1
Изобретение относится к области порошковой металлургии в частности к пресс-формам для прессования порошков .
Известна пресс-форма для прессования порошков, включающая матрицу,. пуансон, стерукни, неподвижную и съемную подставки 1.
К недостаткам данной пресс-формы относится низкая долговечность.
Наиболее близкой к предложенной по технической сущности и достигаемo y эффекту является пресс-форма для прессования порошков, включающая матрицу, пуансон, стержень, закрепленный в промежуточном кольце, распрессовочное кольцо и выталкиватель. При этом выталкиватель выполнен в виде центрального стержня 2.
К педостатксЦ11 данной пресс-формы относятся ее низкие надежность и долговечность, обусловленные разрушением стержней в процессе выталкивания изделий.
Предложенная пресс-форма отличается от известной тем, что с целью повышения ее надежности и долговечности выталкиватель выполнен в виде трубы,охватывающей матрицу, при этом промежуточное кольцо и труба выполнены с сопрягающимися выступами и впадинами.
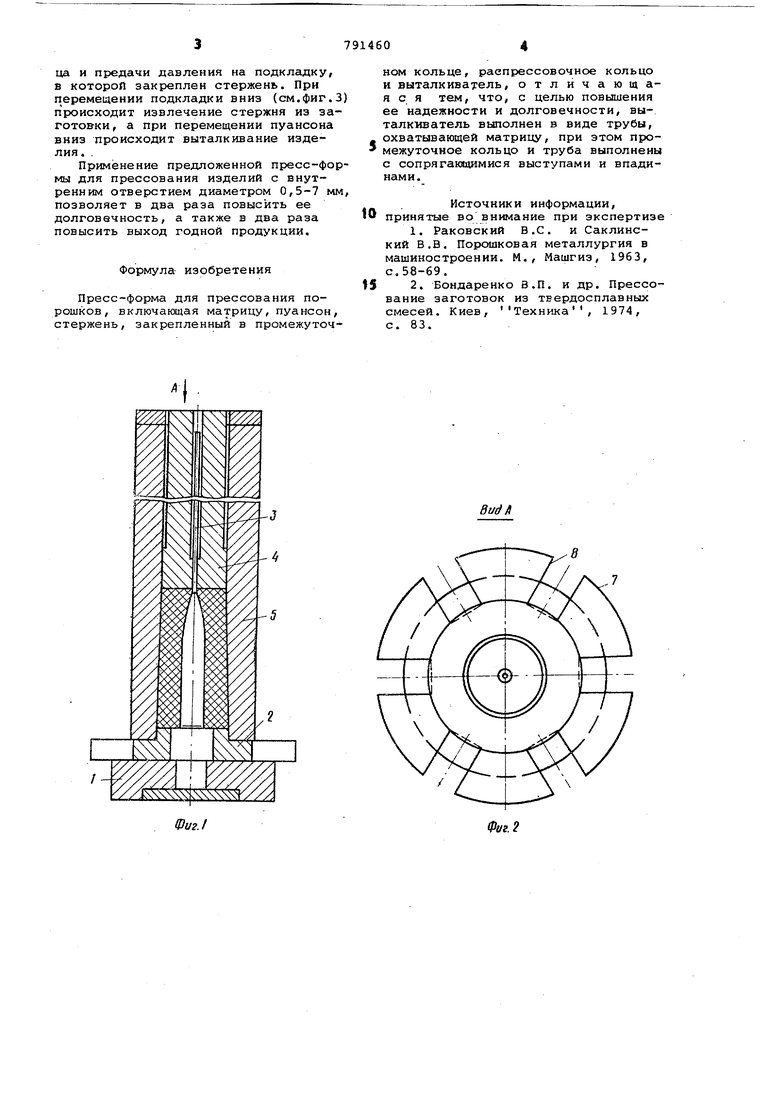
На фиг.1 показана схема в момент прессования; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - схема пресс-формы в момент выталкивания изделия; на фиг.4 - сечение Б-Б на фиг.3.
10
Пресс-форма состоит из подкладки 1, промежуточного кольца 2, стержня 3, пуансона 4, матрицы 5, выталкивателя 6, выполненного ,в виде трубы, охватывающей матрицу, и снабженного
tS выступами и пазами 7, сопрягающимися с соответствующими .пазами и выступами 8, выполненными в промежуточном кольце 2, и распрессовочного а кольца 9. Стержень 3 формирует внут20 реннее, отверстие в прессуемом изделии.
Работа пресс-формы происходит следующим образом.
В полость матрица после -сборки
25 пресс-формы засыпают дозу порошка, . устанавливают пуансон 4 и производят прессование порошка. Выталкивание .спрессованного изделия производят путем размещения выступов выталкивателя в пазах промежуточного кольца и предачи давления на подкладку, в которой закреплен стержень. При перемещении подкладки вниз (см.фиг.3) происходит извлечение стержня из заготовки, а при перемещении пуансона вниз происходит выталкивание изделия. .
