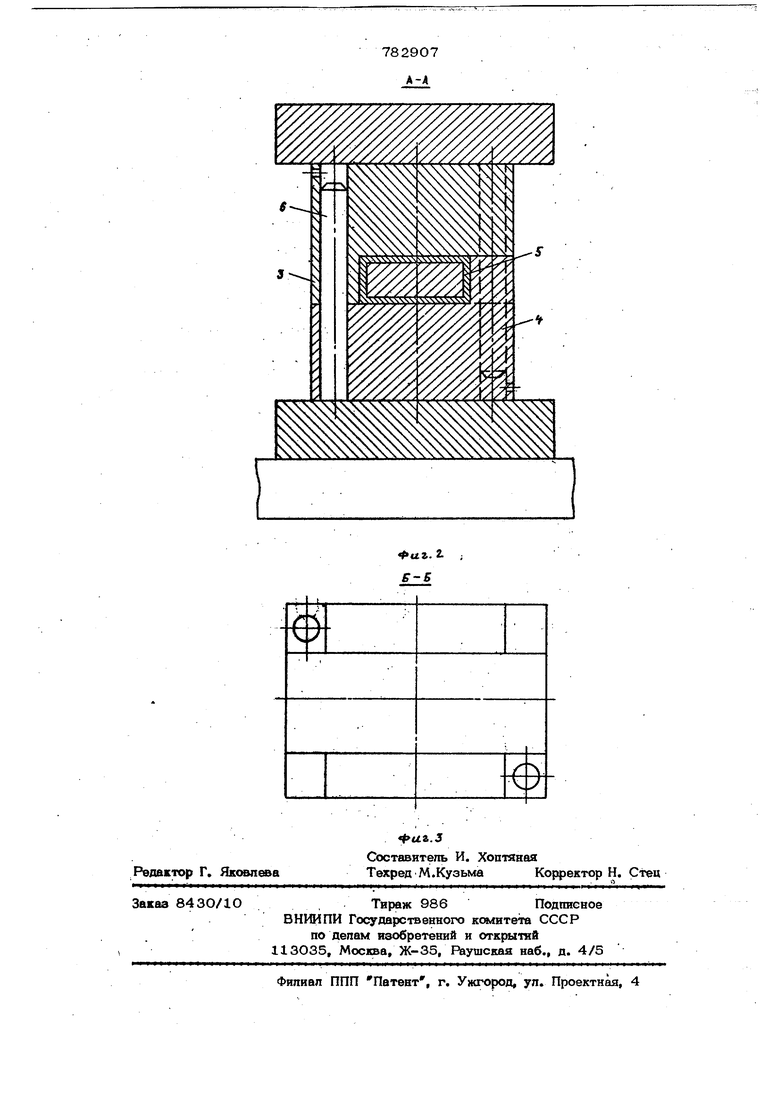
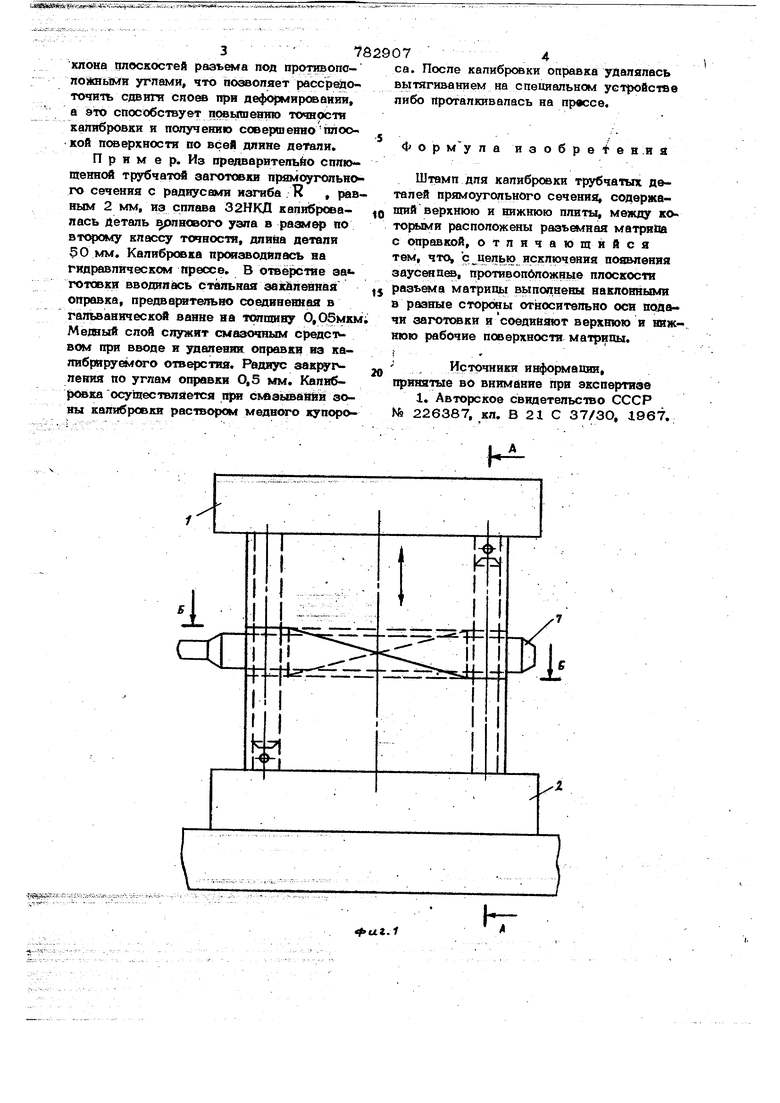
клона плоскостей разьема под противопопожньоЛи углами, что по оляет рассредоточитъ сдвиги сио№ при деформировании, а это способствует пмилшению точности калибровки и получению совершенноплоской псюерхности по всей длине детали. П р и м е р. Из арелваритель сплющенной трубчатой заготовки прямоугольно го сечения с радиусами изгиба , R , ным 2 мм, из сплава 32НКД капибровалась деталь рлнового узла в размер по второму классу точности, длина детали 50 мм. Калибр ка производилась на гидравлическом прессе. В отверстие за«готовки вводил19сь стельная эах&левнай оправка, предаарительво соединенная в гальванической ванне на толшиву 0,р5мкм Медный слой служит смазочным средс-лвом при вводе и удалении оправки из калибрируемого . Радиус закрут ления по углам оправки 0,5 мм. Калибр Сюкаосуществляется при скоэыбдвйи зоны калибровки раствором медного купоро7S2907са. После капибрсжки оправкб удалялась вытягиванием на специальном устройстве либо проталкивалась на прессе. Фор