(54) СПОСОБ ТЕРМС №ХАНИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ
1
Изобретение относится к сварке, в частности к способу те|мйомеханической обработки сварных соединений, и может найти применение в. различных отраслях пролишленностй в тех случаях, когда к качеству сварных швов предъявляются повьшен ные требования.
Известен способ термомеханической обработки сварных швов, при котором зону сварного соединения деформируют в горячем состоянии путем прокатки в гладких вешках .
Однако этот способ улучшения качества сварных соединений недостаточно эффективен в связи с тем,что при его применении нельзя осуществить достаточно глубокую деформацию шва без утонения зоны сварки.
Наиболее близким к предлагаемому изобретению является способ термомеханической обработки сварны х соединений, при котором после сварки производят пластическое деформирование зоны сварного шва в горячем состоянии путем образования волнистой поверхности, которую сглаживают последукйдим обжатием. . Известный способ эффективен при
СОЕДИНЕНИЙ
обработке сварного шва значительной протяженности 3.
Для обработки сварных соединений с малой протяженностью сварных швов этот способ термомеханической обработки из-за низкой производительности и затруднений, связанный с неравномерностью нагрева концевых участков в процессе перемещения
to сварных соединений, оказывается малоприемлел«лм. Неравномерность нагрева концевых участков приводит к снижению качества обработки сварных швов.
15
Известный способ предполагает последовательное расположение индуктора, прокатных валков и обрабатываемой заготовки в устройстве для его осуществления. При обработке
20 сварных заготовок замкнутого сечения, например обечаек, это приводит к необходимости создания устройств консольного типа с большим вылетом/ отличающихся громоздкостью.
25
Целью изобретения является повышение качества сварных соединений и упрощение применяемого оборудования. .
Для этого в способе термомехани30 ческой обработки сварных соединений.
при котором после сварки производят пластическое деформирование зоны сварного шва в горячем состоянии путем образования волнистой поверхности, ксзторую сглаживают последующим обжатием, нагрев и пластическое деформирование осуществляют одновременно по всей длине шва, а формирование волнистой поверхности и е последующее сглаживание выполняют . прокаткой шва в поперечном направлении.
