(54) СПОСОБ ПРОКАТКИ МЕТАЛЛОВ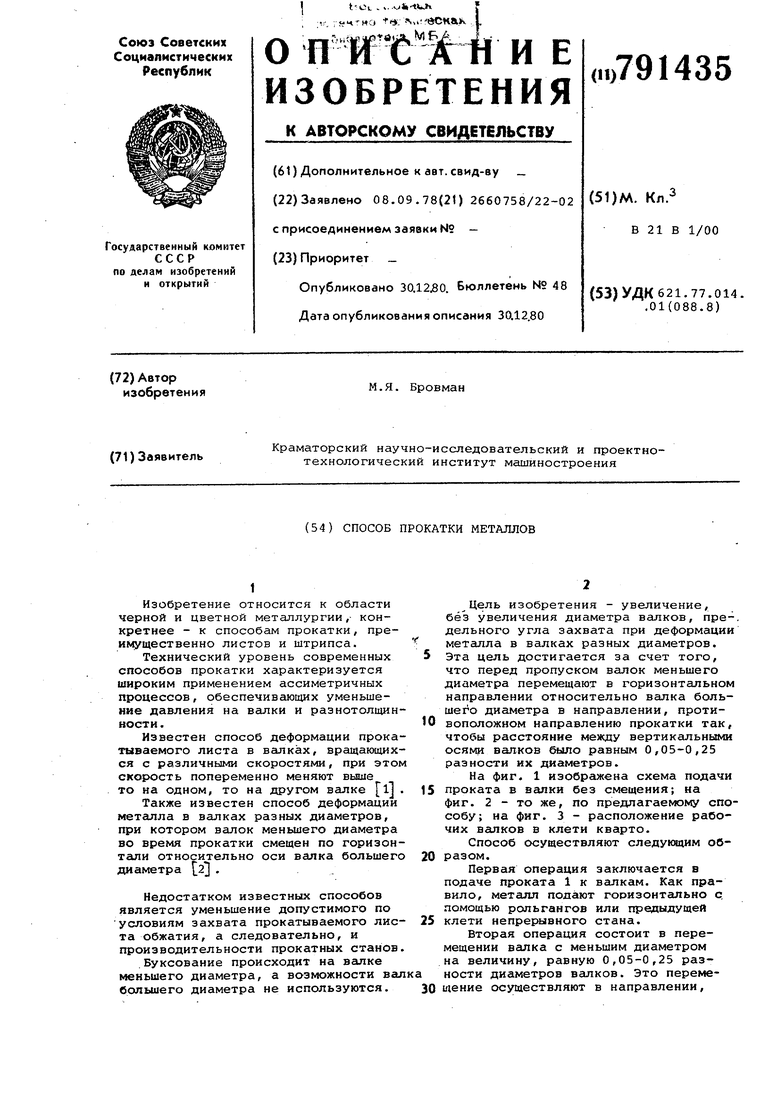
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки металлов | 1978 |
|
SU791436A1 |
| СПОСОБ АССИМЕТРИЧНОЙ ПРОКАТКИ ПЕРЕДНИХ КОНЦОВ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНЫХ СТАНАХ | 2012 |
|
RU2486974C1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ЛИНИЯ СТАНА ГОРЯЧЕЙ ПРОКАТКИ, СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ МОДЕРНИЗАЦИИ ПРОКАТНОГО СТАНА | 1992 |
|
RU2126729C1 |
| Способ прокатки | 1988 |
|
SU1629117A1 |
| Способ прокатки полос | 1991 |
|
SU1789315A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ СТРУКТУРОЙ | 2008 |
|
RU2411092C1 |
| Способ обжатия в валках | 1984 |
|
SU1215770A1 |
| Рабочий валок черновой прокатной клети | 1988 |
|
SU1574299A1 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ПРОКАТНЫХ ВАЛКОВ ШИРОКОПОЛОСОВЫХ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2004 |
|
RU2254180C1 |
1
Изобретение относится к области черной и цветной металлургии , конкретнее - к способам прокатки, преимущественно листов и штрипса.
Технический уровень современных 5 способов прокатки характеризуется широким применением ассиметричных процессов, обеспечивающих уменьшение давления на валки и разнотолщинности.10
Известен способ деформации прокатываемого листа в валках, вращающихся с различными скоростями, при этом скорость попеременно меняют вьние то на одном, то на другом валке ij , 15
Также известен способ деформации металла в валках разных диаметров, при котором валок меньшего диаметра во время прокатки смещен по горизонтали относительно оси валка большего 20 диаметра 2 ,
Недостатком известных способов является уменьшение допустимого по условиям захвата прокатываемого лис- 25 та обжатия, а следовательно, и производительности прокатных станов.