му ла изобретения Штамп для калибровки трубчатых д&талей прямоугольного сечения, содержапшй верхнюю и нижнюю плиты, между которыми расположены разъемная матриЮа с оправкой, отличающийся тем, что, с целью исключения появления заусенцу, противоп ожные плоскости разъема матрицы выполнены наклонными в разные стороны относительно оси подачи заготовки исоединяют верхнюю и ниж-. шою рабочие поверхности матрицы. Источники инфо жгашш, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 226387, кл. В 21 С 37/ЗО, 1967. А-А
Фиг. 2.
е-в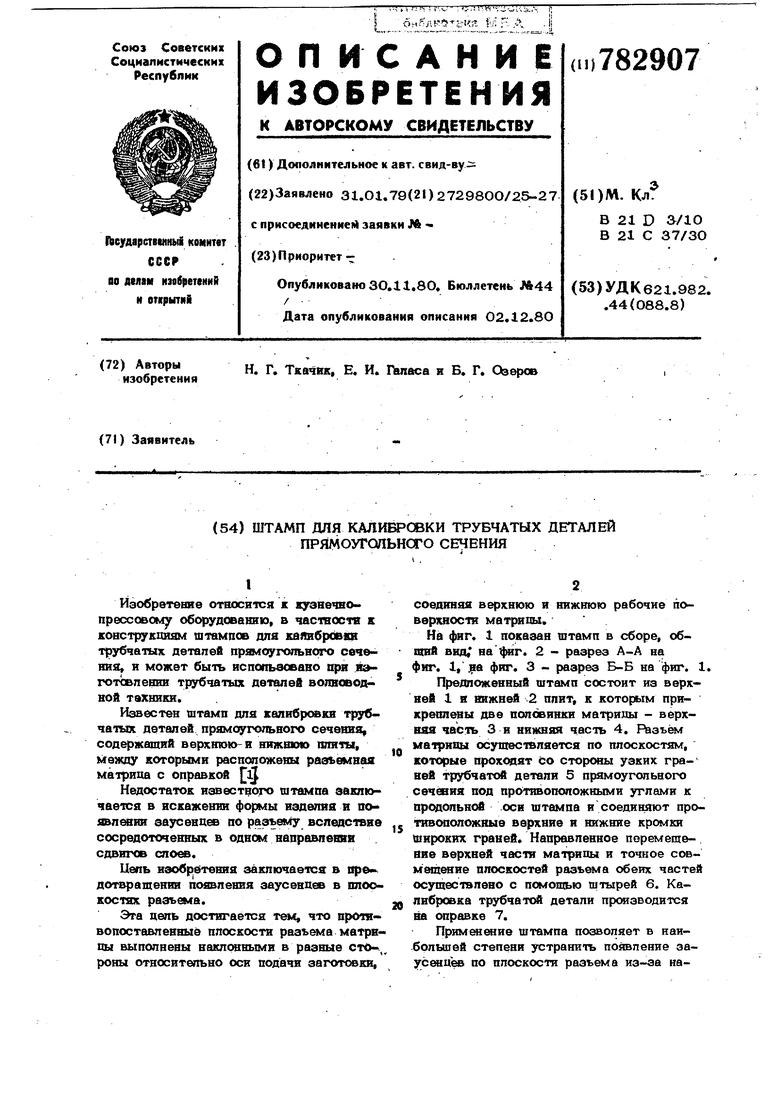
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки внутреннего канала трубчатых фасонных изделий | 1981 |
|
SU975139A1 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления | 1975 |
|
SU599890A1 |
| Способ гибки труб | 1977 |
|
SU673346A1 |
| Способ образования покрытия на деталях | 1987 |
|
SU1491601A1 |
| Способ изготовления цилиндрических шестерен | 1980 |
|
SU946781A1 |
| Способ изготовления пружинных лотков | 1979 |
|
SU878396A1 |
| Метчик | 1988 |
|
SU1585162A1 |