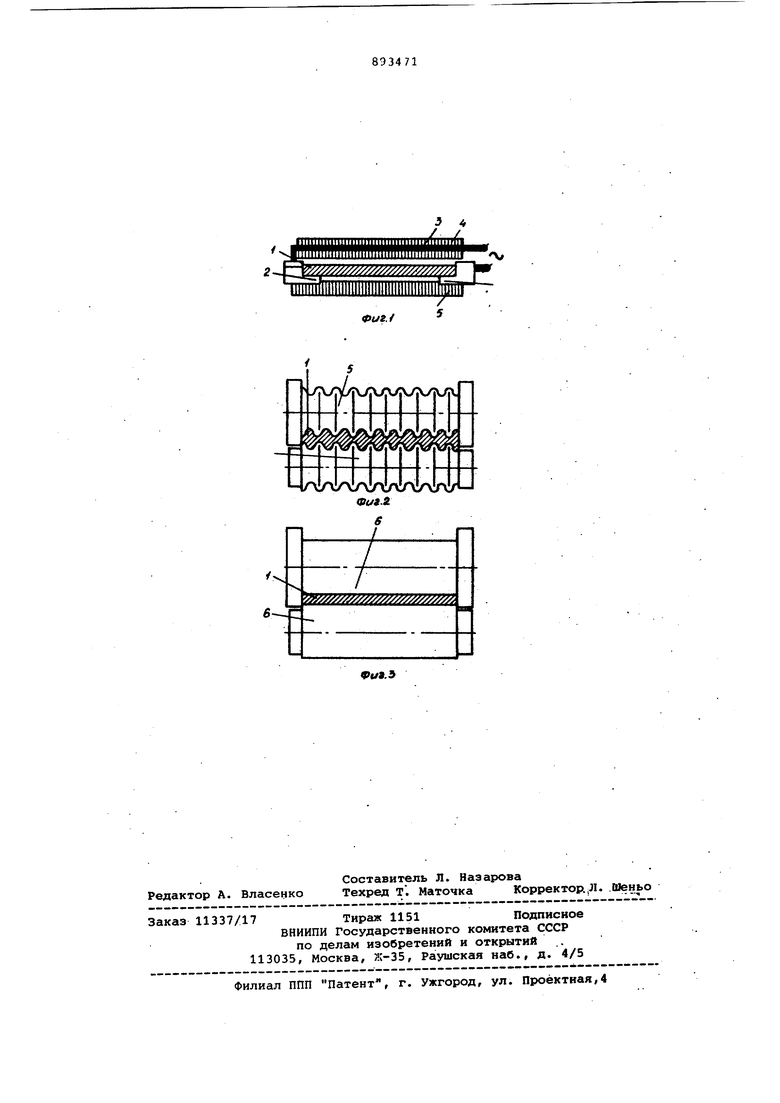
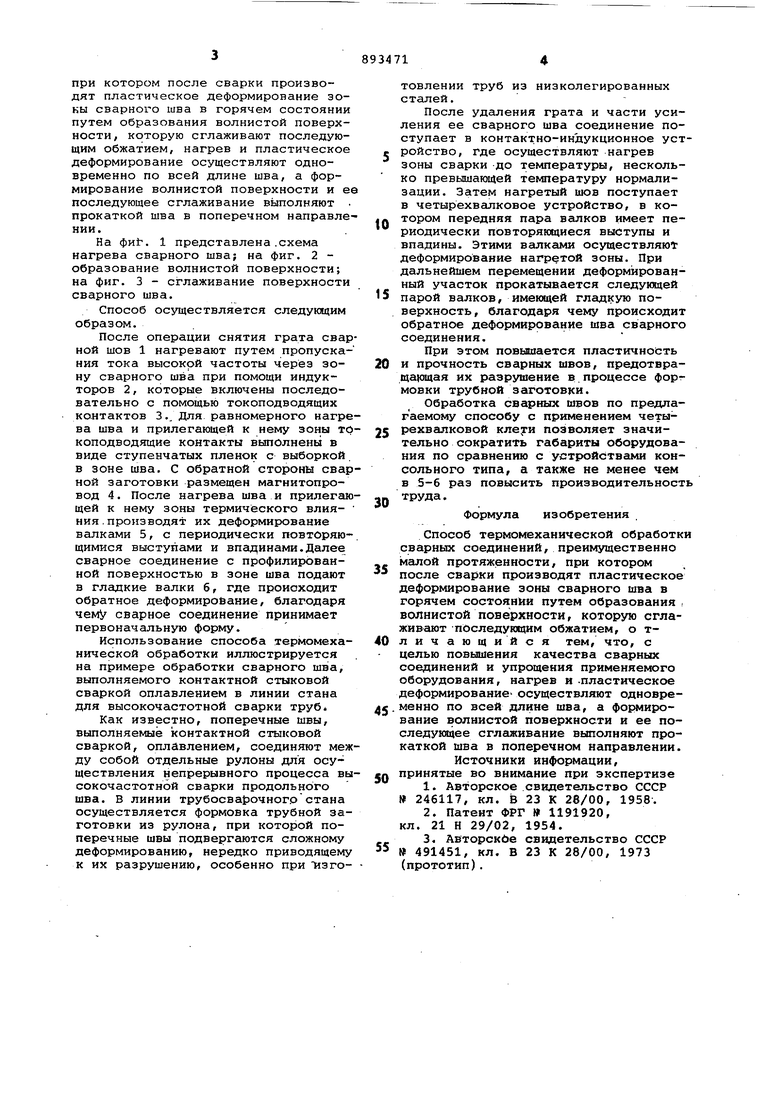
На . 1 представлена .схема нагрева сварного шва; на фиг. 2 образование волнистой поверхности; на фиг. 3 - сглаживание поверхности сварного шва.
Способ осуществляется следующим образом.
После операции снятия грата сварной шов 1 нагревают путем пропускаНИН тока высокой частоты через зону сварного шва при помощи индукторов 2, которые включены последовательно с помощью токоподводящих ко-нтактов 3., Для равномерного нагрева шва и прилегающей к нему зоны тскоподводящие контакты выполнены в виде ступенчатых пленок с выборкой в зоне шва. С обратной стороны сварной заготовки размещен магнитопровод 4. После нагрева шва и прилегающей к нему зоны термического влияния.производят их деформирование валками 5, с периодически повторяющимися выступами и впадинами.Далее сварное соединение с профилирюванной поверхностью в зоне шва подают в гладкие валки б, где происходит обратное деформиройание, благодаря чему сварное соединение принимает первоначальную форму.
Использование способа термомеханической обработки иллюстрируется на примере обработки сварного шва, выполняемого контактной стыковой сваркой оплавлением в линии стана для высокочастотной сварки труб Как известно, поперечные швы, выполняемые контактной стыковой сваркой, оплавлением, соединяют между собой отдельные рулоны для осуществления непрерывного процесса высокочастотной сварки продольного шва. В линии трубосва зочногр стана осуществляется формовка трубной заготовки из рулона, при которой поперечные швы подвергаются сложному деформированию, нередко приводящему к их разрушению, особенно при тизготовлении труб из низколегированных сталей.
После удаления грата и части усиления ее сварного шва соединение поступает в контактно-индукционное устройство, где осуществляют нагрев зоны сварки -до температуры, несколько превышающей температуру нормализации. Затем нагретый шов поступает в четырехвалковое устройство, в котором передняя пара валков имеет периодически повторяющиеся выступы и впадины. Этими вгшками осуществляют деформирование нагретой зоны. При дальнейшем перемещении деформированный участок прокатывается следующей парой валков, имеющей гладкую поверхность, благодаря чему происходит обратное деформирование шва сварного соединения.
