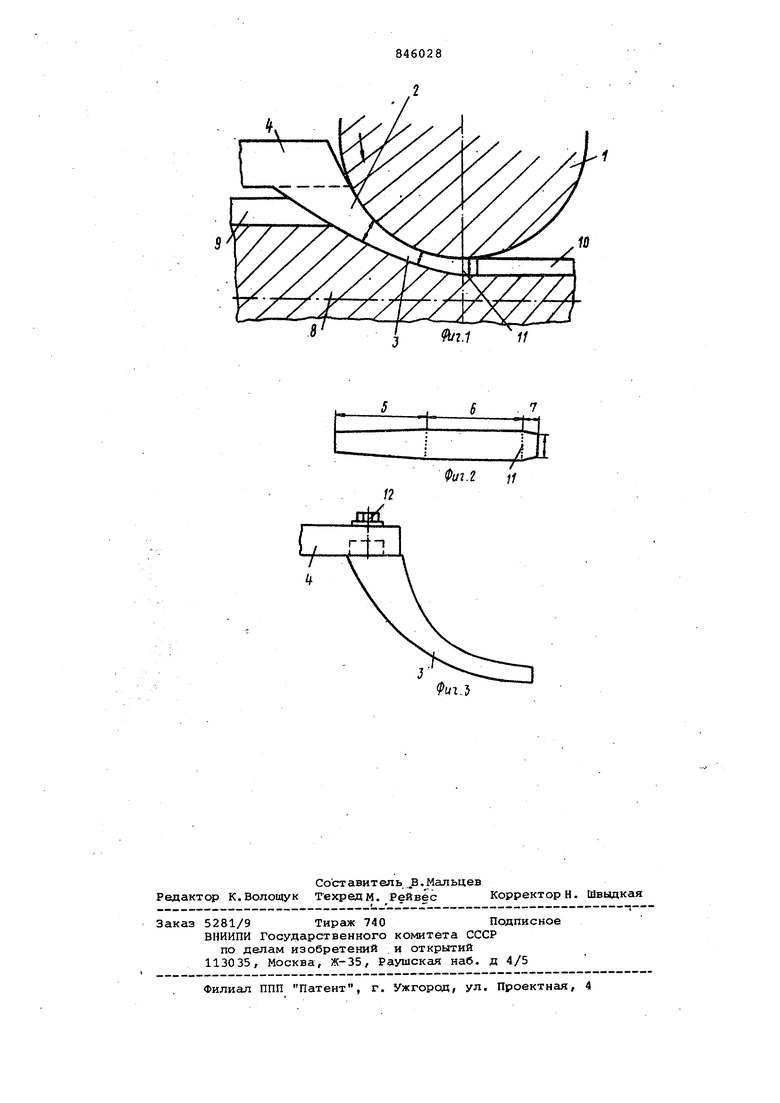
Изобретение относится к обработке металлов давлением и используется, в частности, при прокатке и гибк сортовых фасонных профилей. Известен инструмент в виде круговой оправки для хаподной прокатки труб на . роликовых станах, которая сос-гсмт из крепежной и рабочей частей. Рабочая часть имеет участки раз личного диаметра l. Однако данный инструмент не может быть применен для получения сортовых фасонных профилей и используется При получении труб. Кроме того, нарастание диаметра в начеше рабочего участка не может обеспечить возможность получения паза заданных размеров и качества в связи с нерациональным распределением деформации по длине оправки. Известен также инструмент для про катки фасонгалх профилей, содержащий валки и контактирующий с одним из них шаблон переменного по длине поперечного сечения с рабочей и крепеж ной частями, образукадие зону деформации 21. Однако и этот инструмент не обеспечивает высокого качества фасоиных профилей в связи с нерациональным распределением деформации вдоль зоны деформации. Цель изобретения - повышение качества фасонных профилей путем рационального распределения деформации вдоль зоны деформации . Поставленная цель достигается тем, что в инструменте для прокатки фасонных профилей, содержащем валки и контактирукхций с одним из нихшаблон переменного по длине поперечного сечения с рабочей и крепежной частями, образующие зону деформации, контактй-, рующай с валком поверхности шаблона выполнена по форме,соответствукддей поверхности валка, а рабочая часть выполнена с деформирующим, калибрующим и выпускным участками шириной, возраст анзщей на деформирукадем участке по длине зоны деформации, постоянной на калибрующем и уменьшаюшейся на выпускном, и толщиной, убывающей в направлении от деформирующего участка к выпускному, при этом конец шлпускного участка расположен от плоскости, проходящей через оси валков, на расстоянии, равном 0,1 длины геометрической зона деформации. Кроме -TOrOp шаблон выполнен с разъ емом меж,ду рабочей и крепежной частйг ш, На фиг о 1 показан инструмент общий ВИД; на фиг, 2 - горизонтальная проекция шаблона, на фиг, 3 - разъе ньй шаблон. Инструмент содерлщт валки 1 и шаб лон 2 с рабочей 3 и крепежной 4 частями. Рабочая часть 3 шаблона 2 вы|15шнена с дефорг-мрукщим 5, калибрующи б и выпускным 7 участкахчи, при этом ЬХирина ее выполнена возрастающей по длине эогзы деформадни на деформирующем 5, постоянной на калибругачем 6 н уменьшакмейся на выпускном 7 участ как,, а , убывающей Б направлении от деФорьадрующего участка к выпускному„ Величина клиновидности о дельиьзх участков зависит от параметрОБ прокатки, прокатываемого материала, требуемой точности готового изделия. .Иаблоа 2 может быть выполнен с разъемом меладу рабочей 3 и крепежной 4 частями о Инструмент работает следуювдам образом. При прокатке фacoнriыx профилей шаблон 2 помещают между валком 1 и прокатываемой заготовкой 8. Один из вариантов основного способа ,- предварительное нанесение впадины 9 на исходную заготовку 8, В процессе про катки на зыходяа ем из валков профиле образуется впаднна 10, по форме и размерам поперечного сечения соответ ствующая шаблону 2. Положение начала 11 выпускного участка 7 завися: от формы конечного паза, схемы деформации и требуемой точности размеров паза. Так, Например при изготовлении rfasa в 4i-icTOBOM калибр.