(54) УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПОЛЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки | 1978 |
|
SU799936A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Установка для автоматической сварки по замкнутому контуру | 1986 |
|
SU1433703A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Гибочно-сварочная машина для изготовления металлоконструкций | 1977 |
|
SU671970A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| Гибочно-сварочная машина для изготовления обечаек прямоугольной формы | 1978 |
|
SU753575A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1102682A1 |
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
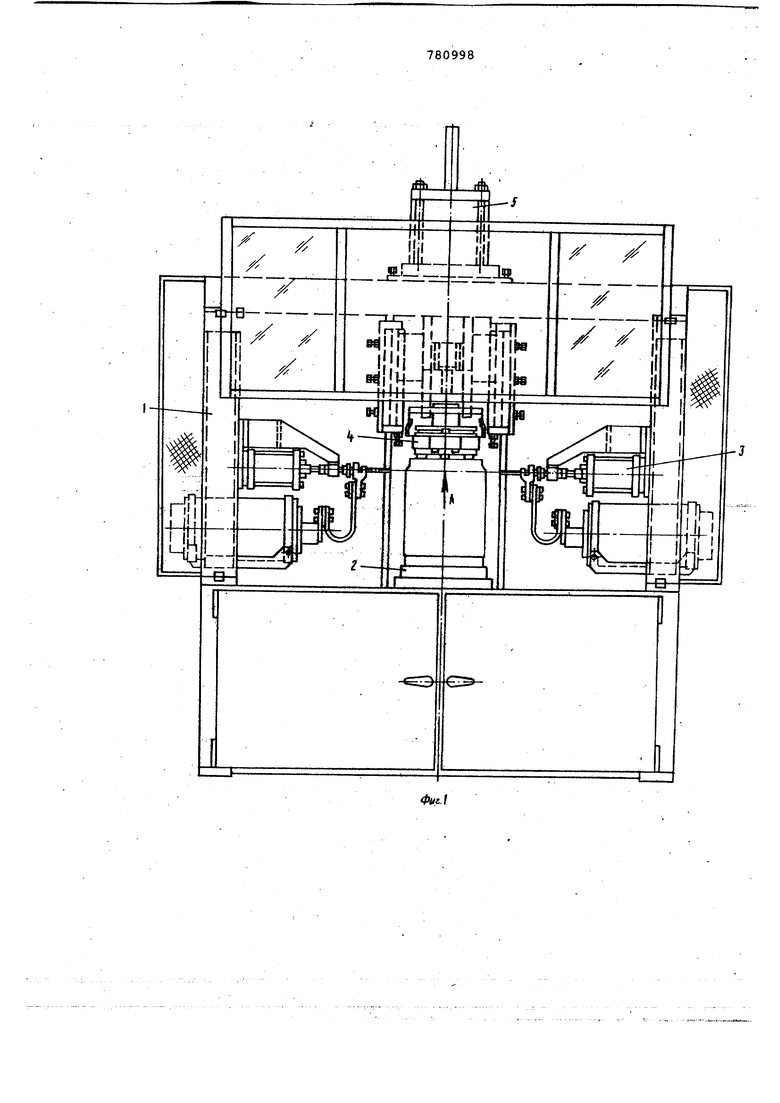
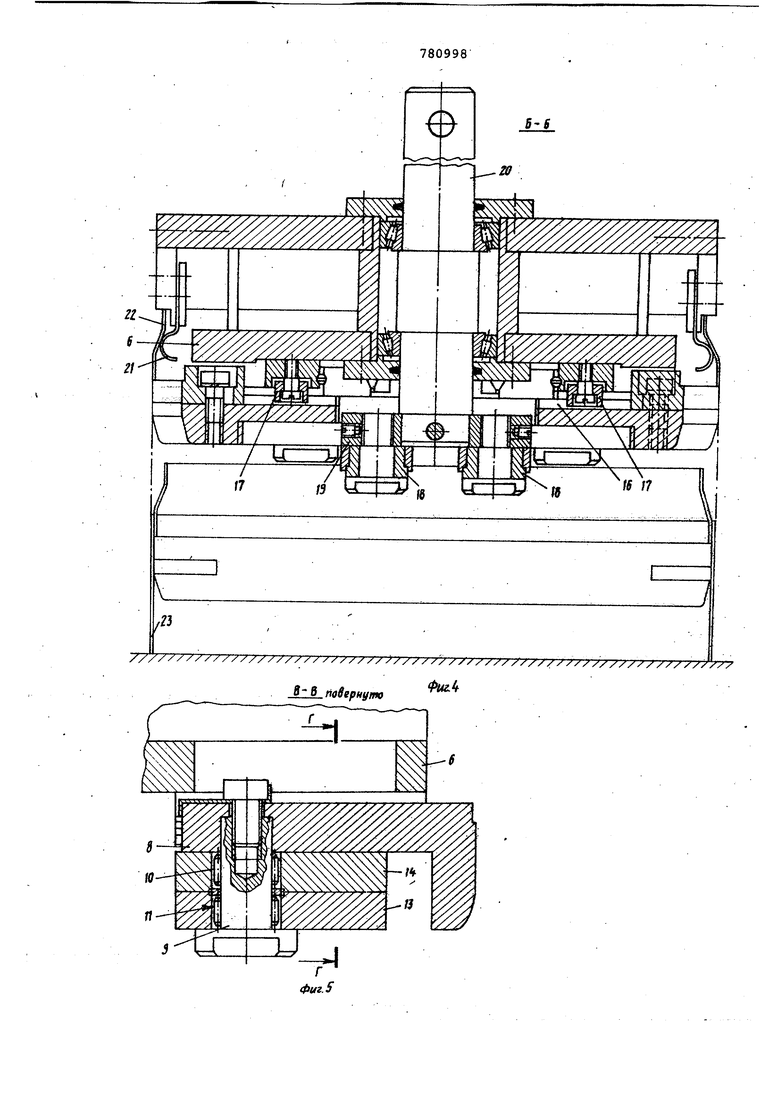

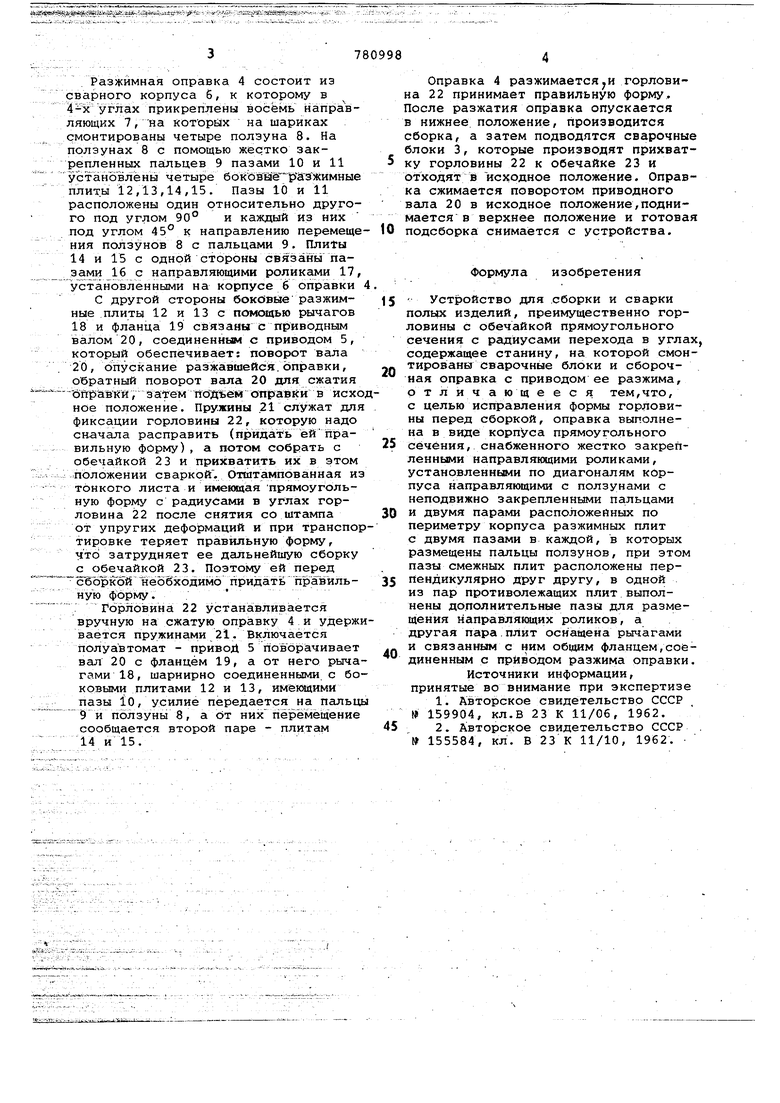
Изобретение относится к оборудованию для контактной сварки и предназначено для использования в сваро ной технике. Известны станки для сварки полых изделий с применением разжимных оправок. Эти станки имеют станину, сварочные блоки и разжимную оправку ,выполненную в виде корпуса с радиаль ными педалями, в которых уложены кулачки с внутренними сплошными пазами, в которые входят клиновые выс тупы крышки корпуса пневмоцилиндра и раздвигают кулачки до соприкосновения с внутренней поверхностью свариваемых деталей Щ. Недостатком этих станков является то, что на них можно сваривать только детали круглого сечеиия. Известно также устройство для сборки и сварки полых изделий, содер жащее станину, на которой смонтирова ны сварочные блоки и сборочная- оправ ка с приводом ее раз.