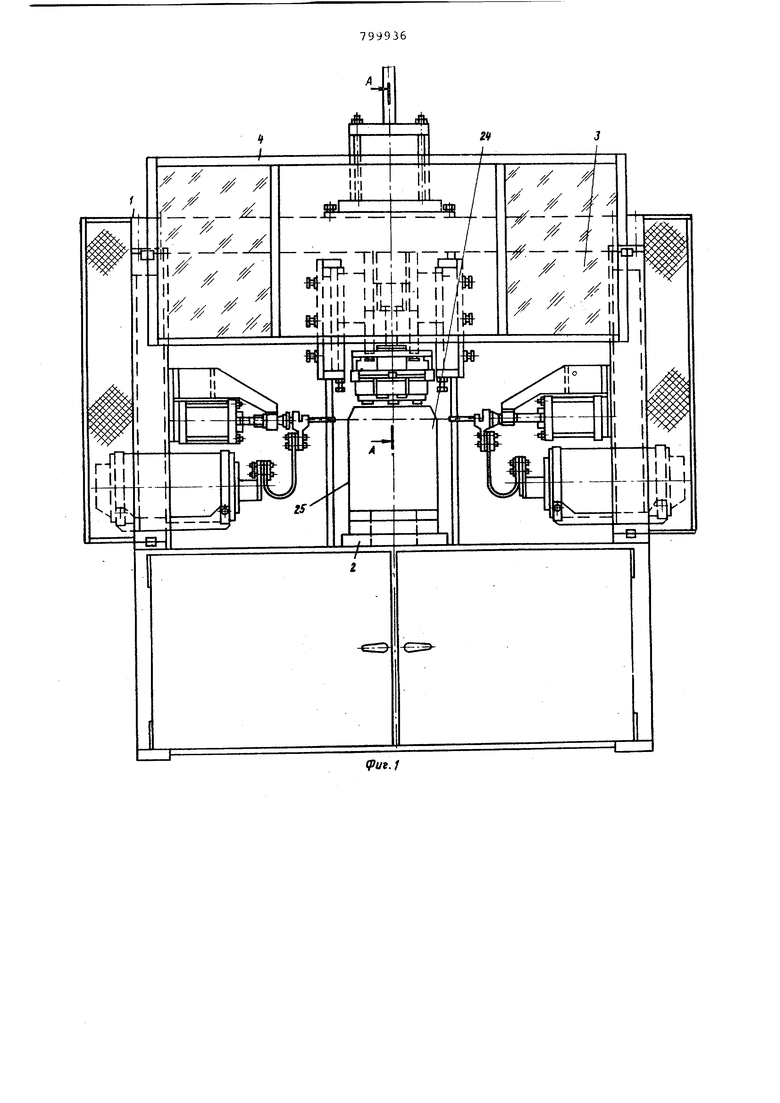
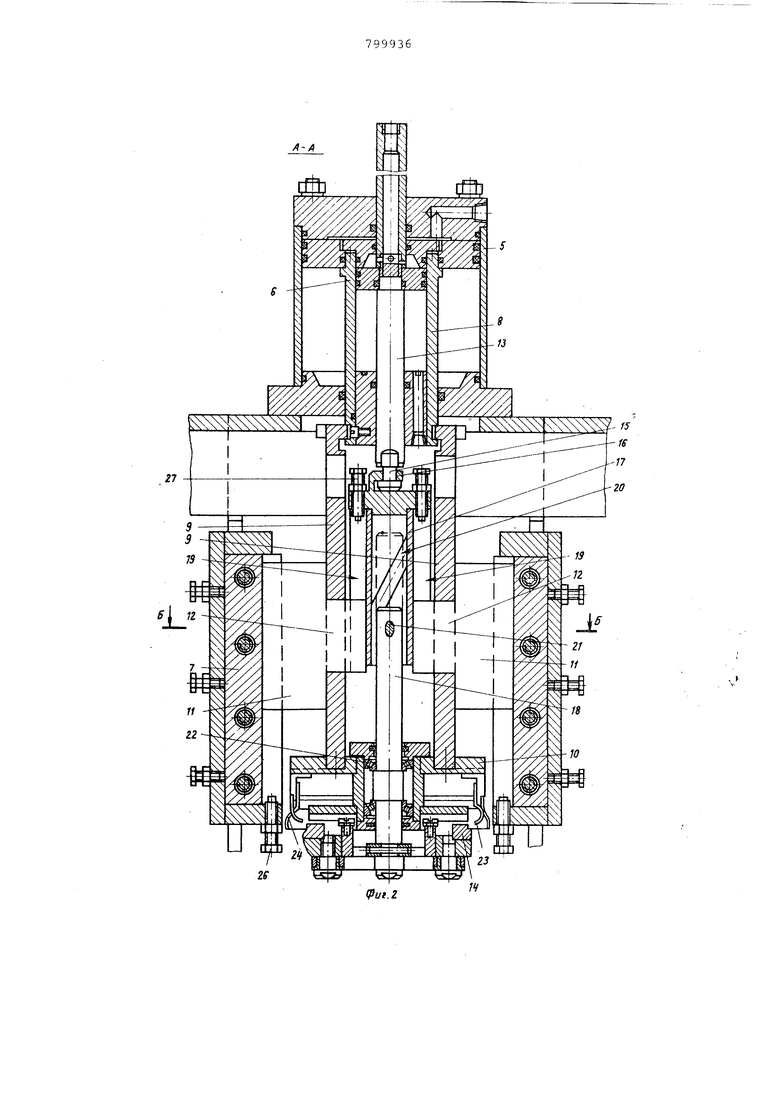
.имодействующим спиральным пазом стакана. При этом.на ползунах смонтированы напгавляющие шпонки, взаимо действующие с продольными канавками стакана. На фиг. 1 изображена установка для сборки и сварки, на фиг. 2 - сечение на фиг. 1, на фиг. 3 - сечение Б-Б на фиг. 2. Установка содержит смонтированные .ча основании 1 установочную оправку 2, сварочные головки 3 и механизм 4 подачи и зажима изделия, в который входит пневмоцилиндр 5 осевой подачи изделия и пневмоцилиндр 6 зажима изделия, являющийся штоком пневмоцилиндра 5 На корпусе пневмоцилиндра 5осевой подачи из-делия закреплены направляющие 1, установленные параллельно направлению осевой подачи.На штоке 8 пневмоцилиндра 5, являющегося корпусом пневмоцилиндра 6, закреп лены стойки 9 для соединения его с корпусом сборочной оправки 10. На стойках 9, в свою очередь, смонтированы ползуны 11, установленные в направляющих 7 с возможностью перемещения и оснащенные направляющими шпонками 12. Шток 13 пневмоцилиндра 6зажима изделия соединен с разжимными элементами 14 посредством закрепленного на этом штоке через переходники 15 и 16 стакана 17 и поворотного вала 18 разжимных элементов 14, установленного в сборочной оправке 4. Стакан 17 выполнен с наружными продольными канавками 19 и внут ренним спиральным пазом 20. На поворотном валу 18 перпендикулярно его оси закреплены штифт 21 с роликами 22, взаимодействующими со спиральным пазом 20 стакана 17. На сборочной оправке 4 смонтированы упругие пружи ны 23 для предварительного зажима изделия 24 (горловины). Установочная оправка 2 предназначена для закрепления обечайки 25. Величина перемещения ползунов 11 ограничивается регулируемыми упорами 26, а величина перемещения стакана 17-регулируемыми упорами 27. Установка работает следуивдим образом. . Обечайка 25 устанавливается на установочную оправку 2, а горловина - на сжатую сборочную оправку 10 IP удерживается пружинами 23. Включают пневмоцилиндр 6 зажима изделия, при этом шток 13 перемещается, а вместе с ним перемещается стакан 17 взаимодействуя наружными продольными канавкамм 19 с направляющими шпонками 12. При перемещении стакана 17 зго спиральный паз 20 посредством штифта 21 поворачивает позоротный вал 18, разжимая разжимные элементы 14 и одновременно производя правку и зажим горловины 24. Затем включают пневмопривод 5 осевого перемещения изделия, при этом перемещается его шток 8, ас ним стойки 9 с ползунами 11 и корпусом сборочной оправки 10 вместе с валом 18. При этом горловина 24 вводится в обечайку 25, подводятся сварочные головки 3 и производится прихватка горловины к обечайке. Затем