ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения доз освежения оборотных формовочных смесей | 1988 |
|
SU1627986A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Способ охлаждения отливок | 1979 |
|
SU856648A1 |
| Способ приготовления формовочной смеси | 1979 |
|
SU789201A1 |
| Способ регулирования состава формовочной смеси | 1982 |
|
SU1042872A1 |
| Способ определения выбиваемости формовочных и стержневых смесей на образцах | 1978 |
|
SU750318A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ЧУГУННОЙ ОТЛИВКИ ТЮБИНГА ТОННЕЛЬНОЙ ОБДЕЛКИ ПОДЗЕМНЫХ СООРУЖЕНИЙ МЕТРОПОЛИТЕНА | 2015 |
|
RU2661929C2 |
| Способ выбивки литейных форм, изготовленных методом вакуумно-пленочной формовки и установка для его осуществления | 1990 |
|
SU1724417A1 |
| Способ контроля и стабилизации свойств оборотных формовочных смесей | 1988 |
|
SU1614885A1 |
| Автоматическая линия для получения отливок в стопочных формах | 1976 |
|
SU662268A1 |
Изобретение относится к литейному производству, в частности к технологии смесеприготовления оборотных формовочных смесей. Цель изобретения - повышение стабильности физико-механических свойств формовочной смеси и снижение себестоимости. Предложенный способ включает введение на контрлад залитых форм перед их выбивкой индивидуальных для каждой формы доз освежения, рассчитанных с учетом типоразмера отливки, влияния обогащения формовочной смеси прогретой стержневой смесью. Реализация способа дополнительно позволяет минимизировать расход освежающих добавок. 1 з.п. ф-лы, 1 ил., 1 табл.
Изобретение относится к литейному производству, в частности к способам подготовки и регулирования состава формовочных смесей.
Цель изобретения - повышение стабильности, физико-механических свойств формовочной смеси и снижение себестоимости.
Способ реализуется следующим образом.
При подготовке оборотной формовочной смеси, включающей операции выбивки форм, разрушения комьев на выбивной решетке, просеивания на полигональном сите, охлаждения, освежения и перемешивания компонентов, согласно изобретению дозу каждого из освежающих компонентов рассчитывают для каждой формы, проходящей на выбивку с учетом ее конструктивно-технологических особенностей и технологических факторов, в том числе и временных, влияющих на изменение его содержания в смеси в процессе цикла производства отливок.
При этом подготовленная компаундная добавка, состоящая из рассчитанных доз компонентов для данной формы имеет консистенцию формовочной смеси и запрессовывается в предварительно отформованное углубление на контрладе верхней полуформы с целью достижения консистенции уплотненной смеси формы и предотвращения потерь от контакта с металлом отливки и пыления.
Расчет дозы каждой из компонент, вводимых в смесь осуществляется по следующей формуле
(C%l -KT...J.I ±ДС%,),
S3 Јь 00
t
где Aj - масса дозы 1-го компонента вводимого в форму j-ro типоразмера при ее выбивке, необходимая для компенсации убыли этого компонента в результате воздействия технологических факторов производства отливок, кг;
тем - масса смеси в форме j-го типоразмера, кг;
С%| - процентное содержание 1-го компонента в исходной формовочной смеси до заливки, %;
KT.B.JI - коэффициент технологического воздействия формы - отливки J-ro наименования (типоразмера), характеризующий изменение содержания 1-го компонента в формовочной смеси в результате его убыли от увеличения доли наполнителя за счет просыпей песка от разрушившихся стержней при выбивке, а также от выгорания 1-го компонента, находящегося в зонах формы, прогретых металлом отливок до температуры его термодеструкции за время t - от момента заливки до момента выбивки;
ДС%| - изменение процентного содержания 1-го компонента в большую или меньшую сторону, задаваемое технологической необходимостью, %.
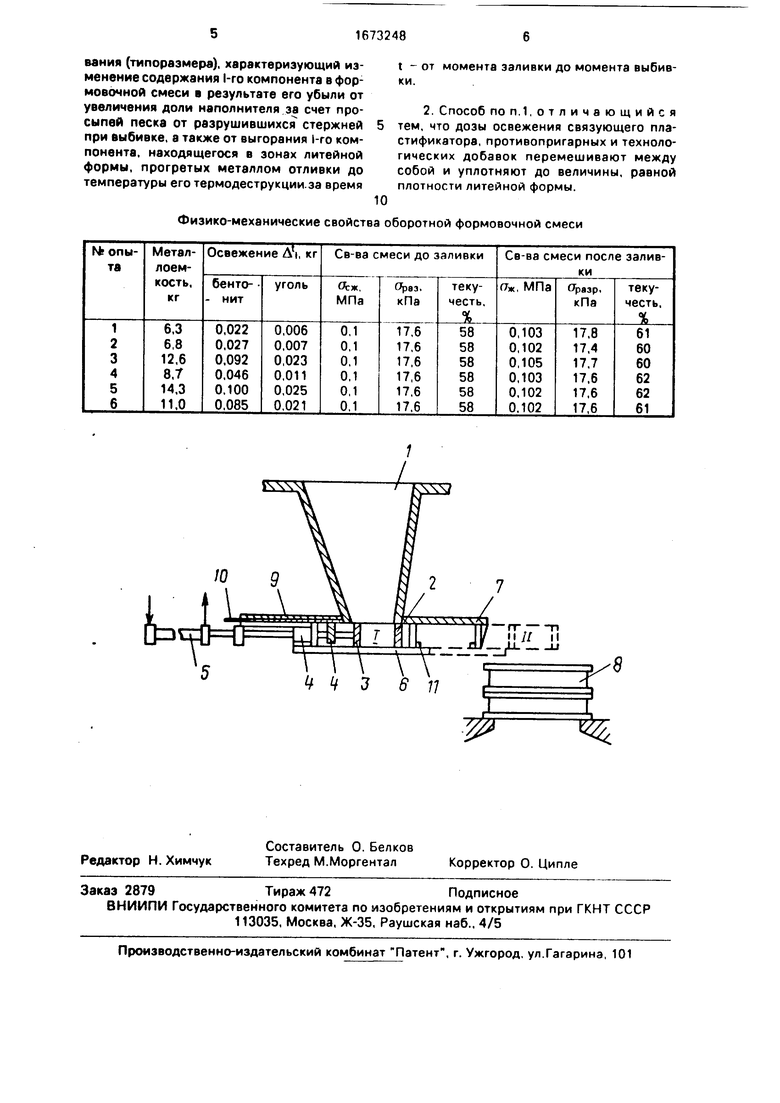
На чертеже представлено устройство для реализации способа.
