ной фигурной поворотной карегки, центр вращения которой расположен вне стакана или в стенке его, или в виде вращающейся кольцевой пластины, проходящей через проемы стакана, В стенках стакан имеются симметричные проемы для прохода упомянутого устройства.
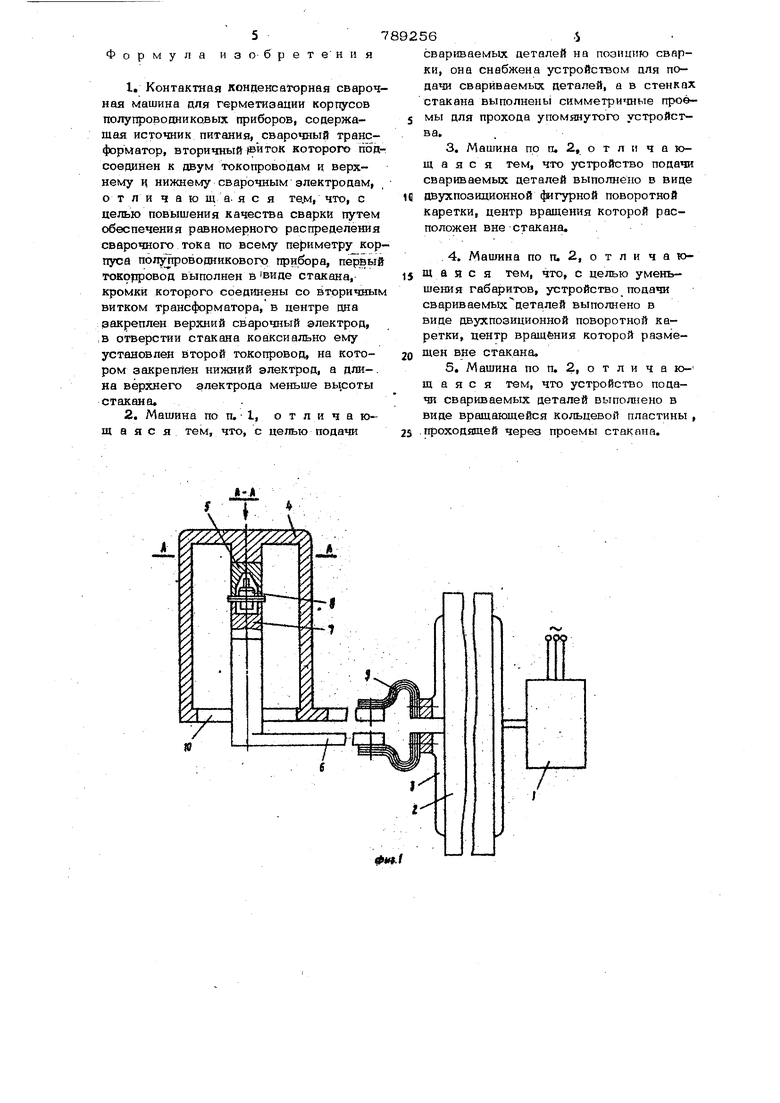
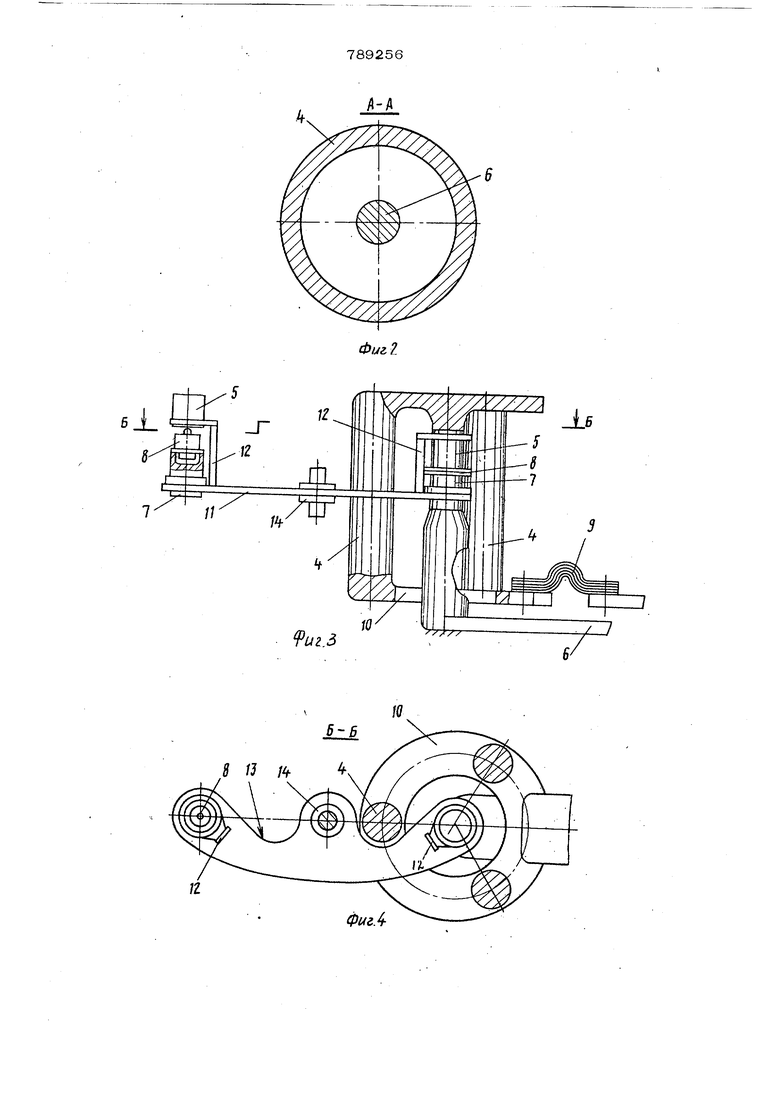
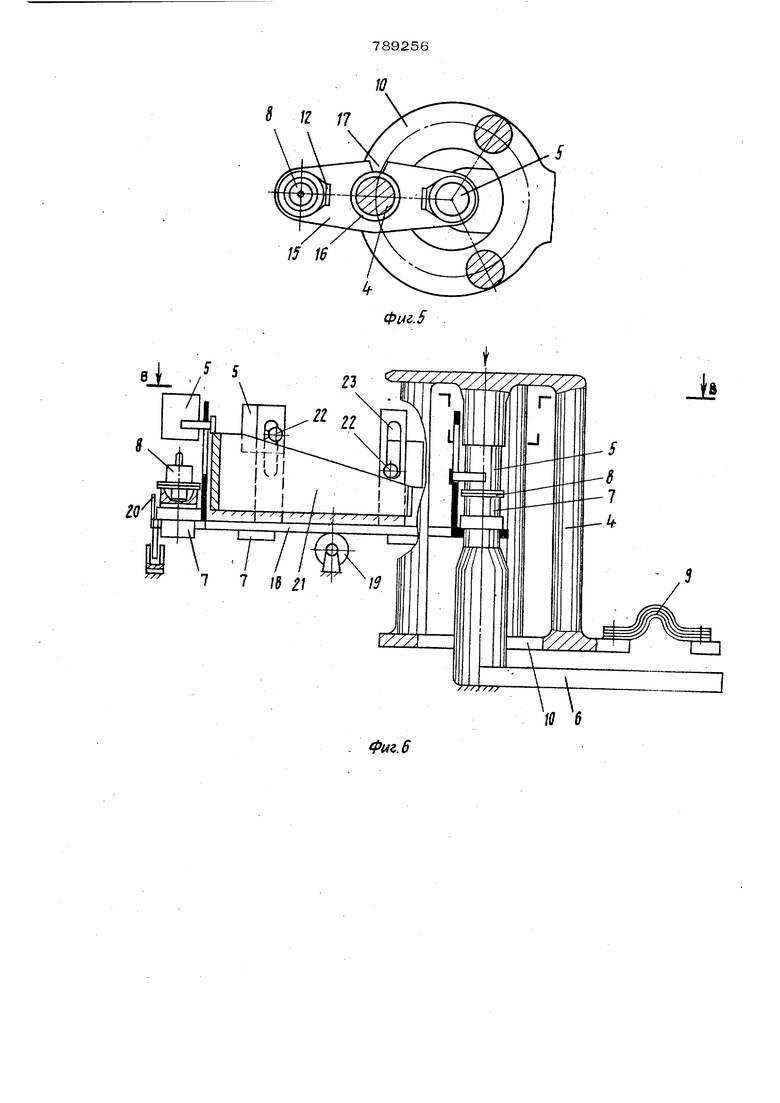
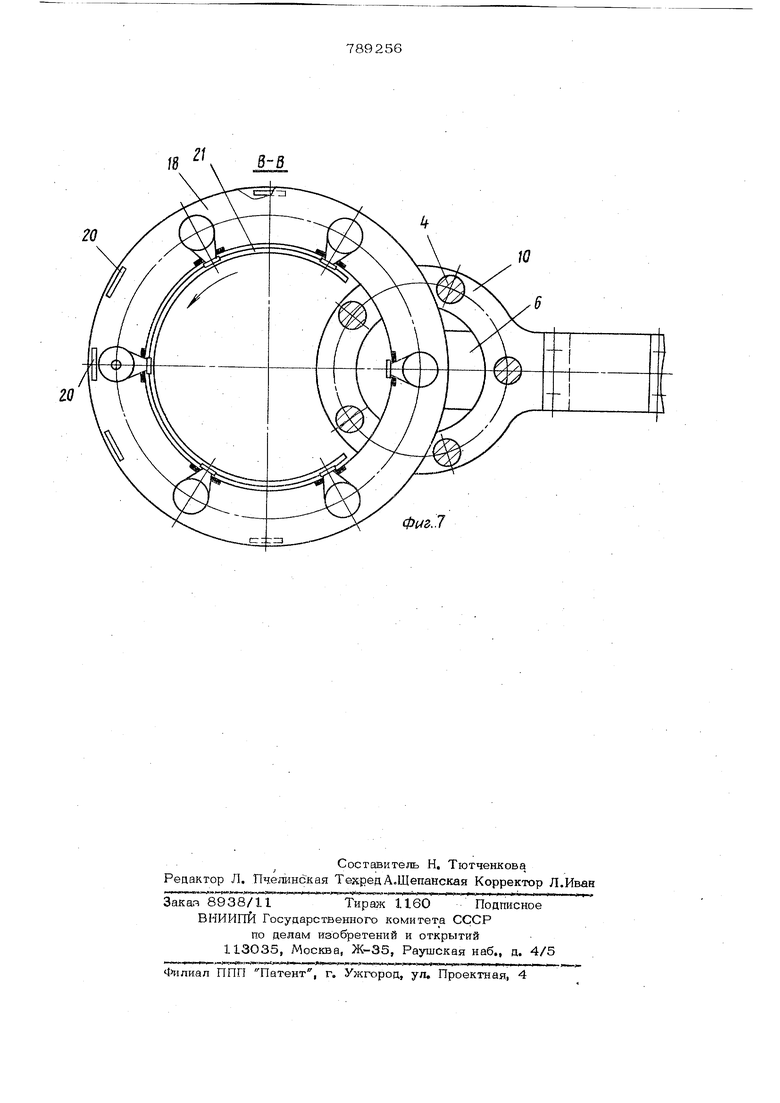
На фиг. 1 представлена принципиальная схема контактной сварочной мащины на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - машина с проемами и устройством для подачи свар иваемых деталей, вариант выполнения на фиг. 4 сечение Б-Б на фиг, фиг, 5 устройство для подачи свариваемых деталей, вариант выполнения на фиг. б - машина с устройством для-подачя свариваемых Деталей при помощи кольцевой пластины, вариант выполнения;на фиг. 7 - разрез В-В на фиг. б.
Контактная машина для герметизации полупроводниковых приборов содержит источник 1 питания, сварочный транформатор 2 и сварочный контур, образованный вторичным витком 3 сварочного трансформатора, токопроводом 4, выполненным в виде перевернутого стакана, в центре дна которого закреплен верхний электрод 5j вторым токопроводо м 