Изобретение относится к сварке пластмасс, а именно для контактной сварки пластмассовых труб.
Известна установка для контактной сварки пластмассовых труб, содержащая подвижный и неподвижный зажимные хомуты, смонтированные на передвижной тележке с опорами, нагревательный диск, механизм сжатия и пульт управления, причем механизм сжатия выполнен в виде силовых рычагов с противовесами, поочередно взаимодействующих с установленным в опорах валом, на котором жестко закреплены два профильных кулачка и зубчатый сектор, взаимодействующий посредством зубчатой
рейки и тяг с гидравлическим датчиком, укрепленным на подвижном хомуте, а нагревательный диск снабжен подпружиненными толкателями, обеспечивающими отрыв нагревательного диска от нагретого изделия 1.
Недостаток устройства заключается в том, что оно применимо только для труб большого диаметра, что система создания давления при оплавлении и сварке требует отдельной настройки грузами, а передача в виде зубчатого сектора и рейки усложняет конструкцию и вся система в комплексе не обладает достаточной чувствительностью, так как торцы труб надо устанавливать на определенном расстоянии друг от друга.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для контактной сварки пластмассовых труб, содержащее подвижный и неподвижный зажимные хомуты и механизм сжатия труб, включающий винтовую пружину, связанную одним концом с подвижным хомутом, а другим - с поворотной втулкой, и щкалу для определения контактного давления 2.
Однако в известном устройстве время технологической паузы, т. е. промежуток времени после удаления нагревателя из зоны сварки до момент а стыковки торцов труб, будет значительным, так как при винтовой подаче подвижного хомута надо сделать несколько оборотов поворотной втулки, поэтому возможно образование окисной пленки на торцах свариваемых труб, что снижает качество сварки. Кроме того, в известном устройстве пружина настраивается на определённое усилие давления и изменить оперативно это усилие в процессе сварки сложно, так как надо одновременно подавать трубы и изменять усилие пружины.
Целью изобретения является повыщение качества сварки и сокращение времени переналадки устройства.
Поставленная цель достигается тем, что устройство для контактной сварки пластмассовых труб, содержащее подвижный и неподвижный зажимные хомуты и механизм сжатия труб, включающий винтовую пружину, связанную одним концом с подвижным хомутом, а другим - с поворотной втулкой, и щкалу для определения контактного давления, механизм сжатия труб снабжен зубчатым сектором, взаимодействующим с витками винтовой пружины, а щкала для определения контактного давления расположена на зубчатом секторе.
В известном устройстве сжатие труб после удаления нагревателя из зоны сварки осуществляет сектор, который надо повернуть при этом на часть оборота, что позволяет снизить технологическую паузу.
Кроме того, устройство позволяет в любой момент оперативно изменить давление 5 сварки и оплавления независимо от положения свариваемого стыка, т. е. сжать пружину в любом положении.
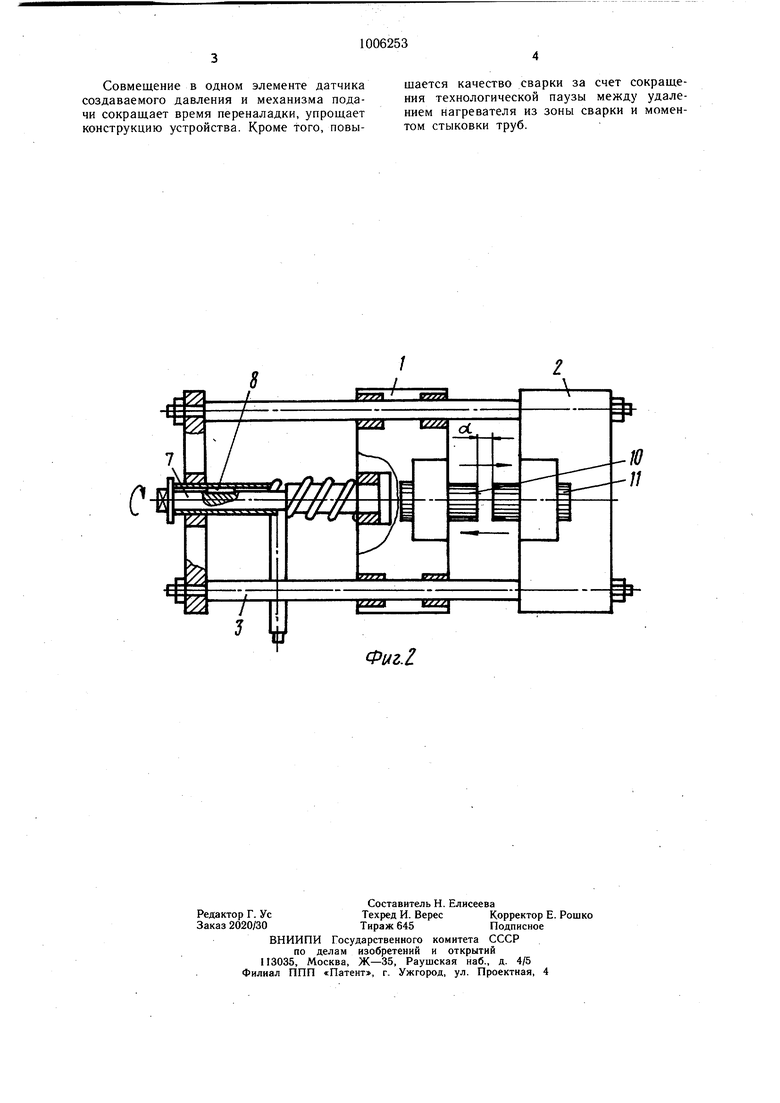
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид в плане. Устройство для контактной сварки пластмассовых труб содержит подвижный 1 и неподвижный 2 зажимные хомуты, установ ленные на направляющих 3, механизм сжатия труб, выполненных в виде поворотной
5 втулки 4 и винтовой пружины 5, взаимодействующей своими витками с зубчатым сектором 6. Одним концом пружина 5 соединена с подвижным хомутом 1, а другим - с поворотной втулкой 4. Втулка 4 закреплена на хвостовике 7 при помощи щпонки 8. Зубчатый сектор 6 имеет щкалу 9 для определения контактного давления.