Применение предложенной пресс-формы для прессования изделий с внутренним отверстием диаметром 0,5-7 мм, позволяет в два раза повысить ее долговечность, а также в два раза повысить выход годной продукции.
Формула изобретения
Пресс-форма для прессования порошков, включаквдая матрицу, пуансон, стержень, закрепленный в промежуточHCW кольце, раепрессовочное кольцо и выталкиватель, отличающаяся тем, что, с целью повышения ее надежности и долговечности, выталкиватель выполнен в виде трубы, охватывающей матрицу, при этом промежуточное кольцо и труба выполнены с сопрягающимися выступами и впадинами.
Источники информации, to принятые во внимание при экспертизе
1. Раковский B.C. и Саклинский В.В. Порошковая металлургия в машиностроении. М., Машгиз, 1963, с.58-69.
152. Бондаренко В.П. и др. Прессование заготовок из твердосплавных смесей. Киев, Техника, 1974, с. 83.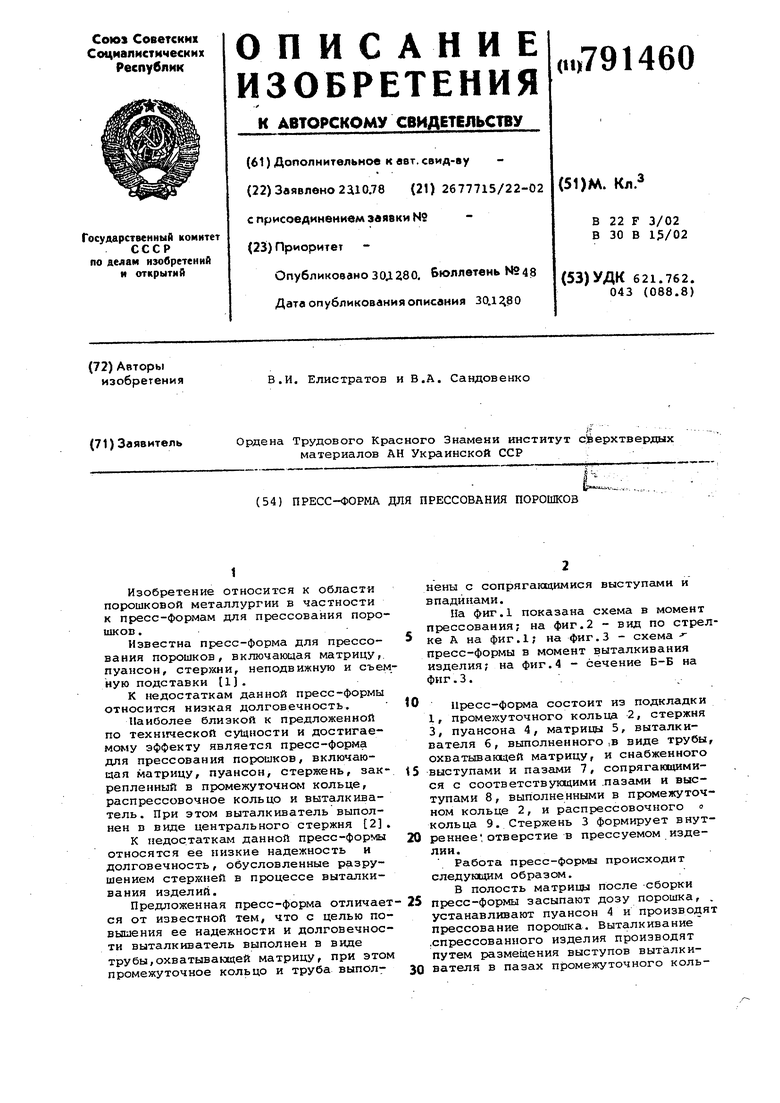
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования порошков | 1982 |
|
SU1074656A1 |
| Пресс-форма | 1986 |
|
SU1329912A1 |
| Пресс-форма | 1988 |
|
SU1509180A2 |
| Пресс-форма для формования изделий из порошка | 1989 |
|
SU1673270A1 |
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1252048A1 |
| Пресс-форма для прессования длинномерных изделий из металлического порошка | 1982 |
|
SU1090498A1 |
| Пресс-форма для прессования порошков | 1986 |
|
SU1359075A2 |
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |
| Пресс-форма для прессования длинномерных изделий | 1986 |
|
SU1366290A2 |
| Пресс-форма для прессования изделий из порошка | 1982 |
|
SU1080929A1 |
Bud К
8
L.
