Изобретение относится к сварке и может быть использовано при разработке оборудования для контактной точечной сварки пространственных арматурных каркасов железобетонных труб и колец преимущественно большого диаметра.
Цель изобретения - повышение производительности.
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из опоры 1 со смонтированной в ней планшайбой 2 с отверстиями 3 и кондуктором 4, сварочной головки 5 со сварочным 6 и контактным 7 установленными в подшипниках скольжения или качения дисковымиэлектродами, выполненными, например, из бронзы. Планшайба 2 через кинематическую передачу С74 связана с приводом 8 вращения каркаса. В О пазах кондуктора 4 соосно отверстиям 3 ус- О тановлены из проводника с низким омиче- фч ским сопротивлением токопроводящие Оч вставки 9, выполненные, например, из Ny бронзы, каждая имеет продольное отвер- „ стие 10, вдоль которого в зоне сварочного электрода 6 имеется ступенчатый вырез 11. - Токопроводящие вставки 9 могут быть изолированы от кондуктора 4 прокладками, например из текстолита. Взаимодействующая с контактным роликом 7 рабочая поверхность 12 токопроводящей вставки 9 выполнена по радиусу.
По обе стороны симметрично относительно отверстия каждой токопроводящей
вставки 9 установлены опорные накладки 13, толщина которых не должна превышать величину S.
Устройство работает следующим образом.
Продольные стержни 14 вводятся в отверстие 3 планшайбы 2 и далее в отверстия 10 токопроводящих вставок 9, поперечная проволока 15 крепится к продольным стержням 14, включается привод 8, а сварочная головка 5 своими электродами 6 и 7 вступает в контакт соответственно с пересечением продольного стержня 14, уложенного в углубление вырезанной части токопроводя- щей вставки 9 и поперечной проволоки 15, а также с рабочей поверхностью площадки 12.
Так как токопроводящая вставка 9 обладает низшим, чем у стального кондуктора 4, омическим сопротивлением, последняя замыкает на себе электрическую цепь в направлении: электрод 7 - токопроводящая вставка 9 - электрод 6 - вторичная обмотка трансформатора.
Описанная конструкция устройства для контактной точечной сварки пространственных каркасов позволяет повысить долговечность токопроводящих за счет исключения трения скольжения при их взз- имодейс. вии, снизить энергозатраты при саа,. пересечений арматуры и повысить
производительность изготовления каркасов за счет обеспечения окружной скорости сварки до 21 м/мин без снижения качества сварных соединении.
Формула изобретения
1.Устройство для контактной точечной сварки пространственных арматурных каркасов, содержащее опору со смонтированной на ней планшайбой с отверстиями и кондуктором, выполненные в виде роликов, сварочный и контактный электроды, токо- проводящие вставки, установленные с возможностью взаимодействия с контактным электродом, и тянущую каретку, отличающееся тем, что. с целью повышения производительности, токопроводящие вставки жестко закреплены на кондукторе, выполнены с отверстиями, соосннми отверстиям в планшайбе, и ступенчатыми вырезами вдоль отверстия периодического контакта со сварочными электродами.
2.Устройство по п. 1,отличающее- с я тем,что. рабочая поверхность токопро- водящей вставки выполнена по радиусу, центр которого совмещен с осью поворота планшайбы.
3.Устройство по п. 1,отличающее- с и тем, что, с целью снижения трудоемкости изготовления, рабочая поверхность токо- проводящей вставки выполнена плоской.
///////////////////A
//
/
it- 12 10
//
///////////////
cpuei
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Машина для контактной точечной свар-Ки АРМАТуРНыХ KAPKACOB | 1979 |
|
SU846175A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Устройство для контактной сварки пространственных арматурных каркасов | 1986 |
|
SU1386404A1 |
| Устройство для сварки пространственных арматурных каркасов | 1987 |
|
SU1496956A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| Устройство для контактной сварки пространственных арматурныхКАРКАСОВ | 1970 |
|
SU437337A1 |
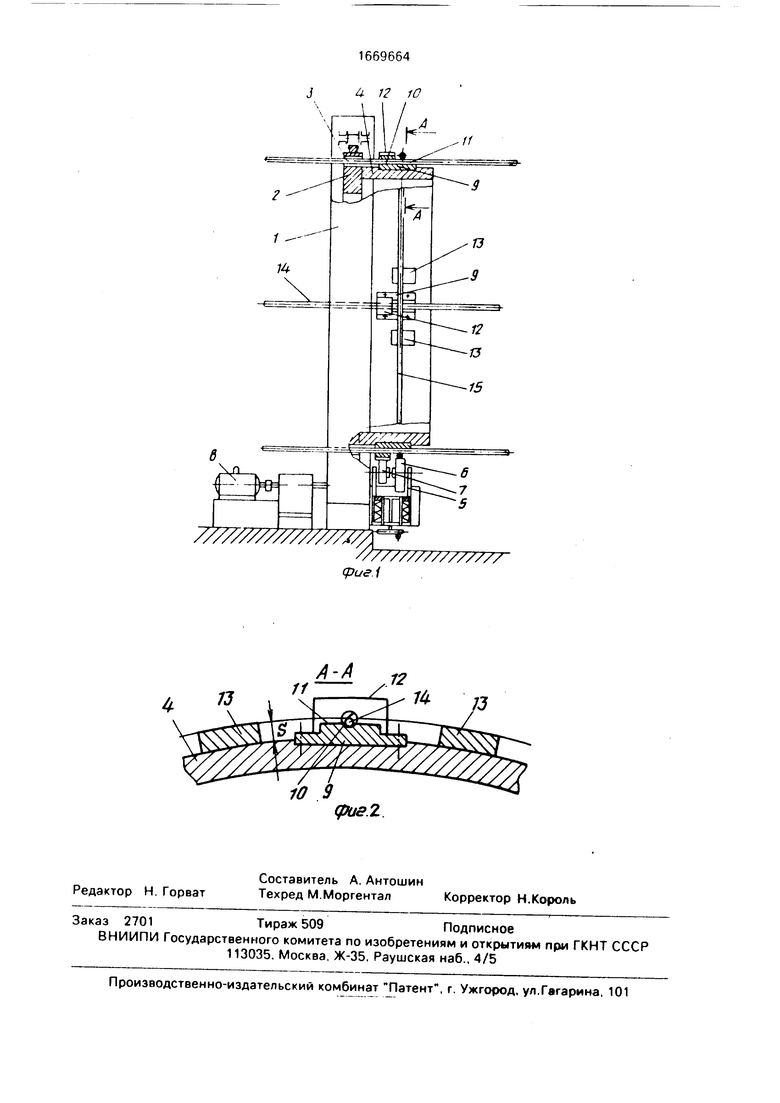
Изобретение относится к сварке и может быть использовано при разработке оборудования для контактной точечной сварки пространственных арматурных каркасов железобетонных труб и колец, преимущественно большого диаметра. Цель изобретения - повышение производительности. Токопроводящие вставки 9 жестко закреплены на кондукторе 4. Каждая вставка имеет продольное отверстие 10, соосное с отверстием 3 в планшайбе 2. В зонах вставок, расположенных против сварочного электрода, выполнены ступенчатые вырезы 11. Рабочая поверхность токопроводящих вставок выполнена по радиусу или плоской. При сварке сварочный электрод 6 вступает в контакт в месте пересечения продольного свариваемого стержня с поперечным. Контактный ролик 7 взаимодействует с рабочей поверхностью токопроводящей вставки. При прохождении сварочного тока осуществляется сварка. 2 з.п.ф-лы, 2 ил.
10 9
фие.2
Я
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 0 |
|
SU363561A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для контактной точечной сварки арматурных каркасов | 1974 |
|
SU525495A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