Устройство работает следующим образом.
Свариваемые трубы 10 и 11 зажимают в подвижный 1 и неподвижный 2 хомуты соответственно. Затем, вращая хвостовик 7, а вместе с ним втулку 4, закрепленную на хвостовике 7 при помощи щпонки 8, сближают трубы 10 и II до необходимого расстояния, обеспечивая зазор а, для установки между ними нагревателя (не показан). После установки нагревателя вращают сектор 6. При этом пружина 5 нажимает на подвижный хомут 1, который перемещается
5 по направляющим 3 до соприкосновения торцов труб 10 и 11 с нагревателем. Сжимаясь пружина 5 создает контактное давление на нагреватель по щкале 9. После оплавления торцов труб 10 и 11 зубчатый сектор 6 вращают в обратном направлении, но так как
0 пружина 5 сжата и связана своими концами с поворотной втулкой 4 и подвижным хомутом 1, то она быстро распрямляется и отодвигает хомут 1 от нагревателя. Нагреватель вынимают и снова вращением сектора 6 сжимают пружину 5 и создают
5 уже давление сварки. При этом можно создать давление любой величины (в пределах допустимого) без какой-либо перестройки.
Совмещение в одном элементе датчика создаваемого давления и механизма подачи сокращает время переналадки, упрощает конструкцию устройства. Кроме того, повышается качество сварки за счет сокращения технологической паузы между удалением нагревателя из зоны сварки и моментом стыковки труб.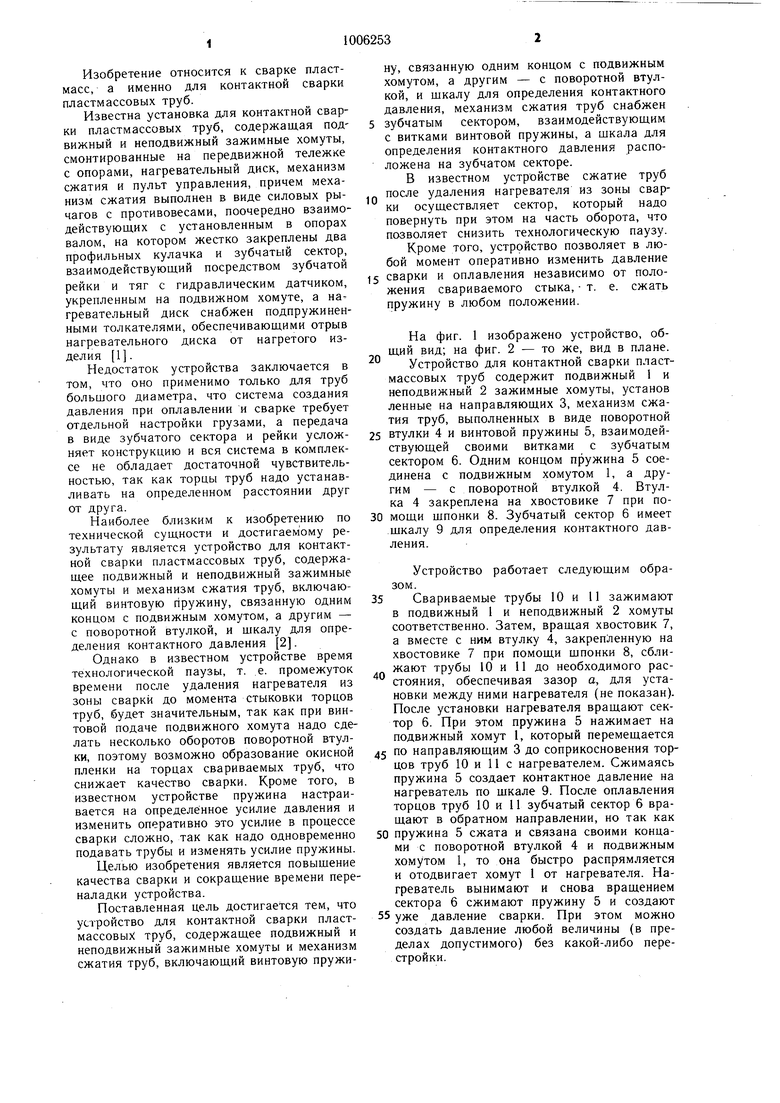
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1281436A1 |
