(54) МАШИНА ДЛЯ СБОРКИ И ТОЧЕЧНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки пространственных каркасов | 1974 |
|
SU512882A1 |
| Устройство для сборки и контактнойТОчЕчНОй СВАРКи пРОСТРАНСТВЕННыХАРМАТуРНыХ KAPKACOB | 1978 |
|
SU806211A1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| Устройство для изготовления пространственных армаутрных каркасов | 1972 |
|
SU503671A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1986 |
|
SU1409435A1 |
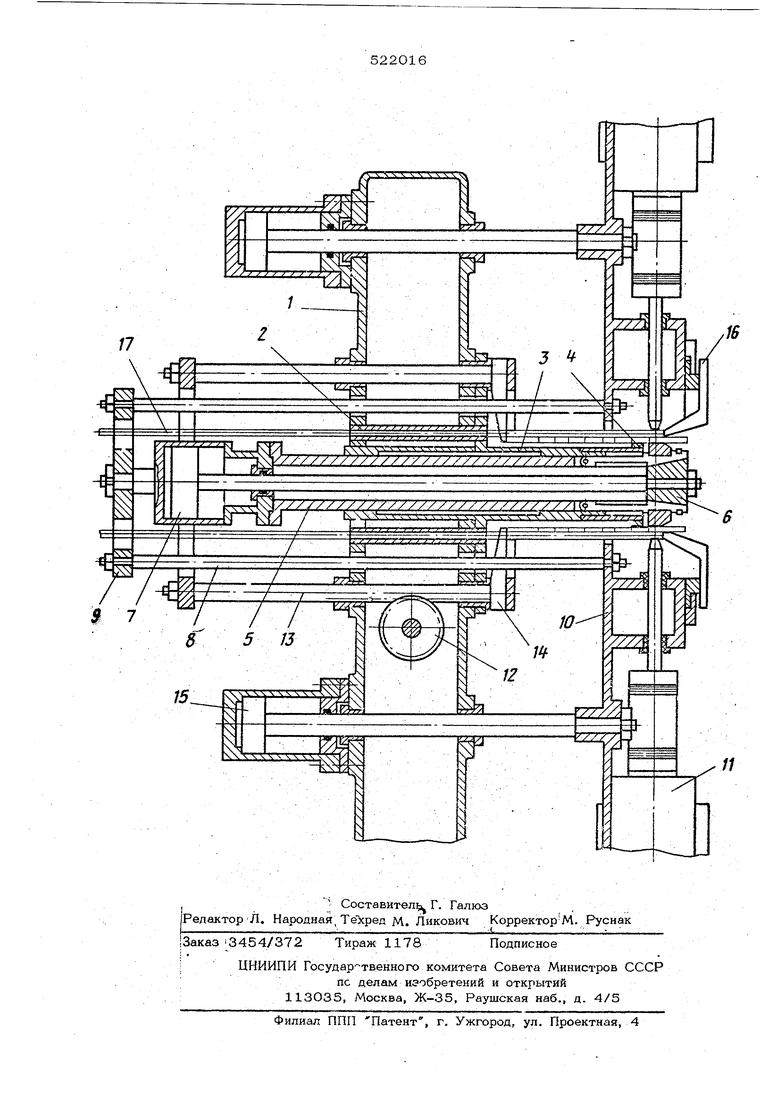
Изобретение относится к контактной то.чечной сварке каркасов .преимущественно фильтров артезианских колодцев (скважин). Известна машина для точечкой контактной сварки металлоконструкций, содержащая кондух тор для размещения свариваемых дета лей, приводное устройство для зажИма сва;риваемых деталей, механизм шаговой пода:чи свариваемого изделия и сварочный узел. В известной машине механизм шаговой подачи свариваемого изделия не связан со сварочным узлом жесткой кинематической связью, в связи с чем точность шага свар- ных точек невысока, поэтому машина не может быть использована для сварки каркасов фильтров артезианских кс юдцев. Кроме того, разд вижной кондуктор из вестной машины не обеспечивает стабильноети взаимного расположения свариваемых деталей, что также снижает качество сварива:емого изделия-. Целью изобретения является повышение качества свариваемого изделия за счет повышения точности расположения сварных точек. Это достигается /ем, что кондуктор выполнен в виде стойки с установленными в ней по окружности направляющими втулками для продольных стержней каркаса, несущей :механизм шаговой подачи,. Механизм зажима ; привариваемых деталей по внутренней поверх|ности установлен в полости стойки концентрично направляющим втулкам с возможное- тью осевого шагового перемещения и выполнен в виде штанги и подпружиненных сухарей. При этом сварочный узел смонтирован на планшайбе, жестко связанной с указан- |ной штангой. i На чертеже показана предлагаемая маши;на для сборки и точечной сварки, продоль ный разрез. В неподвижной стойке. 1 концентрично ее центральному отверстию расположены на. правляющие втулки 2. Стойка и втулки образуют кондуктор для размещения сварива- . емых стержней каркаса. В центральном отверстии стойки 1 не: подвижно закреплена втулка 3, в правой части которой имеются подпружиненные от центра к периферии сухари 4. Длина каждого сухаря меньше Ширины кольца каркаса. В отверстии втулки 3« установлен механйзм 5 зажима привариваемых колец по внутренней поверхности, корпус которого выполнен в виде штанги 6. Зажатие деталей производится с помощью привода 7 Kop пус привода 7, тяги 8 и фланец 9 жестко связывают штангу с планшайбой 1О, на которой смонтирован сварочный узел 11, состояший из сварочных трансформаторов, сва рочных электродов и приводов их перемешения. Шестерня 12 с приводом, рейка 13, тол|кателн 14, гидроцилиндры 15 составляют шаговой подачи свариваемого изд лия. При этом шестерня 12 и рейки 13 