(54) УСТАНОВКА ДЛЯ СВАРКИ ИЗДЕЛИЙ ТИПА ЕМКОСТЕЙ С КРИВОЛИНЕЙНЫМ КОНТУРОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ОТВОДОВ | 1969 |
|
SU256131A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ОБЪЕКТОВ СО СТЕНКАМИ НЕРЕМЕННОЙ И ПОСТОЯННОЙ КРИВИЗНЫ | 1969 |
|
SU244532A1 |
| Машина для шовной электрической сварки | 1986 |
|
SU1397223A1 |
| Устройство для автоматической сварки внутренних продольных швов | 1973 |
|
SU458409A1 |
| Установка для сварки криволинейныхиздЕлий | 1978 |
|
SU821111A1 |
| Торцовый вращатель | 1981 |
|
SU958068A1 |
| Установка для контактной сварки крупногабаритных криволинейных конструкций | 1977 |
|
SU742069A1 |
| У\ВТО:рЫ | 1973 |
|
SU406682A1 |
| Кантователь для автоматической сварки продольных швов изделий типа балок В.С.Левадного | 1988 |
|
SU1622112A1 |
| Автоматическая линия для сварки кольцевых швов | 1990 |
|
SU1766638A1 |
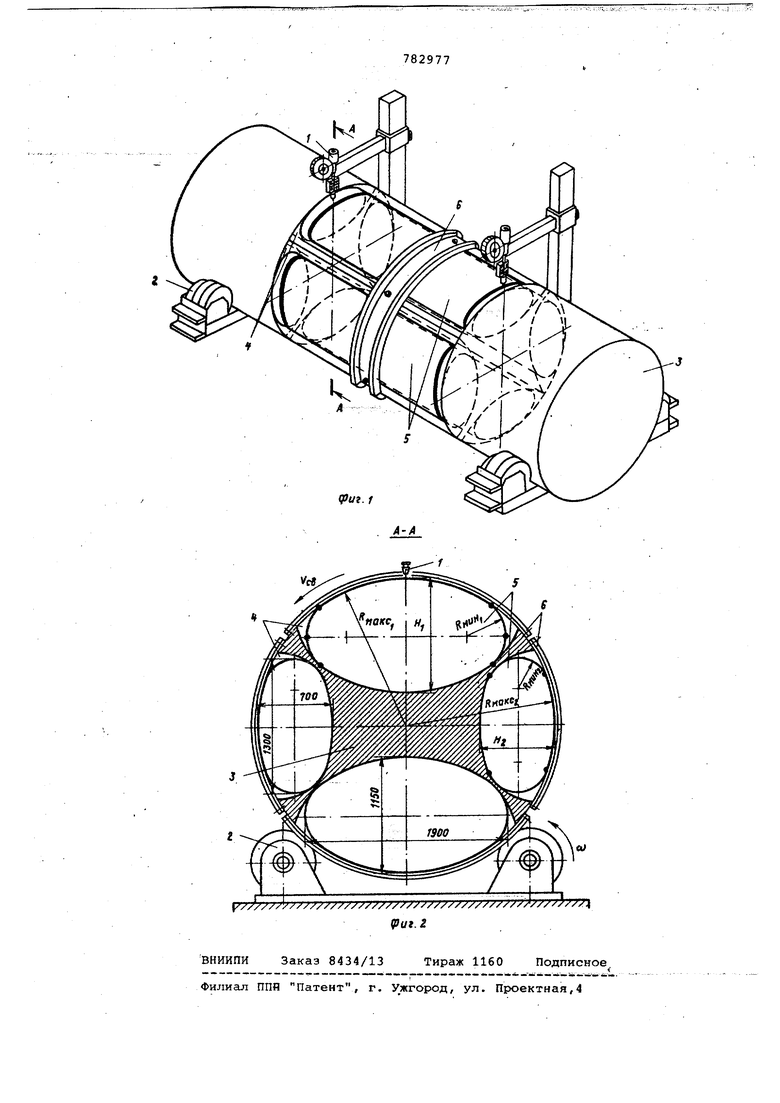
Изобретение относится к области сварки, а именно к устройствам для автоматической сварки емкостей с криволинейным контуром, в том числе эллипсных и овальных. Известна устанрвка для сварки эл липсных и овальных емкостей, содержащая поворотную кольцевую раму с ложементом для свариваемой емкости и сварочную головку с механизмами ее перемещения ртносительно изделия СЦ . : Однако такая установка обеспечивает сварку лишь, одного изделия определенного типоразмера, а механизмы перемещения сварочной головки имеют сложную кинематику. jJ3BecTHa также установка, содержащ я.многопозиционную кольцевую ра му с ложементами для изделия 21. Эта установка не обеспечивает св ки эллиптических и овальных изделий Наиболее близкой по технической сущности и достигаемому результату является установка для сварки емкос тей с криволинейные контуром,- содер жащая сварочную головку и многопози ционную pciMy с ложементами для изде ЛИЯ, установленную с возможностью перемещения относительно сварочной головки, при этом глубина ложементов выполнена равной ширине свариваемых емкостей 3j. Однако известная установка предназначена для автоматической сварки емкостей прямоугольного профиля с закругленными углами, но не обеспе- чивает сварки в автоматическом режиме эллипсных и овальных емкостей. , Цель изобретения - обеспечение сварки эллипсных и овальных емкоетей в автоматическом режиме. С этой целью мйогопозиционная рама выполнена в виде поворотной цилиндрической оправки с радиусом, равным большему радиусу эллипса свариваемой емкости. На фиг.1 изображенапредложенная установка; на фиг.2 - сечение А-А на фиг.1. Установка содержит сварочные головки 1, вращатель 2, выполненный в виде роликоопор, и установленную на вращатель многопозиционную , выполненную в виде поворотной цилиндрической.оправки 3.. Ргшиус цилиндрической оправки равен большему радиусу эллипсной (оваль Ой) емкости. По периметру оправки 3 вдоль ее юбразующей Выполняют семейство ложе ментов 4 для установки в ни5{ емкостей бдйШШвогб или разного типораз меров : при этом глубина ложементов Н и Н- выполнена равной ширинё изделий. Свариваемые емкости 5 закреп ляются в ложементах 4 с ,ью itfpo Фйльных швеллеров б. .Устройство работает следуклцим об разом. Собранные на прихваточных швах е кости 5 последовательно устанавлива ют в ложементы 4 оправки 3, находящейся на роликоопорах 2, и закрепля в них проф.