОГО ВАЛА | 2008 |
|
RU2470758C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
Обработка