пред назначены для перемешения колец на шаг, равный ширине кольца, а гидроцилиндры 15 обеспечивают перемещение планшайбы 1О и штанги 6 на шаг для размешения колец в каркасе. На планшайбе смонтированы также убира емые упоры 16 для стержней 17 каркаса со своим приводом. Машина работает следуюшим образом. Стержни 17 механизмом подачи стерж- о ней на чертеже не показан) подаются чере втулки 2 кондуктора до упоров 16 на план1шайбе,1О, которая находится в крайнем левом положении. С помощью специального устройства пакет колец и концевых патрубков вбодится в пространство, ограниченное стержнями до упора в торцы толкателей 14. Правый конце вой патрубок свариваемого каркаса занимает такое положение, при котором место при- варки к нему стержня .находится в плоскости перемещения электродов сварочного узла 11. Ближайшее к этому патрубку кольцо зажимается изнутри подпружиненными сухарями 4. При включении привода 7 концевой патрубок (а в дальнейшем кольцо) зажима-{ется по внутренней поверхности кулаками механизма зажима 5, Включается привод от вода упоров 16, и упоры убираются., Включается привод перемешения электродов, и все стержни прижимаются электродами сварочного узла 11 к правому концевому патрубку (в дальнейшем к кольцу). Гидроцилиндрами 15 планшайба Юпереме- щается вправо на шаг размещения колец в каркасе. Вместе с планшайбой перемещаются вправо все стержни с правым концевым патрубком, штангой 6 и механизмом зажима 5. Остальные кольца удерживаются подпружиненными сухарями 4. Включаются трансформаторы сварочного узла 11, и происходит сварка всех стержней с правым патрубком. После сварки электроды отводятся и освобождают каркас. Шестерня 12 поворачивается на некоторый угол и перемещает вправо рейку 13с .толкателями 14 и пакетом колец на шаг, . равный ширине кольца. Планшайба 10 перемешается влево в исходное положение. При этом плоскость перемещения 8 дектродЬвсовпадает с серединой кольца, ближайшего к правому концевому патрубку. Кулаки механизма зажима 5 располагаются внутри этого кольца. Затем включается механизм зажима 5, и процесс повторяется до тех пор, пока стержни 17 не будут приварены по всем кольцам к левому концевому патрубку. Формула изобретения Машина для сборки и точечной сварки преимущественно фильтров артезианских колодцев, содержащая кондуктор для размещения свариваемых деталей, приводное устрой-i ство для зажима привариваемых деталей, механизм шаговой подачи свариваемого изделия, сварочный узел, ртличаюшаяс я тем, что, с целью повышения качества, кондуктор выполнен в виде стойки с установленными по окружности направляющими втулками для продольных стержней каркаса, несущей механизм шаговой подачи, механизм зажима привариваемых деталей по внутренней поверхности установлен в полости стойки концентрично направляющим втул- 1 кам с возможностью осевого шагового перемещения и вьшолнен в виде штанги и под- пружиненных сухарей, при лэтом сварочный узел смонтирован на планщайбе, жестко связанной с указанной . ,