Буксование происходит на валке меньшего диаметра, а возможности валка большего диаметра не используются, 30
Цель изобретения - увеличение, без увеличения диаметра валков, пре-. дельного угла захвата при деформации метёшла в валках разных диаметров. Эта цель достигается за счет того, что перед пропуском валок меньшего диаметра перемещают в горизонтальном направлении относительно валка большего диаметра в направлении, противоположном направлению прокатки так, чтобы расстояние между вертикальнылш ося№1 валков было равным 0,05-0,25 разности их диаметров.
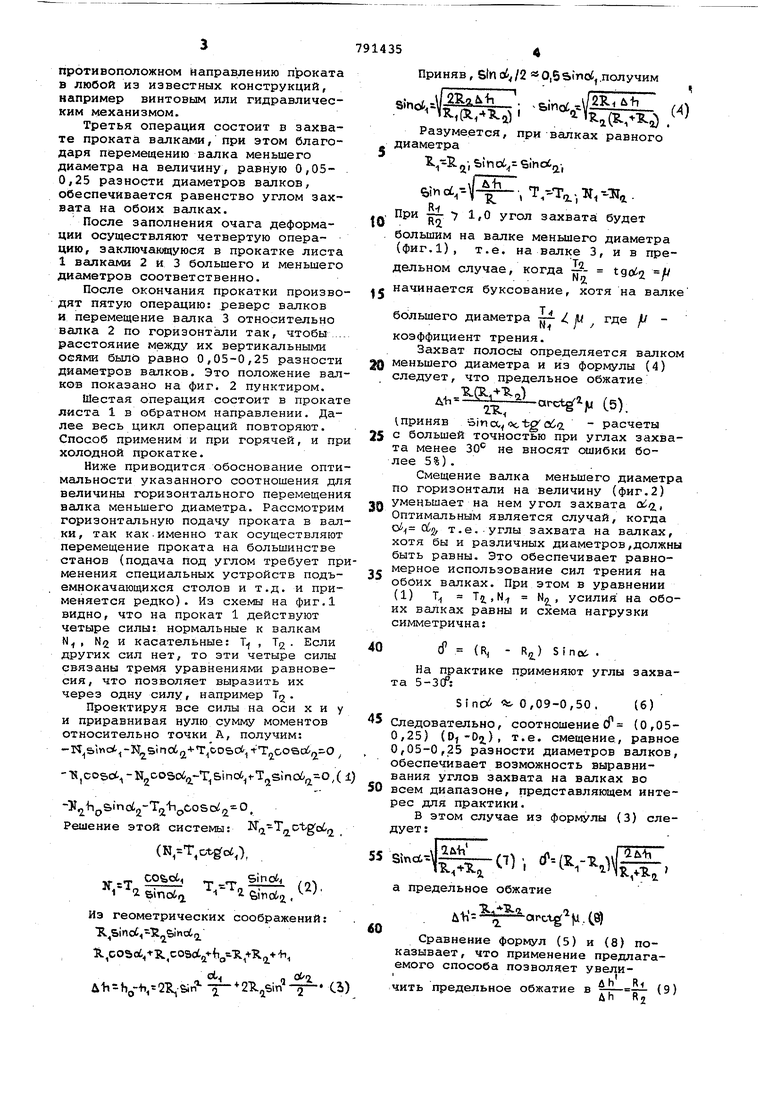
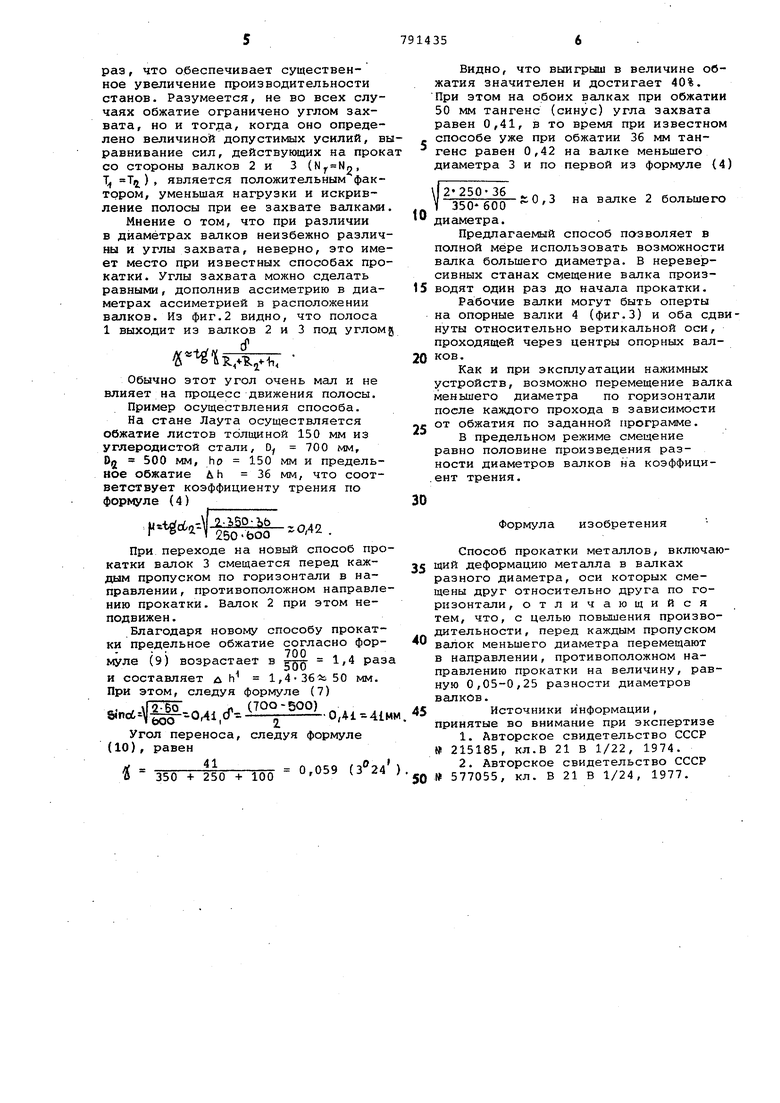
На фиг. 1 изображена схема подачи проката в валки без смещения; на фиг, 2 - то же, по предлагаемому способу; иа фиг, 3 - расположение рабочих валков в клети кварто.
Способ осуществляют следукяцим образом.
Первая операция заключается в подаче проката 1 к валкам. Как правило, металл полают горизонтально с помощью рольгангов или предыдущей клети непрерывного стана.
Вторая операция состоит в перемещении валка с меньшим диаметром на величину, равную 0,05-0,25 разности диаметров валков. Это перемещение осуществляют в направлении,
противоположном направлению проката в любой из известных конструкций, например винтовым или гидравлическим механизмом.
Третья операция состоит в захвате проката валками, при этом благодаря перемещению валка меньшего диаметра на величину, равную 0,05- . 0,25 разности диаметров валков, обеспечивается равенство углом захвата на обоих валках.
После заполнения очага деформации осуществляют четвертую операцию, заключающуюся в прокатке листа 1 валкамк 2 и 3 большего и меньшего диаметров соответственно.
После окончания прокатки производят пятую операцию: реверс валков и перемещение валка 3 относительно