сварочные головки 3 отводят и включают в другую полость. При этом стакан 17 поднимаясь своим спиральнЕлм пазом 20, разворачивает поворотный вал 18, сжимая разжимные элементы 14 и Освобождая готовое изделие. Далее включают пневмоцилиндр 5 осевой подачи, поднимая освободившуюся сборочную оправку 10 в исходное положение. Изделие снимается с установочной оправки 2 - установка готова к повторению цикла. Предлагаемая установка позволяет взваривать нежесткие изделия, производя одновременную правку и зажим изделия, при этом она проста в эксплуатации. Формула изобретения 7 Установка для сборки-и сварки,содержащая сварочные головки и механизм подачи и зажима изделия,включающий пневмоцилиндр осевой подачи изделия, шток которого соединен с корпусом сборочной оправки и выполнен в виде пневмоцилиндра зажима изделий, шток которого соединен с разжимными элементами сборочнойоправки, о т личающаяс я тем, что, с целью обеспечения сварки нежестких изделий путем одновременной их правки и зажима, на сборочной оправке ;Смонтированы упругие пружины для предварительного зажима изделия, на корпусе пневмоцилиндра осевой подачи изделия закреплены параллельно направлению осевой подачи изделия направляющие, а на штокеэтого пневмоцилиндра смонтированы установленные с возможностью перемещения в указанных направляющих ползуны, оснащенные направляющими шпонками, при этом соединение штока и пневмоцилиндра за жима изделия с разжимными элементами выполнено в виде закрепленного на этом штоке стакана с внутренним спиральным пазом и наружными продольными канавками, взаимодействуисцими с направлякщими шпонками ползунов, а также установленного в корпусе сборочной оправки поворотного вала разжимных элементов, оснащенного установленным перп ндикулярно его оси . ШТИФТОМ, взаимодействующим со- спиральным пазом стакана. Источники информации, принятые во внимание при экспертизе 1.Глебов Л.В. Установка и эксплуатация машин контактной сварки, М.., 1973, с. 241-242. 2.Авторское свидетельство СССР № 151184, кл. В 23 К 37/04, 09.06.60.
19 фиг.з го гг 77 fi
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки полых изделий | 1978 |
|
SU780998A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Установка для приварки ребер к трубе | 1978 |
|
SU772775A1 |
| Машина для контактной точечной сварки | 1982 |
|
SU1044450A1 |
| Установка для сборки и контактной сварки | 1977 |
|
SU763051A1 |
| Устройство для сварки продольных швов обечаек | 1977 |
|
SU727385A1 |
| Устройство для сборки и сварки обечаек с боковинами | 1988 |
|
SU1625640A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Установка для автоматической сварки по замкнутому контуру | 1986 |
|
SU1433703A1 |