Изобретение относится к сварочному производству, а именно к конструкции установок- для автоматической сварки по замкнутому контуру преиму- щественно тонкостенных изделий прямоугольного сечения со скругленными углами, в частности изделий типа |емкостей, и может быть использовано в различных отраслях машиностроения,
Цель изобретения - повышение качества сборки деталей под сварку,
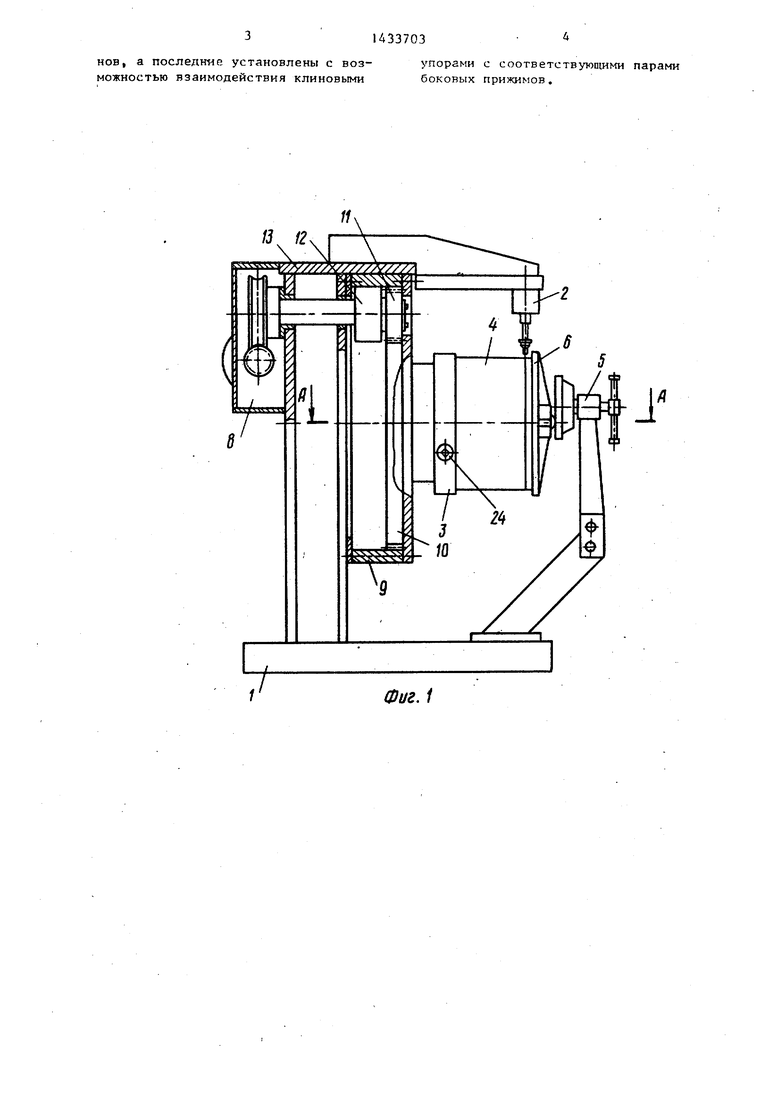
На фиг. 1 представлена установка, общий ВИД на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг, 2.
Установка для автоматической сварки по замкнутому контуру (фиг. 1) содержит станину 1, сварочную головку 2, установочную оправку 3 для ус- тановки обечайки изделия 4, прижимное устройство 5 с ложементом 6 для днища 4, центратор 7 (фиг 2) и электропривод 8, который с помощью известно- |го устройства например, включающего 1копир 9 с внутренним зубчатым венцом |10, ведущую шестерню II, базирующий ролик 12, линейную направляющую 13 для копира 9, вращает прямоугольное изделие 4 по заданной траектории от- носительно неподвижной головки 2. I Центратор 7 содержит установлен- I ные в направляющих корпуса 14 (фиг,, |две пары угловых ползунов 5 (фиг. 3 ) кинематически сопряженных своими клиновыми упорами 16 с двумя парами боковых прижимов 17 и 18, и разжимающий привод, выполненный в виде центрального распорного клина 19 и кон- I тактирующих с ним двух толкателей 20 с двyxctopoнними клиновыми головка- :ми 21 о Последние кинематически сопря- жены с торцами угловых ползунов 15.
Цриводное усилие передается на распорный клин 19 с помощью винтовой пары 22 червячного редуктора 23, причем хвостовик 24 червяка .вьшеден наружу для присоединения приводного инструмента. Возможно использование пневмо- или -гидропривода. Для возврата в исходное состояние предусмот рены возвратные пружины 25.
Установка работает следующим образом.
