Изобретение относится к текнологии обработки металлов, прецназначено для электроэрозионной обработки металлов и может быть применено в машиностроении. При электроэрозионной обработке отверстий малого диаметра, например 0,3 мм, как правило используется мец.ная проволока, которая крепится к цержавке зажимом или пайкой. Такой элакт- роц имеет небольшую длину и им можно прожечь лишь несколько отверстий без смены инструмента. Если же в одной детали необходимо прожечь много отверсти то после каждой смены инструмента тре. буется новая настройка станка, дополнительное время, чтобы точно расположить отверстия в детали. Из известных устройств для обработ ки- малых отверстий наиболее близким к описываемому по технической сущности является устройство для закрепления и подвода тонких эрозионных электродов i Это устройств,& содержит державку с зажимом, втулку с направляющей и электрод-.проволоку. В нем при замене проволоки одного диаметра на другой требуется менять втулку. Проволока проходит через направляющую с зазором, отчего отверстия могут получаться неправильной формы. Целью изобретения является увеличение точности обработки отверстий малого диаметра и получение возможности использования одного устройства с набором электродов-проволок разных диаметров без смены втулки. Для достижения этой цели устройство, содержащее державку с зажимом, втулку с направляющей и элekгpoд-пpoвDлqкy, . введена переходная втупка. С ней жестко связана направляпющая втулка и подвижно державка с зажимом. При этом в направляющей втулке выполнен такой же зажим, как в державке. Зажим выполнен в виде двух призм, одна из которых неподвижна, а другая имеет
возможность упругого перемещения в плоскости, перпендикулярной оси электрода-проволоки.
На переходной втулке размещено кольцо с упорами, предназначенными для контакта с обрабатываемой поверхностью.
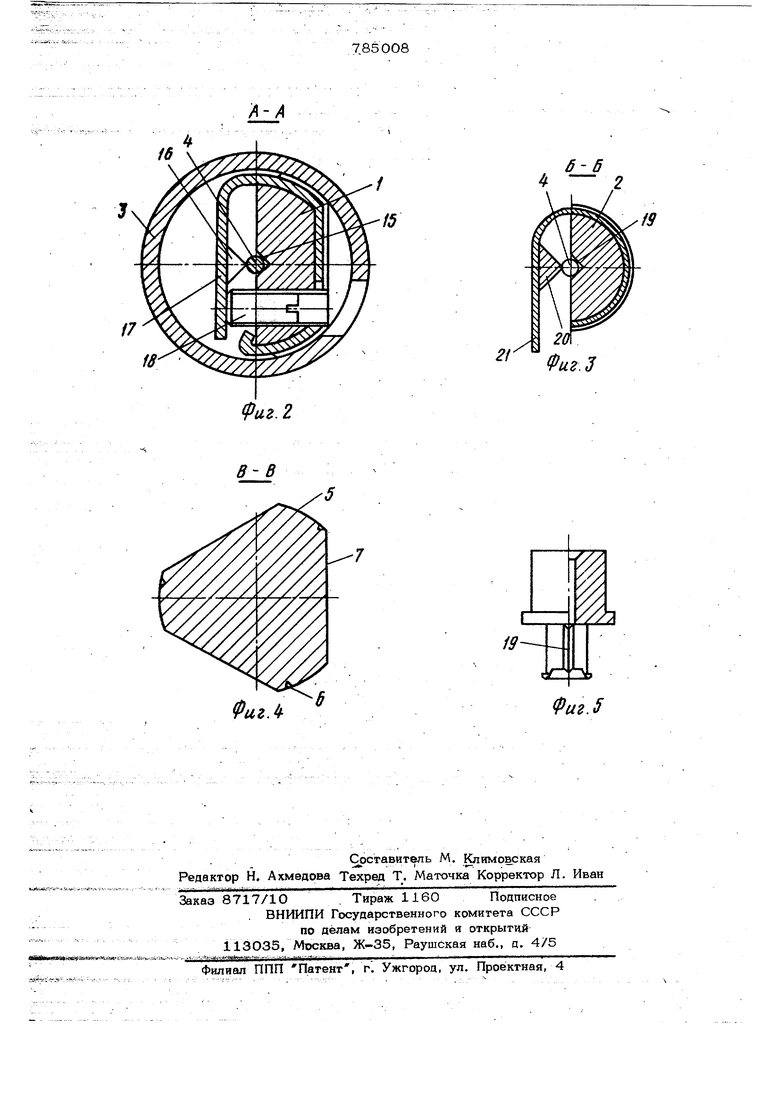
Существо изобретения поясняется чертежами, где на фиг. 1 изображен общий вид устройства в разрезе; на фиг, 2 разрез зажима державки; на фиг. 3 разрез направляющей; на фиг. 4 - вид направляющих державки в разре:зе; на фиг, 5 - вид втулки.с неподвижной призмой направляющей в разрезе, повернутой на 90 .
Устройство (см. фиг, 1) состоит из державки 1, втулки 2, переходной втулки 3 и электрода-проволоки 4,
Державка 1 выполнена в виде стержня с тремя овальными направляющими 5,
на которых под углом к оси державки 1 П1зорезаны канавки 6, и тремя гранями 7 на одной из которых имеется паз 8 (см, фиг, 1 и 4),
Овальные направляющие 5 расположе- ны под углом 120 одна к другой.
