15
Изобретение относится к порошковой металлургии, в частности к пресс- формам для прессования порошков, и является усовершенствованием авт.св. № 79U60.5
Цель изобретения - расширение технологических возможностей пресс- формы за счет прессования заготовок с несколькими осевьии отверстиями,
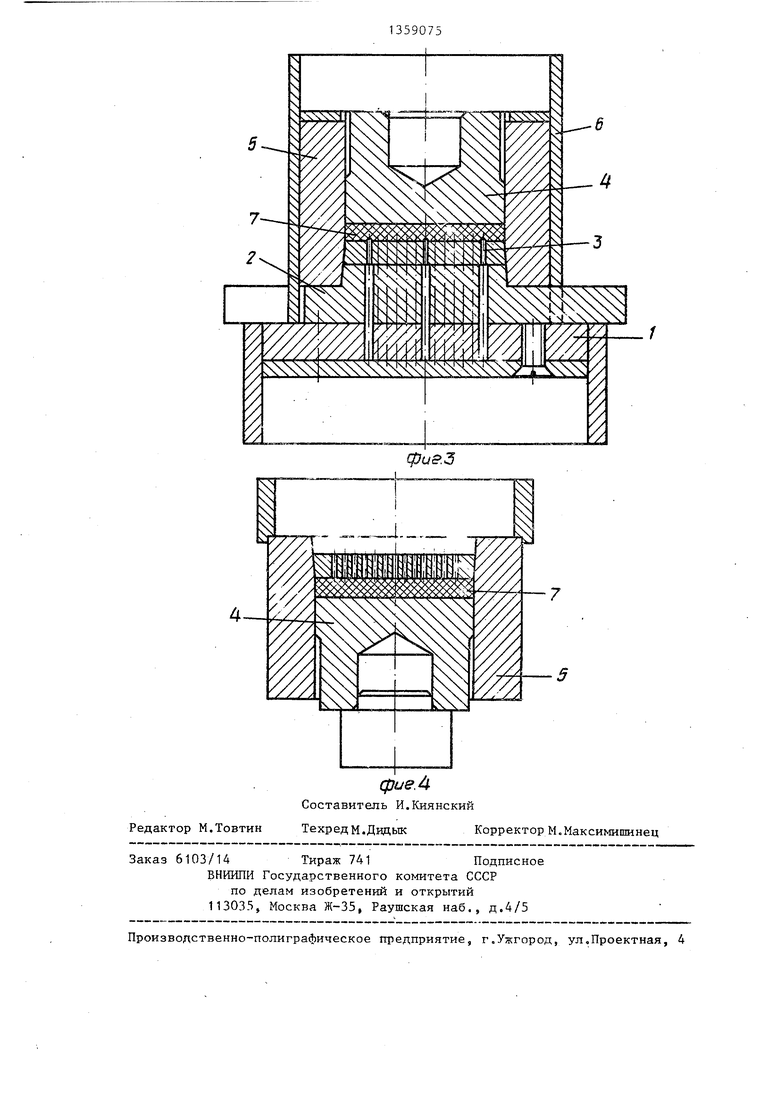
На фиг,1 показана схема пресс- О формы, вид спереди; на фиг.2 - то же, со снятыми пуансоном и прокладкой, план; на фиг.З - пресс-форма при извлечении стержней из заготовки, вид спереди; на фиг.4 - то же, при извлечении заготовки.
Пресс-форма для прессования порошков состоит из подкладки 1, промежуточного кольца 2, в которых крепятся стержни 3, пуансона 4, установ- 20 ленного соосно матрице 5, Выталкиватель б выполнен в виде трубы, охватывающей матрицу пресс-формы. Межу пуансоном 4 и порошком перед пресованием устанавливают технологичес- 25 ую упругую прокладку 7, вьшолненную,. например, из полиуре ана. Высота стержней в пресс-форме равна высоте спрессованного изделия плюс 1,5-2 мм (для их захода в упругую прокладку 7 30 в конечный момент прессования),
Пресс-форма работает следующим образом,
В полость матрицы 5 после установки в ней подкладки 1 и промежуточного 35 кольца 2 со стержнями 3 загружают прессуемый порошок, После тщательного разравнивания порошка под нижний торец пуансона 4 (на поверхность порошка) устанавливают упругую прок- 40 ладку 7, В процессе прессования стержни 3 проходят через массу прессуе
мого порошка;, а их концы вступают в контакт с упругой прокладкой 7 в конечный момент прессования, в результате чего в прессуемом изделии формуются осевые отверстия и фиксируются стержни 3. При этом толщина упругой прокладки 7 в сжатом состоянии должна превьш1ать величину стержней над поверхностью изделия.
В связи с тем, что в данной пресс- форме обеспечивается возможность качественного распределения порошка по объему полости, а также в связи с исключением необходимости изготовления направляющих отверстий под стержни в пуансоне, повышается качество спрессованных и надежность пресс-формы в работе, т.е. расширяются технологические возможности оборудования при изготовлении изделий с осевыми отверстиями, в частности при изготовлении твердосплавных многоручьевых фильер.