| Устройство для контактной сварки труб из термопластов | 1984 |
|
SU1229066A1 |
| Установка для контактной сварки пластмассовых труб | 1976 |
|
SU650824A1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Установка для сварки пластмассовых труб | 1983 |
|
SU1141006A1 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1286427A1 |
| Устройство для сборки труб | 1981 |
|
SU994275A1 |
| Устройство для сварки пластмассовых труб | 1989 |
|
SU1666339A1 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1307713A1 |
| Установка для контактной сварки пластмассовых труб | 1968 |
|
SU461838A1 |
УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ, содержащее подвижный и неподвижны зажимные хомуты и механизм сжатия труб, включающий винтовую пружину, связанную одним концом с подвижным хомутом, а другим - с поворотной втулкой, и щкалу для определения контактного давления, отличающееся тем, что, с целью повыщения качества сварки и сокращения времени переналадки устройства, механизм сжатия труб снабжен зубчатым сектором, взаимодействующим с витками винтовой пружины, а щкала для определения контактного давления расположена на зубчатом секторе. (Л / 6 д Фи.1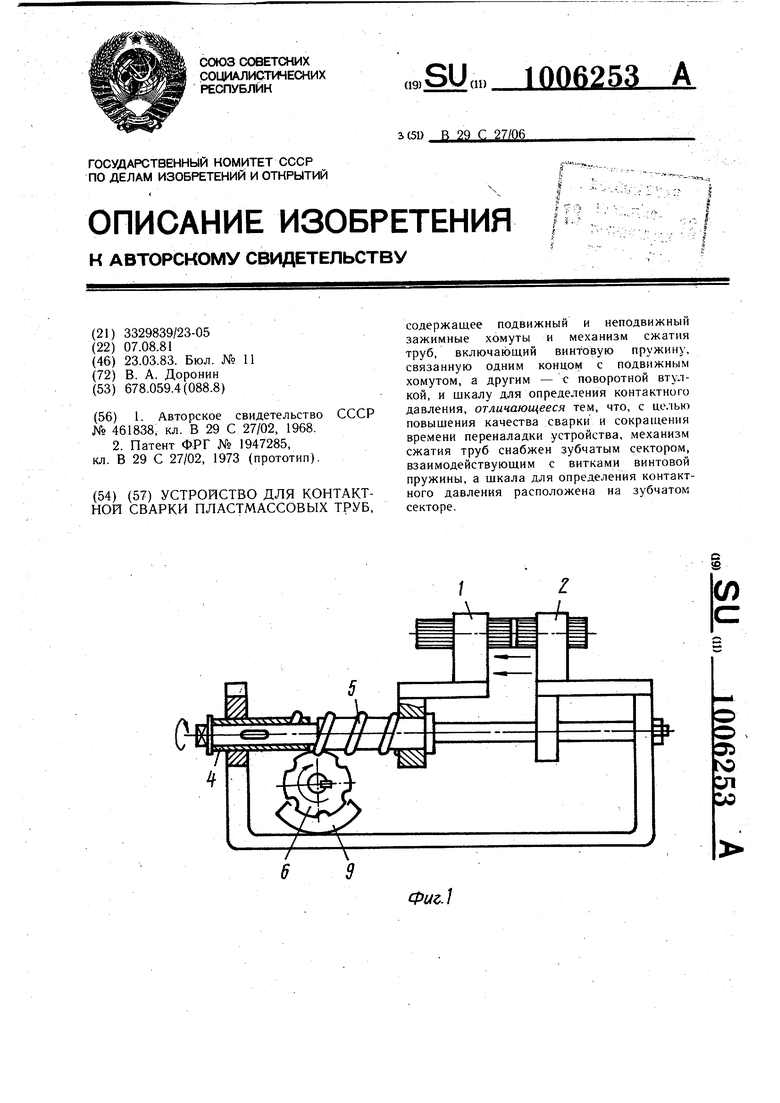
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для контактной сварки пластмассовых труб | 1968 |
|
SU461838A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ФРГ № 1947285, кл | |||
| Солесос | 1922 |
|
SU29A1 |