6, вставленным внутрь стакана коаксиаяь- но ему,. и закрепленным на токопроводе 6 нижним электродом 7, Между электроцами 5 и 7 находится cBapi-шаемый по отбортованным фланцам корпусных деталей Корпус 8 полупроводникового прибора При ©том возмояшость относительного продольного перемещения токопро- водов 4 и 6, необходимого для смены свариваемых деталей, обеспечивается например гибкими вставкакт 9. Для удобства загрузки в машину свариваемы изделий в наружном токопроводе 4 выпонены проемы 10, которые,, исходя из условия наибольшей равномерности распр деления сварочного тока по периметру свариваемого изделия (т.е. по свдоно-му шву), расположены симметрично. Для удобства в работе машина снабжена устройством для подачи свариваемых деталей, выполненным в виде двухпозиционной поворотной 4 5гурной каретки 11 , с кондукторными нижним 7 и верхним 5 электродами, расположенны ии вместе с кондуктором 12 на каждойиз двух позиций каретки 11, Каретка 11 имеет вырезы 13, находящиеся между евароч ныкда позициями и ступицей 14 и обеспечивающие подвод изцелия 8 с. кондукторными электродами 5 и 7 вокруг стенки стакана к позиции сварки. При этом центр вращения каретки .11 расположен вне стакана. Устройство для