При этом повьиаается пластичность и прочность сварных швов, предотвраща|ощая их разрушение в процессе форт мовки трубной заготовки.
Обработка сварных швов по предлагаемому способу с применением четырехвалковой клеуи позволяет значительно сократить габариты оборудования по сравнению с устройствами консольного типа, а также не менее чем в 5-6 раз повысить производительност труда.
Формула изобретения
Способ термомеханической обработк сварных соединений, преимущественно малой протяженности, при котором после сварки производят пластическое деформирование зоны сварного шва в горячем СОСТОЯНИИ путем образования волнистой поверхности, которую сглаживают последующим обжатием, о тличающийся тем, что, с целью повышения качества сварных соединений и упрощения применяемого оборудования, нагрев и -пластическое деформирование- осуществляют одновременно по всей длине шва, а формирование волнистой поверхности и ее последукяцее сглгикивание выполняют прокаткой шва в поперечном направлении.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 246117, кл. В 23 К 28/00, 1958.
2.Патент ФРГ 1191920, кл. 21 Н 29/02, 1954.
3.Авторскбе свидетельство СССР 491451, кл. В 23 К 28/00, 1973 (прототип).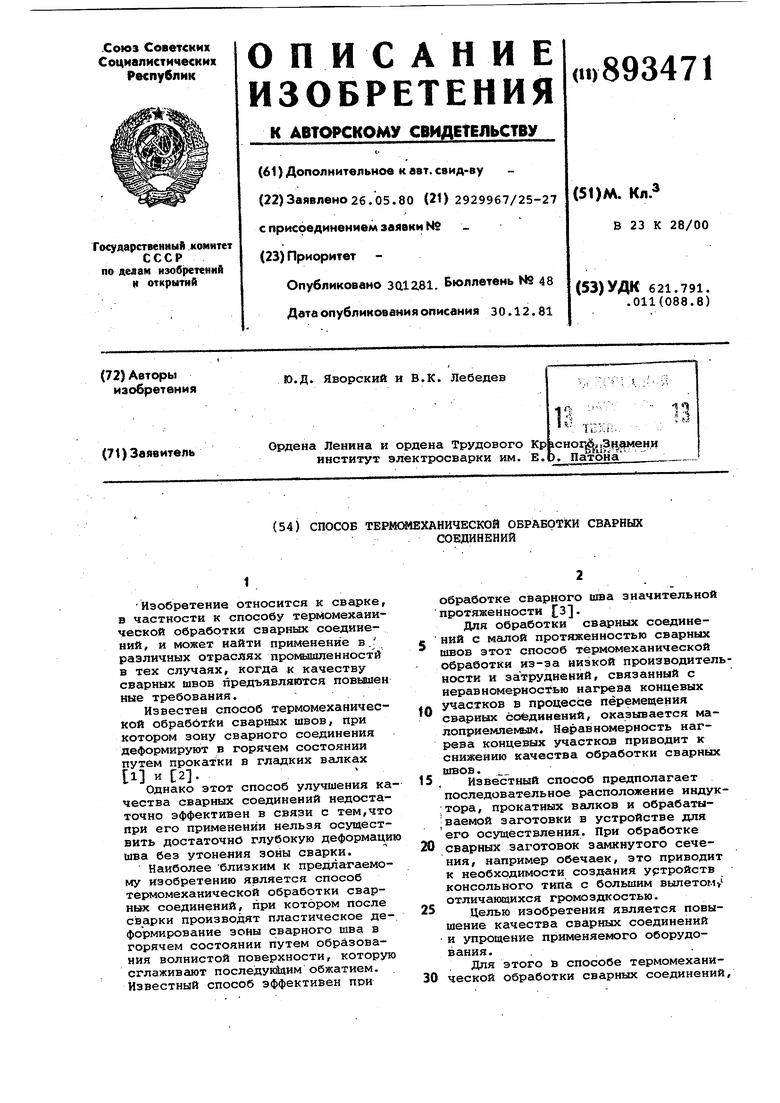
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2022744C1 |
| Способ производства сварных труб | 1990 |
|
SU1748979A1 |
| Способ обработки сварного шва | 1978 |
|
SU734300A1 |
| Способ термомеханической обработки сварных соединений | 1989 |
|
SU1708565A1 |
| Способ обработки сварных соеди-НЕНий гОРячЕКАТАНыХ СТАльНыХ пОлОС | 1978 |
|
SU819198A1 |
| Способ изготовления полос | 1983 |
|
SU1168618A1 |
| Комплекс для сварки полос | 1989 |
|
SU1646759A1 |
| Способ обработки сварных соединений стальных полос | 1984 |
|
SU1217896A1 |
| Способ изготовления сварного образца для коррозионных испытаний | 1988 |
|
SU1528631A2 |
| Способ производства электросварных труб на непрерывных станах | 1983 |
|
SU1136864A1 |