валка 2 по горизонтали так, чтобы
расстояние между их вертикальными осями бьшо равно 0,05-0,25 разности диаметров валков. Это положение валков показано на фиг. 2 пунктиром.
Шестая операция состоит в прокате листа 1 в обратном направлении. Далее весь цикл операций повторяют. Способ применим и при горячей, и при холодной прокатке.
Ниже приводится обоснование оптимальности указанного соотношения для величины горизонтального перемещения валка меньшего диаметра. Рассмотрим горизонтальную подачу проката в валки , так как.именно так осуществляют перемещение проката на большинстве станов {подача под углом требует применения специальных устройств подъемнокачающихся столов и т.д. и применяется редко). Из схемы на фиг.1 видно, что на прокат 1 действуют четыре силы: нормальные к валкам N , tifi н касательные: Т , Тг . Если других сил нет, то эти четыре силы связаны тремя уравнениями равновесия, что позволяет выразить их через одну силу, например Т.
Проектируя все силы на оси х и у и приравнивая нулю сумму моментов относительно точки А, получим: -N &ir a -N Sino62- -Tr COSOt,t T OOSo6,
-N,cosot -N200So6 -T Sino6 i-T,jSinoi 0,(
-JS &ncLy-T - coBoi O Решение этой системы: . (N,T,o-tgod,),
v-T т-Т ° /0 r asinoia ЫпобгЛ
Из геометрических соображений: R Sinoi -S Sinoi
11,00506 «lL,coSci,.:R.+R2.hi
uh , Ci
Приняв, Stn « 0,5 Sinoi,.пол учим
.4
211-1 & in
Sinot t :
Sincjt,,
И)
R,(x,,,)
Разумеется, при валках равного f диаметра
. ,1 5ino6 SinoC,.
c,in otr-f, T,--T,2.. -N, --ЗГс, .
o угол захвата; будет большим на валке меньшего диаметра (фиг.1), т.е. на валке 3, и в предельном случае, когда - С начинается буксование, хотя на валке
Т4
, jU где // большего диаметра
коэффициент трения.