свариваемых деталей может быть выполнено в виде двухпозиционной каретки 15, центр вращения которой размещен в стен:ке стакана 4. Если каретка 15 выполнена из электроизоляционного материала или смонтирована на изолирующей ступице
0 16, то будучи изготовленной из -электропроводного материала, для исключения: возможности, возникновения котороТко- замкнутого витка, имеет разрез 17. Для увеличения производительности машина 5 снабжена много позиционным новоротным столом, выполненным, например, в форме кольцевой пластины 18, -лишенной сту-пицы и спиц, размещенной консольно на . , системе нижних 19 и верхних 20 опор-
0 ных роликов и введенной в стакан 4 сквозь проемЫ 1О. Кольцевая пластина. 18 как и каретка 15 -выполнена из электроизол5щионного. материала, а ее. центр вращения расположен вне стака-
5 на 4. С целью автоматизации работы машины шодъем верхнего кондуктор ного электрода 5 на участке выгрузки сварершых изделий 8 и загрузки свар1шаемых изделий может.быть осущестQ Влен, например, с помощью улиты 21, жестко закрепленной на корпусе машины, к связанных с верхними электродами 5 копирных роликов 22, подведенных сквозь пазы 23-в кондукторах 12 к улите 2 1,
Машина работает следующим образом.
