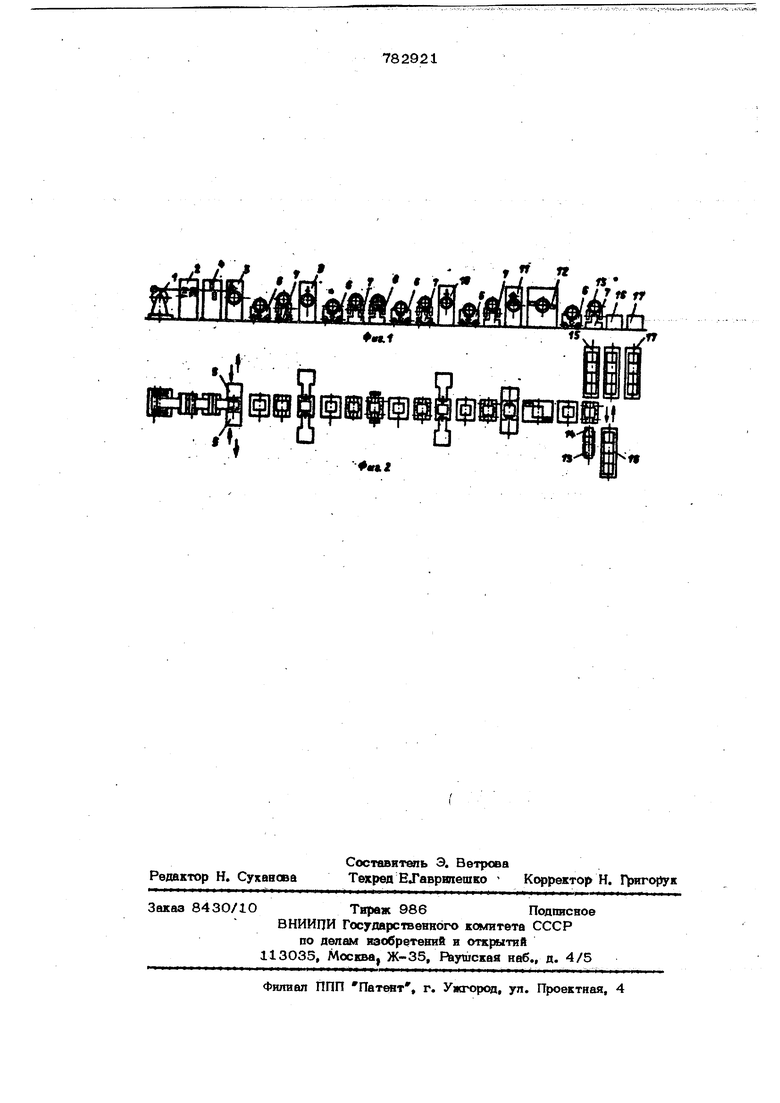
ством, ножницы 4 ддя отрезки рулона от непрерьтной. полосовой заготовки, шовные машины 5 дпя прихватки консов полос у торцов рулона, подъемно-передвижные столы б, раздаточные устройства 7, эспандер 8, шсюную машину 9 для сварки продольного шва вдоль наружного конца полосы, шсюную машину 10 для сварки продольного шва вдоль внутреннего ковiia полосы, шсюную машину 11 для омонодичиваняя торцов рулона, устройство 12 для обработки крсмок рулона, машину 13 для контактнсА СТЫЕСШОЙ сварки оплавлением, гратосниматель 14, стенд 15 для контроля качества готовых изделий, участок 16 исправления дефекГО& иагрегат 17 яла тармическеЛ обработки сварных швее.
Предложенный способ осуществляют следукяоим образом.
Стальную полосу из разматьшатела 1 подают на барабав моталки 3, где переоний коней полосы забрейляют и п жимают прижимным ус тройстесял моталш, включают привод моталка я вама-швают рулон с заданным чзясПОМ слоев.
Для получения ввпр зыввЫ вспосоеой заготовки в агрегате 2 к ухолшов кой цу полосы приварШают а еявий конев новс полосы металла. По завершеввн на мотки рулона в ножнипах 4 рулон отрезают от вепрерывн п олгосеяз(9 зоготовкн.
С шяъкяБ&ю шоёвых машин 5 осуществляют прихватку вамотаявых cno&R у го 1ЮВ рулова, что исключает ях (юелп ввание. рулов свсмают с мотаякя 3 и перемшгают ва подьемво-В еЕСВЯжвой/ стоя б, ва {шздаточвре эспавдер 8, а затем вд свдрочвую 9, где шсювой сварке варят аршопьвый шоз параллел1«о в гжвсму KORiQr в рулете. После чего рдглОв подают ва сварочвую машнву Ю, где сваривают продсжьный шов оараллепъво виутреннему ковцу полосы в iiiynoBe. На машинах 11 омонолвчивают опвовремевво оба Topua рулона, выполвяя шоввой сваркой кольдевые краевые швы вараплепьво каждой кромке рулоиа. В устройстве 12
производят обработку обеих торцевых мок рулона.. На машине 13 сваривают рулоны между собой в трубу нужной длины посредством контактной стык(ой сварки
оплавлением. Гратосниматепем 14 снимают грат, образовавшийся при сварке оплавлением, на стенде 15 пр(еряют качество швов, в агрегате 17 выполняют термообработку шве, а на участке 16
исправляют дефекты.
Применение предлагаемого изобретения обеспечивает автоматизацию всего процесса изготовления многослойных труб с использованием контактной сварки,
увеличение прочности многчхлойных труб при минимальном количестве сварных швсв к увеличение производительности/ прима1ение типсжого сварочного оборудования; нспольасеание контактной стыковой сварки оплавлении, уменьшение потребноста в электроэнергии и удешевление многослойных труб.
Формула изобр. етевия
Способ изготовления мн ячх:лойных обечаек из полосового материала, чакяций поаготовку непрерывней полосы, вювивку ее а руякж, сварку продольных швоё в смоволвчввавие тордое рулова, отличающийся тем, что, с оалью увёлвчевня про востн и жесткосте обечаек, а также прелотвратевия лавнвоч об азвых раарут&ваяй прв эврсплуаташгн,
оря сварке пропопьвых швов проваривают pOiifKOBO& сварке все слои рупов& опвовр «евво, а омрвс шчивавве торнов рулона 1 ровзвопят syr&t вадожевяяроликовой сва{жой кольцевых швов ва расстоввив от тороовых Kp %ifOK рулежа, врв этом 1акже провартвают все спов рулова V№O времевво.
Источники информаовв, орнвятые во ввимавве ври аксаертвэе
1. Авторское свидетельство СССР № 71464, кл. В 21 Р 21/24, 1941. 2. Патент Япоши № 76ОЗ, кл. 12 В 112, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| Способ изготовления многослойных обечаек | 1977 |
|
SU1039618A1 |
| Способ изготовления многослойных конструкций | 1984 |
|
SU1186443A1 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |
| Способ изготовления многослойных обечаек | 1981 |
|
SU1007796A1 |
| Автоматическая линия для изготовленияпАНЕльНыХ РАдиАТОРОВ | 1977 |
|
SU793732A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
| Способ термомеханической обработки сварных соединений | 1980 |
|
SU893471A1 |
| Способ изготовления многослойных обечаек | 1978 |
|
SU697232A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |