Такое выполнение устройства обеспечивает быстрое зажатие труб в хомутах, а также синхронную работу зажимных хомутов и нагревателя, что повышает его производительность.
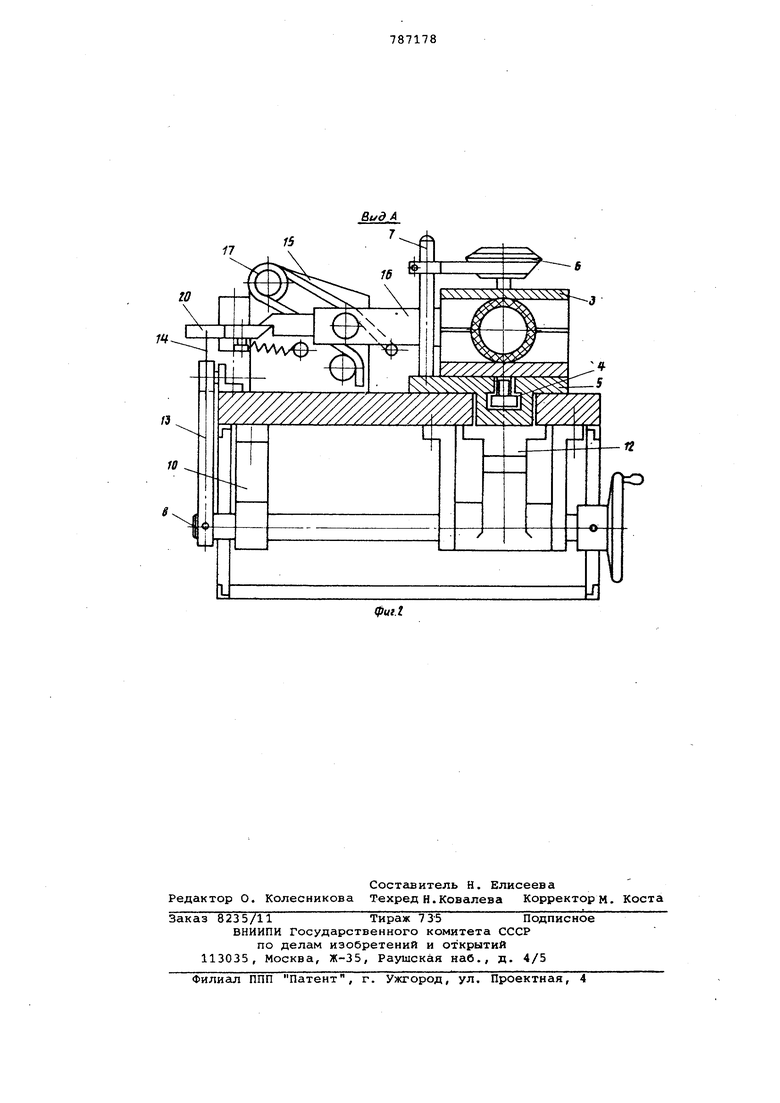
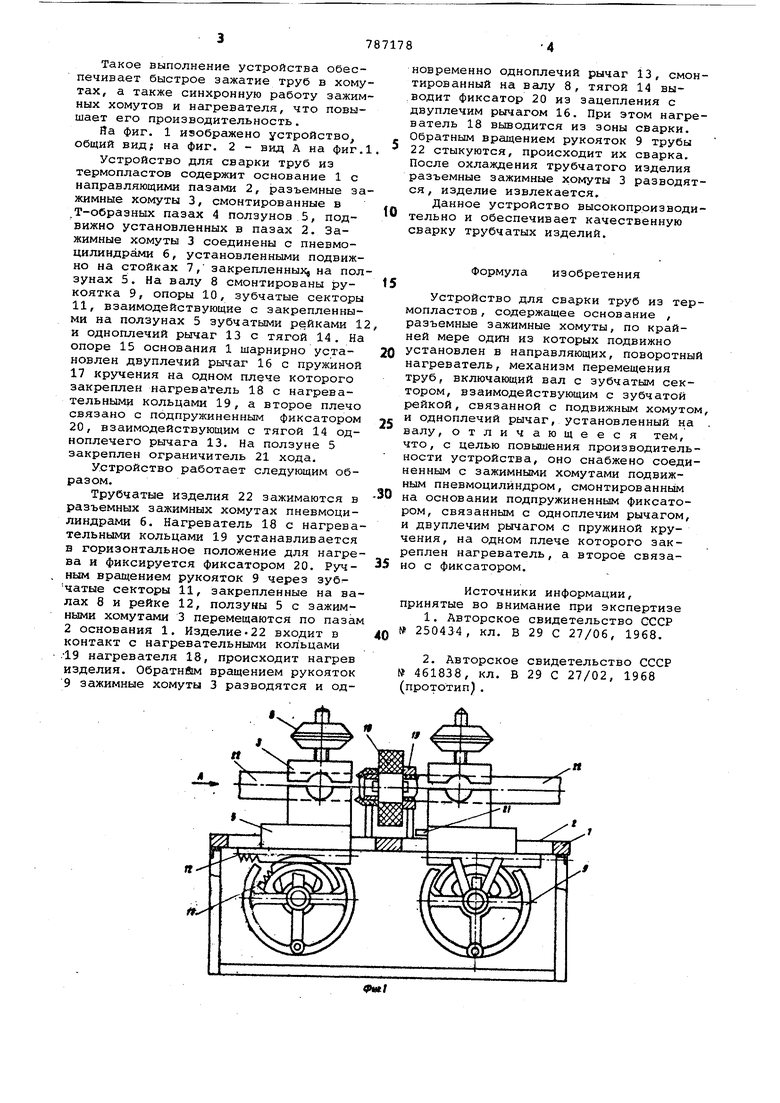
Йа фиг. 1 изображено устройство, общий вид; на фиг, 2 - вид А на фиг.1
Устройство для сварки труб из термопластов содержит основание 1 с направляющшли пазами 2, разъемные зажимные хомуты 3, смонтированные в Т-образных пазах 4 ползунов 5, подвижно установленных в пазах 2. Зажимные хомуты 3 соединены с пневмоцилиндрами 6, установленными подвижно на стойках 7, закрепленных, на ползунах 5. На валу 8 смонтированы jpyкоятка 9, опоры 10, зубчатые секторы 11, взаимодействующие с закрепленными на ползунах 5 зубчатыми рейками 12 и одноплечий рычаг 13 с тягой 14. На опоре 15 основания 1 шарнирно установлен двуплечий рычаг 16 с пружиной 17 кручения на одном плече которого закреплен нагреватель 18 с нагревательными кольцами 19, а второе плечо связано с подпружиненным фиксатором 20, взаимодействующим с тягой 14 одноплечего рычага 13. На ползуне 5 закреплен ограничитель 21 хода.
Устройство работает следующим образом.
Трубчатые изделия 22 зажимаются в разъемных зажимных хомутах пневмоцилиндрами 6. Нагреватель 18 с нагревательными кольцами 19 устанавливается в горизонтальное положение для нагрева и фиксируется фиксатором 20. Ручным вращением рукояток 9 через зуб чатые секторы 11, закрепленные на валах 8 и рейке 12, ползуны 5 с зажимными хомутами 3 перемещаются по пазам 2 основания 1. Изделие-22 входит в контакт с нагревательными кольцами .19 нагревателя 18, происходит нагрев изделия. Обратн&м вращением рукояток 9 зажимные хомуты 3 разводятся и одновременно одноплечий рычаг 13, смонтированный на валу 8, тягой 14 выводит фиксатор 20 из зацепления с двуплечим рычагом 16. При этом нагреватель 18 выводится из зоны сварки. Обратным вращением рукояток 9 трубы 22 стыкуются, происходит их сварка. После охлаждения трубчатого изделия разъемные зажимные хомуты 3 разводятся , изделие извлекается.