Канавки 6 служат для удаления продуктов эрозии в случае возможного их пйпадания в зазор между ов19лЬнЫми направляющими 5 и переходной втулкой 3, Глубина и ширина канавок может быть 0,2 - 0,5 мм, в сечении канавки могут иметь вид треугольника, прямоугольника. Угол наклона канавок к оси державки может быть 45,
Элементы 5-7 выполняют функции направляющих, определяющих точность ШрёМбЩбния электрода-проволоки.
На державку 1 надета переходная втулка 3, в верхней части которой крепится П-образная пружина 9, которая через отверстия 10 во втулке 3 входит в паз 8 державки I и служит для фиксации втулки 3 на державке 1.
К нижней части переходной втулки 3 крепятся втулка 2 и кольцо 11 с упорами 12, Которое служит для установки зазора между обрабатываемой деталью 13 и втулкой 2. Кольцо 11 выполнено из тбйоизоляцибнного материала, имеет возможность перемещения по переходной втулке 3 и кренится винтом 14,
Зажим державки 1 (см, фиг. 2) состоит из неподвижной призмы 15, подвижной призмы 16, укрепленной на пружине 17. Приама 16 отводится от электродапроволоки 4 винтом 18,
Направляющая втулка 2 (см, фиг, 3) состоит из неподвижной призмы 19, по
которой скользит электрод-проволока 4, поджимаемый к призме 19 подвижной призмой 20, укрепленной на пружине 21
Устройство работает следующим образом.
Державка 1 устройства вставляется в держатель головки электроэрозионного станка. Перемещением переходной втулки 3 устанавливают длину электрода-проволоки 4, а кольцом 11-требуемый зазор между обрабатываемой деталью 13 и втулкой 2. Включают станок. Устройство будет двигаться к детали 13. до тех пор пока не начнется процесс обработки отверстия в детали 13. При этом упоры 12 кольца 11 коснутся детали 13 (или приспособления, на котором закреплена деталь) и обеспечат постоянный зазор между обрабатываемой деталью 13 и втулкой 2, необходимый для обмывания обрабатываемого отверстия керосином. Втулка 2 вместе с переходной втулко; 3 остановятся и будут стоять, а державка,. 1 с электродом-проволокой 4 будут двигаться вниз по мере обработки отверстия в детали 13.
После прожига отверстия устройство поднимается вверх. Для прожига следую;щего отверстия деталь 13 перемещается на требуемый размер, включается движение головки станка вниз и процесс обработки детали повторяется.
Предлагаемое устройство позволяет повысить точность обработки отверстий малого диаметра, так как электрод-проволока перемещается в напраЕшяющей без зазора.
Устройство позволяет применять сравнительно длинную проволоку, что дает возможность обрабатывать много отверсти без смены инструмента, при которой требуется время на новую настройку станка , и повышает точность выполнения заданнь1х расстояний между отверстиями.
Электрод-проволока находится устройств1а и защищен от случайных ударов.
Формула изобретения
1. Устройство для электроэрозионной обработки отверстий электродом-проволокой, проходящим через державку с зажимом и направляющую втулку, отличающееся тем, что, с целью повышения точности обработки отверстий малого диаметра и расширения технологи 5,. 7 ческих возможностей, в него ввецена переходная втулка, с которой жестко связана направляющая втулка и упруго, с возможностью осевого перемещения, цер- жавка, а направляющая втулка снабжена зажимом, аналогичным зажиму державки, причем зажим выполнен в вице двух призм, одна из которых неподвижна, а вторая имеет возможность упругого пере мещения в плоскости, перпендикулярной оси электрода-проволоки. 2. Устройство по п. 1, отлича ющееся тем, что на переходной втулке размещено с возможностью осе8вого перемещения кольцо из изоляцион-ного материала, снабженное упорами, предназначенными для контакта с обрабатываемой поверхностью. 3. Устройство по п. 1, отличающееся тем, что державка связана с переходной втулкой плоской пружиной, которая жестко закреплена на. последней и входит в паз, выполненный в державке. Источники информации, принятые во внимание при экспертизе 1. Патент Швейцарии № 537244, кл. В 23. Р 1/12, опублик. 1973.,.
fU2. i
19rif
Фиг.5

| название | год | авторы | номер документа |
|---|---|---|---|
| Направляющее устройство для проволочного электрода | 1977 |
|
SU738813A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
| АДАПТИВНЫЙ ШПИНДЕЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ НА СТАНКЕ С УСТРОЙСТВОМ ЧПУ ТИПА CNC | 2007 |
|
RU2446924C2 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Устройство для автоматической заправки электрода-проволоки в электроэрозионных вырезных станках | 1981 |
|
SU1009684A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU781001A1 |
| Устройство для электроэрозионной обработки проволочным электродом | 1982 |
|
SU1093459A1 |
| Устройство для электроэрозионной обработки проволочным электродом-инструментом | 1980 |
|
SU942925A1 |