Захват полосы определяется валком 0 меньшего диаметра и из формулы (4) следует, что предельное обжатие
д..а (5).
I приняв Sincc ocfcgcii-2. расчеты 5 с большей точностью при углах захвата менее не вносят ошибки более 5%) .
Смещение валка меньшего диаметра по горизонтали на величину (фиг.2) д уменьшает на нем угол захвата , Оптимальным является случай, когда о , т.е. -углы захвата на валках, хотя бы и различных диаметров,должны быть равны. Это обеспечивает равномерное использование сил трения на
обоих валках. При этом в уравнении
(1) Т TI.N N5
усилия на обоих валках равны и схема нагрузки
симметрична:
if (R - Rn) Si
noi
На практике применяют углы захвата 5-ЗСР:
Sino6 :- 0,09-0,50. (6)
Следовательно, соотношение сГ (0,050,25) (0|-02.), т.е. смещение, равное 0,05-0,25 разности диаметров валков, обеспечивает возможность выравнивания углов захвата на валках во
всем диапазоне, представляющем интерес для практики.
В этом случае из формулы (3) следует:
--iSr v,i,
а предельное обжатие
- . arct.Ce
Сравнение формул (5) и (8) показывает, что применение предлагаемого способа позволяет увеличить предельное обжатие в (9)
Д п К ч
раз, что обеспечивает существенное увеличение производительности станов. Разумеется, не во всех случаях обжатие ограничено углом захвата, но и тогда, когда оно определено величиной допустимых усилий, выравнивание сил, действующих на прока со стороны валков 2 и 3 (Nj. Nn, Т, 7 ) , является положительным фактором, уменьшая нагрузки и искривление полосы при ее захвате валками
Мнение о том, что при различии в диаметрах валков неизбежно различны и углы захвата, неверно, это имеет место при известных способах прокатки. Углы захвата можно сделать равными, дополнив ассиметрию в диаметрах ассиметрией в расположении валков. Из фиг.2 видно, что полоса 1 выходит иэ валков 2 и 3 под углом
4iT :
Обычно этот угол очень мал и не влияет на процесс движения полосы.
Пример осуществления способа.
На стане Лаута осуществляется обжатие листов толщиной 150 мм из углеродистой стали, 0 700 мм, Djj 500 мм, ha 150 мм и предельное обжатие дh 36 мм, что соответствует коэффициенту трения по формуле (4)
.. u tdc6 - P 5°-bb .049 г ч у 250-ьоо
При переходе на новый способ прокатки валок 3 смещается перед каждым пропуском по горизонтали в направлении , противоположном направлению прокатки. Валок 2 при этом неподвижен.
Благодаря новому способу прокатки предельное обжатие согласно формуле (9) возрастает в 1,4 раза
и составляет д h 1,436Si 50 мм. При этом, следуя формуле (7)
,.o,4i-4i
Угол переноса, следуя формуле (10), равен
41
0,059 (
«
350 + 250 + 100
Видно, что выигрыш в величине обжатия значителен и достигает 40%. При этом на обоих валках при обжатии 50 мм тангенс (синус) угла захвата равен 0,41, в то время при известном способе уже при обжатии 36 мм тангенс равен 0,42 на валке меньшего диаметра 3 и по первой из формуле (4)
V 350 600 « Q 3 валке 2 большего
10 диаметра.
Предлагаемый способ пазволяет в полной мере использовать возможности валка большего диаметра. В нереверсивных станах смещение валка производят один раз до начала прокатки.
Рабочие валки могут быть оперты на опорные валки 4 (фиг.З) и оба сдвнуты относительно вертикальной оси, проходящей через центры опорных валков.
Как и при эксплуатации нажимных устройств, возможно перемещение валк меньшего диаметра по горизонтали после каждого прохода в зависимости 25 от обжатия по заданной программе.
В предельном режиме смещение равно половине произведения разности диаметров валков на коэффици.ент трения.
30
Формула изобретения
Способ прокатки металлов, включаю35 Щий деформацию металла в валках разного диаметра, оси которых смещены друг относительно друга по горизонтали, отличающийся тем, что, с целью повышения производительности, перед каждым пропуском валок меньшего диаметра перемещают в направлении, противоположном направлению прокатки на величину, равную 0,05-0,25 разности диаметров валков. 45 Источники информации ,
принятые во внимание при экспертизе
, . .
, ... f
791435
«z.-f
Фиг.