жима 2. Однако это устройство не пригодно для исправления формы изделия перед сборкой и сваркой. Цель изобретения - исправление фо мы горловины перед сборкой ее с обечайкой. Поставленная цель достигается тем, что оправка выполнена в виде корпуса прямоугольного сечения, снабженного жестко закрепленными направляющими роликами, установленными по диагоналям направлякнцими с ползунами с неподвижно закрепленными пальцами и двумя парами расположенных по периметру корпуса разжимных плит с двумя пазами в каждой, fi которых размещены пальцы ползунов, при этом пазы смежных плит расположены перпендикулярно друг другу, в одной из пар противолежащих плит выполнены дополнительные пазы для размещения направляющих роликов, а другая пара плит оснащена рычагами и связанным с ними общим фланцем, соеДинёнНь1м с приводом разжима оправки. На фиг. 1 представлен общий вид устройства, на фиг. 2 - вид А на фиг.1 (разжимная оправка сжата); фиг. 3 - вид А на фиг. 1 (разжимная оправка разжата)} фиг. 4 - разрез Б-Б на фиг.2; фиг. 5 - разрез В-В на фиг.2,фиг.6 - разрез Г-Г на фиг.5. Устройство состоит из станины 1, нижней оправки 2, сварочных блоков 3, разжимной оправки 4 и ее привода 5.