Данное устройство высокопроизводительно и обеспечивает качественную сварку трубчатых изделий.
Формула изобретения
Устройство для сварки труб из термопластов , содержащее основание , разъемные зажимные хомуты, по крайней мере один из которых подвижно установлен в направляющих, поворотный нагреватель, механизм перемещения труб, включающий вал с зубчатым сектором, взаимодействующим с зубчатой рейкой, связанной с подвижным хомутом и одноплечий рычаг, установленный на валу, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено соединенным с зажимными хомутами подвижным пневмоцилйндром, смонтированнь1м на основании подпружиненным фиксатором, связанным с одноплечим рычагом, и двуплечим рычагом с пружиной кручения, на одном плече которого закреплен нагреватель, а второе связано с фиксатором.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 250434, кл. В 29 С 27/06, 1968.
2.Авторское свидетельство СССР № 461838, кл. В 29 С 27/02, 1968 (прототипJ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1281436A1 |
| Устройство для контактной сварки труб из термопластов | 1977 |
|
SU740513A1 |
| Устройство для подачи и стыковки цилиндрических изделий | 1972 |
|
SU440225A1 |
| Устройство для сварки пластмассовых труб | 1987 |
|
SU1502392A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1065230A1 |
| Устройство для сборки труб | 1981 |
|
SU994275A1 |
| Устройство для сварки пластмассовых труб | 1983 |
|
SU1168431A1 |
| Устройство для контактной сварки пластмассовых труб | 1981 |
|
SU1006253A1 |
| Установка для контактной сварки пластмассовых труб | 1976 |
|
SU650824A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1641639A1 |