Сварочное изделие 8 размещают между электродами 5 и 7, или на каретках 11 или 15, или на кольцевой пластине , 18. При .включении контактной сварочной машины сварочные электроды 5 и 7 ежимаются и к соединяемым деталям изделия 8 прикладывается необходимое давлениз. После этого включается источник
1 питания, который выдает сварочный импульс тока. Импульс тока трансформируется через сварочный .трансформатор 2 и поступает к сварочному изцелню В через -токопрово.ды 4 и 6. . Благодаря такому выполнению токопроводов, сварочный ток на участке размещения электродов 5 и 7 и сое дин яе-мых деталей изделия 8 распределяется равномерно по Bcetvry периметру сварногошва, так как эффект вытеснения тока при такой конструкции отсутствует. Качество сварки при этом значительно повышается.
ормула изобретения
Ф
1,Контактная конценса хэрная сварочная машина для герметизации корпусов полупроводниковых приборов, содержащая источник питания, сварочный трансформатор, вторичный РИТОК которого подсоединен к двум токопроводам и верхнему ч нижнему сварочным электродам,
о т л и чаю щ а. я с я те.м, что, с целью повышения качества сварки путем обеспечения равномерного распределения сварочного тока по всему периметру корпуса ползгпроводниковогр прибора, первый токорровод выполнен в виде стакана, кромки которого соединены со вторичным витком трансформатора, в центре дна закреплен верхний сварочный электрод, ,в отверстии стакана коаксиально ему установлен второй токопровод, на котором закреплен нижний электрод, а дли-. на верхнего электрода меньше высоты стакана,.
2.Машина поп.-1, отлича torn а я с я тем, что, с целью подачи
свариваемых деталей на позицию сварки, она снабжена устройством для подачи свариваемых деталей, а в стенках стакана выполнены симметришые проемы для прохода упомянутого устройства.
3.Машина по п. 2, о т л и ч а ющ а я с я тем, что устройство подачи свариваемых деталей выполнено в виде
двухпозилионной (фигурной поворотной каретки, центр вращения которой расположен вне стакана.
4.Машина по п. 2, отлича юЩ а я с я тем, что, с целью уменьшения габаритов, устройство подачи свариваемых деталей выполнено в виде двухпозиционной поворотной каретки, центр вращения которой размещен вне стакана.
5.Машина по п. 2i отлича ющ а я с я тем, что устройство подачи свариваемых деталей выполнено в виде вращающейся кольцевой пластины ,
проходящей через проемы стакана.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2012 |
|
RU2500511C2 |
| Машина для многоточечной контактной сварки | 1977 |
|
SU707725A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1669664A1 |
| Машина для сборки и точечной сварки | 1973 |
|
SU522016A1 |
| Пистолет для контактной точечной сварки | 1982 |
|
SU1085723A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ И СТЕНД ДЛЯ СБОРКИ-СВАРКИ И МЕХОБРАБОТКИ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ | 2023 |
|
RU2824022C1 |
| Установка для контактной точечной сварки | 1982 |
|
SU1031684A1 |
| Контактная конденсаторная сварочная машина для герметизации корпусов полупроводниковых приборов | 1988 |
|
SU1602652A1 |
иг.З
/Z 17
15 W e± /
Фи&,5
Фи.6 . В-В фив.7