Детали изделия 4 устанавливают обечайкой на установочную оправку 3 и днищем в ложемент 6, предварительно стыкуют их и поджимают прижимным устройством 5. Затем разжимают цент
д
5
0 5 Q
с
5
0
ратор 7 вращением червяка редуктора 23. При этом распорный клин 19 разжи- мает толкатели 20, которые своими клиновыми головками 21 перемещают в направляющих угловые ползуны 15, а последние, в свою очередь, клиновыми упорами 16 одновременно перемещают боковые прижимы 17 и 18.
В результате одновременного воздействия разжимающего усилия на обе стыкуемые детали изделия 4 и эквидистантной их деформации достигается точная центровка, после чего вся система окончательно фиксируется прижимным устройством 5,-После этого включают электропривод 13 поворота подвижной системы, зажигают электрическую дугу в сварочной головке 25 и производят сварку а При замыкании контура сварного шва сварку прекращают. Выключают электропривод 13 и возвращают центратор 7 в исходное положение. Освобождают прижимное устройство и снимают изделие 4 с установки.
Применение предлагаемой установки позволяет повысить качество сварного щва, в особенности в случае стыковой сварки тонкостенных деталей прямоугольного сечения со скругленными углами при изготовлении изделий типа емкостей
Формулаизобретения
Установка для автоматической сварки по замкнутому контуру преимущественно тонкостенных изделий прямоугольной формы, содержащая станину со сварочной головкой и центратор, выполненный в виде корпуса с разжимным приводом, двумя парами угловых ползунов и двумя парами боковых прижимов, установленными с возможностью радиального перемещения и кинематически связанными между собой и с разжимным приводом отличающаяся тем, что, с целью повьщ1ения качества сборки деталей под сварку, разжимной привод выполнен в виде распорного клина и двух толкателей с клиновыми головками, на угловых ползунах выполнены клиновые упоры, распорный клин установлен с возможностью осевого перемещения и взаимодействия с толкателями, толкатели установлены с возможностью радиального перемещения в противоположных направлениях и взаимодействия своими клиновы .и головками с каждой парой угловых ползунов, а последние установлены с возможностью взаимодействия клиновыми