Формула изобретения
1.Пресс-форма для прессования порошков по авт.св. № 791460, о т- личаюЩаяся тем, что, с целью расширения технологических возможностей за счет прессования заготовок с несколькими осевыми отверстиями, она снабжена дополнительными стержнями и упругой прокладкой, установленной под нижним торцом пуансона с возможностью взаимодействия с концами стержней в конечный момент прессования.
2,Пресс-форма по n.l, отличающаяся тем, что прокладка вьшолнена из полиуретана.
,
(ffiJf-Z
Редактор М.Товтин
фиеЛ
Составитель И.Киянский Техред М.Двдык
Заказ 6103/14 Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная, 4
Корректор М.Максимипзинец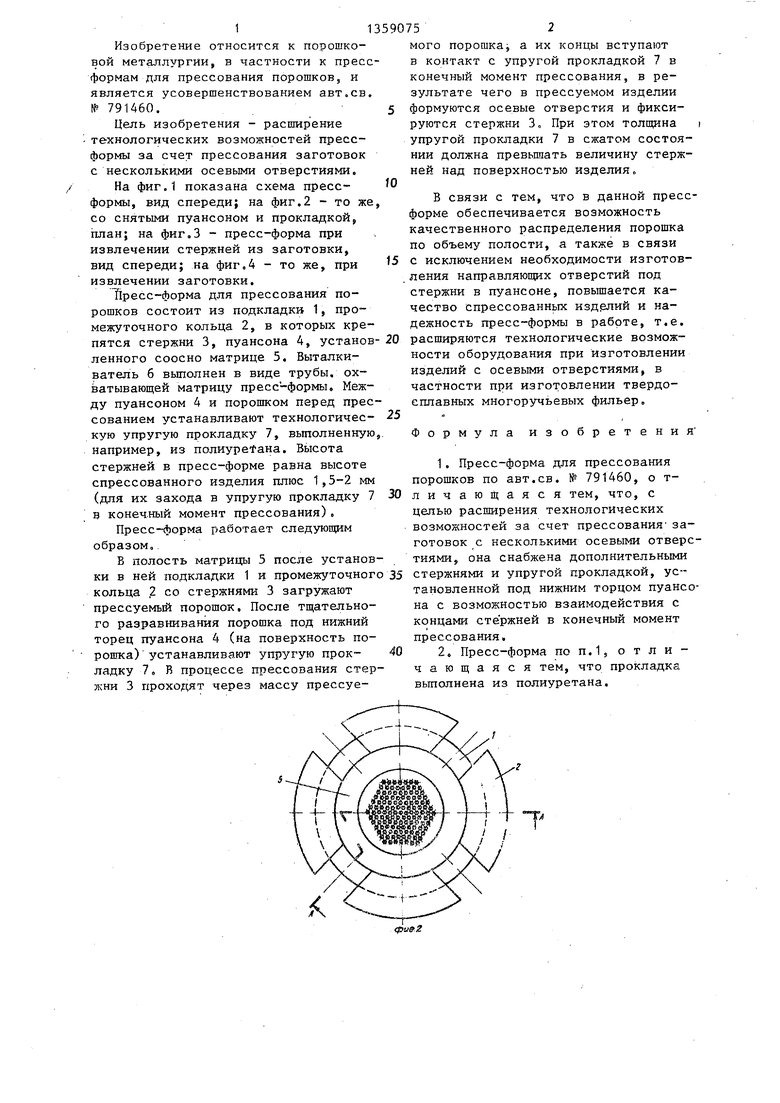
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования порошков | 1978 |
|
SU791460A1 |
| Устройство для прессования изделий из металлического порошка | 1990 |
|
SU1764816A2 |
| Способ распрессовки прессованных изделий с отверстиями | 1990 |
|
SU1715494A1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| Пресс-форма для формования металлического порошка | 1986 |
|
SU1359074A1 |
| Способ прессования изделий сложного профиля с плоскопараллельными боковыми сторонами | 1984 |
|
SU1158291A1 |
| Пресс-форма для прессования сложнопрофильных фасонных изделий | 1987 |
|
SU1437146A1 |
| Пресс-форма | 1988 |
|
SU1509180A2 |
| Пресс-форма для прессования порошков | 1982 |
|
SU1074656A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
Изобретение относится к пресс- формам для прессования порошков. Цель - расширение технологических возможностей пресс-формы за счет прессования заготовок с несколькими осевыми отверстиями. В полость матрицы 5 после установки в ней подкладки 1 и промежуточного кольца 2 со стержнями 3 -загружают прессуемьпЧ порошок. После тщательного разравнивания порошка под нижний торец пуансона 4 (на поверхность порошка) устанавливают упругую прокладку-7. В процессе прессования стержни 3 проходят через массу прессуемого порошка, а их концы контактируют с упругой прокладкой 7 в конечный момент прессования, в результате чего в прессуемом изделии формуются осевые отверстия и фиксируются стержни 3. Толщина упругой прокладки 7 в сжатом состоянии должна превыБ1ать величину выступа стержней над поверхностью изделия. Упругая прокладка может быть выполнена из полиуретана. 1 з,п, ф-лы, 4 ил. (О 2 cpual
| Пресс-форма для прессования порошков | 1978 |
|
SU791460A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