ильными швеллерами 6. К свариваемому полустыку одной из емкостей подводят сварочную головку 1 включают вращение роликоопор 2 и, возбудив сварочную дугу в точке, ра положенной на большой оси эллипса, пристут1ают к процессу сварки,заканчи вая его в противолежащей точке. Таким же образом сваривают все последующие полустыки емкостей. Такая схе ; MSi йёденйя процесса, которая вплотну приближается к сварке обычного кольцевого шва, не требующего перемещени сварочной головки, обеспечивает расп ложение сварочной вйнны постоянно в нижнем (горизонтальном) положении, что является оптимальным условием получения качественных сварных соедйнтёнйй. Вследствие неизбежных отклонений профиля емкостей от теоретического профиля и ряда другихПри чин 6 время сварки эллипсных (овальных) полустыков осуществляют вертикгшьныё,поперечные и угловые корректировки положения электрода. Указанные опёра1снй выполняют либо вручную сварщиком-оператором с помощью имеющихся иа головках известных корректирующих Шханиэмов -и копиров, либо автоматически/например, при наличии блока автоМаТЧйчёского поддержания эаданнрй I длины дуги. ,/ , . :.;-:::-; :7:: , :;, ;.:.-;..-:;i:-i, .,: ./-:. Сократить протяженность сварки да участках, требующих угловой коррек тировки положения электрода, целесообразно за счет выполнения на этих $|ЧабШШс прихваточных швов с полным сечением. Этот прием следует считать весьма эффективным, ибо для типовой реальцой емкости с длиной осей 1150 и 1900 лм протяженность этих участков н значительна и составляет всего по 300 мм (около 20% общей длины полуэллипса). Поокончаний процесса сварки полустыков всего семейства емкостей (или в п зоцессе его выполнения) , неполностью сваренные емкости переустанавливают на 180 в ложементах 4 ойравки 3 и вышеперечисленные операции повторяют вновь. По окончании процесса сварки эллипсных (овальных) швов,, емкости изымают из постели. Экономический эффект от внедрения устройства складывается из экономичес|koF6 эффекта, полученного в результате повышения производительности тру-да в связи с сокращением трудоемкости работ при сварке емкостей различ- ннх типоразмеров, и экономического эффекта, полученного как результат отпавшей необходимости изготавливать сложные устройства для автоматической сварки эллипсных (овальных) емкостей. Формула изобретения Установка для сварки изделий типа емкостей с криволинейным контуром, содержащая сварочную головку и подвижную относительно сварочной головки многопозйциоиную раму, с ложементами, глубина которых выполнена равной ширине свариваемых емкостей, отличающаяся тем, что, с целью обеспечения сварки эдлипсных и овальных емкостей без переналадки сварочной головки, многопозиционная рама выполнена в виде поворотной цилиндрической оправк с радиусом, равным большему радиусу эллипса свариваемой емкости. Источники инфоЕ 1ации, принятые во внимание при экспертизе 1. Оборудование для ксмплексной механизации сварочного производства. Оборудование для поворота свариваемых изделий , ОМТРМ 5436003-65, Ч.1, М,, НИИНФбРШАШ, 1965, с, 84, фиг. 106. 2.Патент США № 233287, кл. 214-1, 10.ir.43. 3.Авторское свидетельство СССР 210979, КЛ1, В 23 К 9/16, р1.09.66