упорами с соответствующими парами боковых прижимов.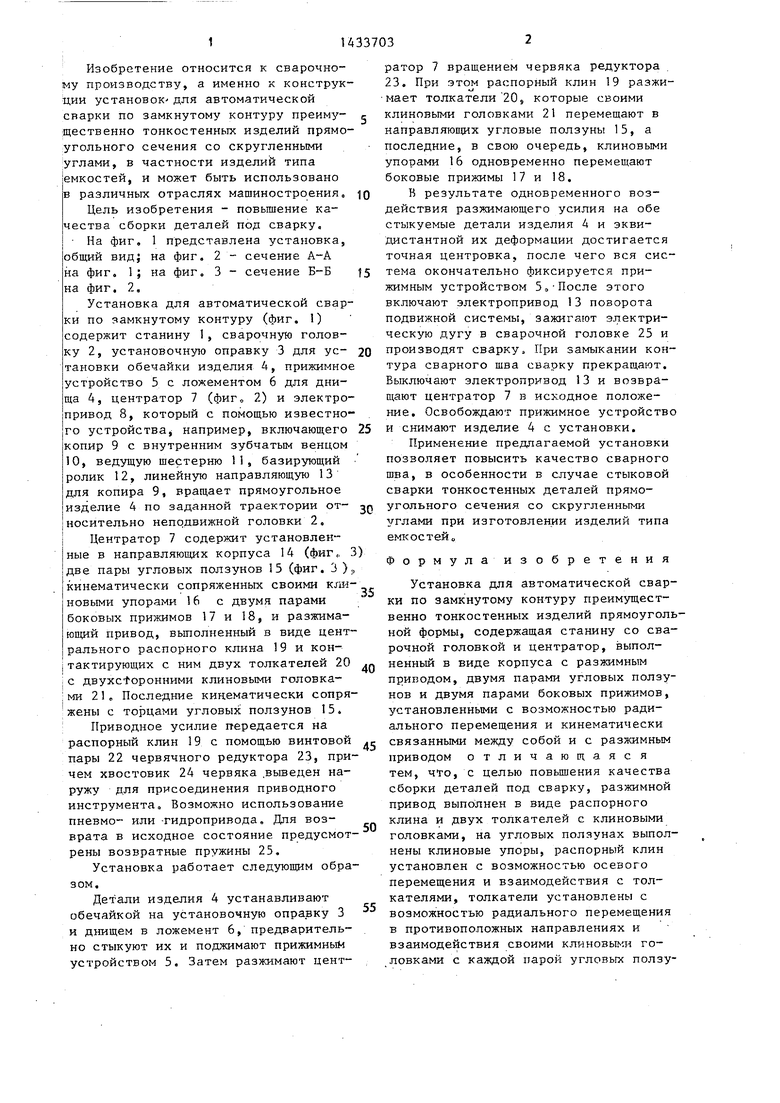
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Автомат для сварки под слоем флюса | 1984 |
|
SU1146168A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ | 2011 |
|
RU2464145C1 |
| ЦЕНТРАТОР ВНУТРЕННИЙ ГИДРАВЛИЧЕСКИЙ | 2003 |
|
RU2249145C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1968 |
|
SU211707A1 |
| Установка для сборки и сварки тонкостенных конических обечаек | 1980 |
|
SU927470A1 |
| Наружный центратор | 1980 |
|
SU1006141A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
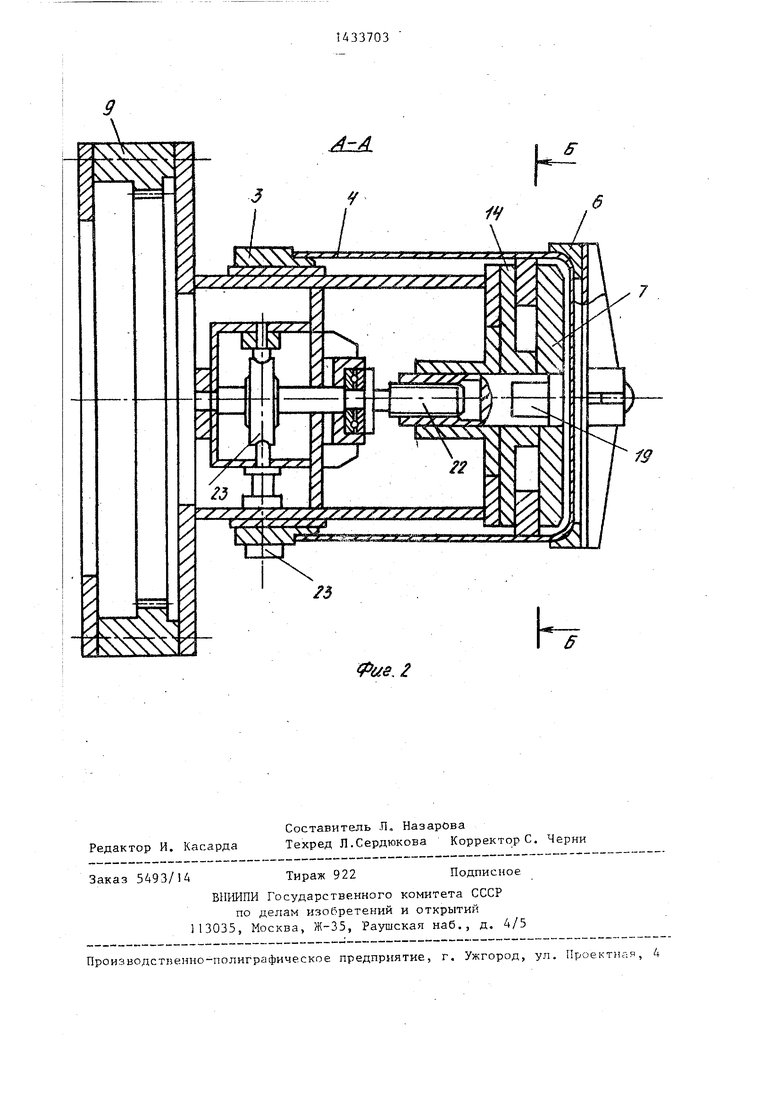
Изобретение относится к сварочному производству, а именно к конструкции установок для автоматической сварки по замкнутому контуру преимущественно тонкостенных изделий прямоугольного сечения со и fj скругленными углами, в частности изделий типа емкостей, и может быть использовано в различных отраслях машиностроения. Цель изобретения - повышение качества сборки деталей под сварку. Установка содержит станину, на которой смонтированы центратор с приводом вращения и сварочная головка. Центратор состоит из распорного клина 19, толкателей 20, угловых ползунов I5 и боковых прижимов 17 и 18. При перемещении распорного клина 19 толкатели 20 своими клиновыми головками 21 перемещают угловые ползуны 15, которые в свою очередь клиновыми упорами 16 перемещают боковые прижимы 1 7 и 18 и такинс обра- ; зом производят центрирование свариваемых деталей. 3 ил. .
Фиг. 1
,2
| Устройство для сборки и сварки полых корпусов | 1980 |
|
SU903057A1 |
| Устройство для сборки и сварки полых изделий | 1978 |
|
SU780998A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