Устройство содержит бункер 1 с освежающими компонентами, коробы 2 с подвижной стенкой 3, служащей для изменения величины дозы с помощью вин- тового привода 4 с электродвигателем. Освежающие добавки загружают в короб 2 (положение I). Под действием пневмоцилинд- ра 5 происходит перемещение короба в положение II, при этом днище б сдвигается, упираясь в стопоры 7, в результате чего отмеренная доза высыпается на залитую форму 8. Заслонка 9,скрепленная со стенкой 3, двигаясь в пазах 10, перекрывает разгрузочное окно бункера 1. При обратном движении короба 2 (положение I) стопоры 11 сдвигают днище 6 в исходное положение.
Пример. Были залиты чугуном с температурой 1360°С шесть песчано-бенто- нитовых форм различной металлоемкости и выбиты через 30 мин после заливки. За 0,5 мин до выбивки на контрлад каждой формы ввели индивидуальные дозы освежения (бентонит и уголь), рассчитанных согласно заявленной зависимости. Выбивку каждой формы осуществляли в индивиду альную тару, после чего выбитую смесь перемешивали с освежением в маятниковом смесителе емкостью 20 кг в течение 3 мин с доведением ее до влажности 4,3%, после
.
чего производили контроль ее физико-механических свойств по ГОСТ 23409-78.
Данные испытаний приведены в таблице.
Анализ данных свидетельствует о высокой стабильности свойств оборотной формовочной смеси.
Введение предварительно рассчитанной для данной формы дозы освежающих
добавок в залитую форму непосредственно перед ее выбивкой позволяет с большой точностью компенсировать изменение содержания компонентов в результате воздействия технологических факторов
производства литья и уже после выбивки в потоке смеси, подаваемой в смеситель, иметь постоянный требуемый компонентный состав. Это ускоряет и упрощает сам процесс приготовления в смесителе, а также позволяет стабилизировать и гомогенизировать состав оборотной формовочной смеси и следовательно ее физико-механические свойства.
25
30
35
40
45
50
55
(C%l -Кт.в.М ±АС%|).
Формула изобретения 1. Способ подготовки формовочной смеси, включающий выбивку литейной формы, разрушение комьев на выбивной решетке, просеивание, охлаждение, освежение и перемешивание компонентов, отличающийся тем, что, с целью повышения стабильности физико-механических свойств формовочной смеси и снижения себестоимости, перед выбивкой со стороны контрлада залитой литейной формы выполняют углубление и запрессовывают в него дозы освежения связующего, пластификатора, противопригарных и технологических добавок в количестве, определенном из математического выражения t mCMj 100
где А) - масса дозы 1-го компонента вводимого в литейную форму j-ro типоразмера при ее выбивке, необходимая масса для компенсации убыли этого компонента в результате воздействия технологических факторов, производства отливок, кг;
тем) масса смеси в форме j-ro типоразмера, кг;
С %i - процентное содержание 1-го компонента в исходной формовочной смеси до заливки, %;
AC %i - изменение процентного содержания 1-го компонента в большую или меньшую сторону, задаваемое технологической необходимостью, %;
K T.B.JI - коэффициент технологического воздействия формы - отливки j-ro наименования (типоразмера), характеризующий изменение содержания 1-го компонента в формовочной смеси в результате его убыли от увеличения доли наполнителя за счет про- сыпей песка от разрушившихся стержней при выбивке, а также от выгорания 1-го компонента, находящегося в зонах литейной формы, прогретых металлом отливки до температуры его термодеструкции.за время
Физико-механические свойства оборотной формовочной смеси
гтт
4 3 6 П
t - от момента заливки до момента выбивки.
W
щ
| Аксенов П.Н | |||
| Оборудование литейных цехов | |||
| М.: Машиностроение, 1968, с | |||
| 0 |
|
SU200201A1 | |
| Авторское свидетельство СССР № 1406899, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