е начало 11 выпускного участка 7 расположено за шшскостью, проходящей через оси-вал КОБ. Наиболее рациональна установка атаблона и данном случае таким образо чтобы начало выпускного участка не выступало за плоскость, проходящую через оси валков в направлении прокатки, ка расстояние, большее 0,1 длины геометрической зоны деформации Увел ичение этого расстояния ц& повышает качества поверкности и точность размеров паза, мо повышает абсолютно значение силы , действукадвй со cTopojEJ .она на металл, В промежуточимэс пропусках (калибpax)j когда и точг гости паза не пре;цъ ЯЗЛЯК7ГСЯ повшяейные требоваЕШН;, нача ло выпускного участка может быть установлено до sinoGKOCTH,- прокодятцей через оси валков, на расстоянии, также не превышанадей 0,1 длиньл геометрической зоны деформации. Увеличение этого расстояния более 0,1 длины зоны деформации приводит к резкому ухудшению паза, что нежелательно даже в черновых калибрах. Наибачее предпочтительна установка начала выпускного участка в плоскости, проходящей через оси валков. В ряде случае}з, првим гтествеяно при изготовлении рабочей частишаблона из дорогих высококачественных материалов, целесообразно применение составно1о шаблона, в котором рабочая 3 .и крепежная 4 части вы,полнены отдельно и соединены по разъему, например с помощью болтового соединения 12. Шаблон позволяет повысить точность изготовления фасонных профилей и экономить 2-7% металла на сокращение пропусков на механическую обработку пазов, изобретения 1,Инструмент для прокатки фасонных профилей, содержащий валки и контактирующий с одним из них шаблон паременного по длине поперечного сечения с рабочей и крепежной частями, образующие зону деформации, отличающийся тем, что, с целью повышения качества фасонных профилей путем рационального распределения деформации вдоль зоны деформации, контактирующая с валком поверхность шаблона выполнена по форме, соответствующей поверхности валка, а рабочая часть выполненаС деформирующим, калибрующим и выпускным участками шириной , возрастающей на деформирующем участке по длине зоны деформации, постоянной на калибрующем уменьшающейся на выпускном, и толщиной, убывающей в направлении от деформирующего участка к выпускному,при этом конец выпускного участка расположен от плоскости, проходяЕ ей через оси валков, на расстоянии, равном 0,1 длины зоны деформации. 2.Инструмент по п, 1, о т л и чающийся тем, что, с цапью упрощения изготовления, шаблон выполнен с разъемом мегкду рабочей и крепежной частями. Источники информации, принятые во внимание при экспертизе 1,Шевакин Ю,Ф. и Сейддалиев Ф.С., CTasfii холодной прокатки труб. М , Металлургия, 1966, с. 106, рис. 39. 2.Авторское свидетельство СССР № 689772, кл. В 21 Н 7/00, 05,05.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
| Способ прокатки сортовых заготовок | 1979 |
|
SU789167A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 1994 |
|
RU2062670C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2001 |
|
RU2204448C2 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ПРОКАТНОГО СТАНА ДЛЯ ПРОИЗВОДСТВА КРУГЛЫХ ПРОФИЛЕЙ | 1991 |
|
RU2014914C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1997 |
|
RU2113293C1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1362515A1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2178348C2 |
Фаг.г ;/
Ц