Разжимная оправка 4 состоит из варного корпуса 6, к которому в i-x углах прикреплены восемь направяющих 7, на которых на шариках монтированы четыре ползуна 8. На олзунах 8 с помощью жестко закепленных пальцев 9 пазами 10 и 11 установлены четыре бокбвйёПРйЗЖимные плиты 12,13,14,15. Пазы 10 и 11 расположены один относительно другого под углом 90° и каждый из них под углом 45° к направлению перемещения ползунов 8 с пальцами 9. Ппи±ы 14 и 15 с одной стороны связаны пазами 16 с направляющими роликами 17, установленными на корпусе 6 оправки 4.
С другой стороны боковые разжимные плиты 12 и 13 с помощью рычагов 18 и фланца 19 связаны с приводным валом 20, соединенным с приводом 5, который обеспечивает: поворот вала 20, опускание разжа1вшейся. оправки, обратный поворот ваша 20 для сжатия ongiaBKM, затем пОдъемопратэйй в исходное положение. Пружины 21 служат для фиксации горловины 22, которую надо сначала расправить (придать ейправильную форму), а потом собрать с обечайкой 23 и прихватить их в этом положении сваркой . Отштампованная из тонкого листа и имеющая прямоугольную форму с радиусами в углах горловина 22 после снятия со штампа от упругих деформаций и при транспортировке теряет правильную форму, что затрудняет ее дальнейшую сборку с обечайкой 23. Поэтому ей перед сборкой неоёходимо придать правильную форму.
.Горловина 22 устанавливается вручную на сжатую оправку 4 и удерживается пружинами 2i. Включается полуавтомат - привод 5 поворачивает вал 20 с фланцем 19, а от него рычагами 18, шарнирно соединенными, с боковыми плитами 12 и 13, имёКЯцими пазы 1о, усилие передается на пальцы 9 и ползуны 8, а От них перемещение сообщается второй паре - плитам 14 и 15.
780998
Оправка 4 разжимается.и горловина 22 принимает правильную форму. После разжатия оправка опускается в нижнее, положение, производится сборка, а затем подводятся сварочные блоки 3, которые производят прихватку горловины 22 к обечайке 23 и
отходят и исходное положение. Оправка сжимается поворотом приводного вала 20 в исходное положение,поднимается в верхнее положение и готовая подсборка снимается с устройства.
Формула изобретения
5 Устройство для сборки и сварки польсс изделий, преимущественно горловины с обечайкой прямоугольного сечения с радиусами перехода в углах, содержащее станину, на которой смонтирована сварочные блоки и сборочная оправка с приводом ее разжима, отличающееся тем,что, с целью исправления формы горловины перед сборкой, оправка выполнена в виде корпуса прямоугольного Сечения, снабженного жестко закрепленными направляющими роликами, установленными по диагоналям корпуса направляющими с ползунами с неподвижно закрепленными пальцами и двумя парами расположейных по периметру корпуса разжимных плит с двумя пазами в каждой, в которых размещены пальцы ползунов, при этом пазы смежных плит расположены перпендикулярно друг другу, в одной из пар противолежащих плит выполнены до.полнительные пазы для размещения направлякяцих роликов, а другая пара.плит оснащена рычагами и связанным с ним общим фланцем,соединенным с приводом разжима оправки.
Источники информации, принятые во внимание при экспертизе
-t j- S
f
X X
lil
уТГР г PI IN ,-llij ii I I-Hlb X tt ) tf
/////// ////////// ////// ////////xxx/y/
йб паверну1гю
: ,...,.-. t ;
«,,...,.. -г г . 780998
Г-Г
