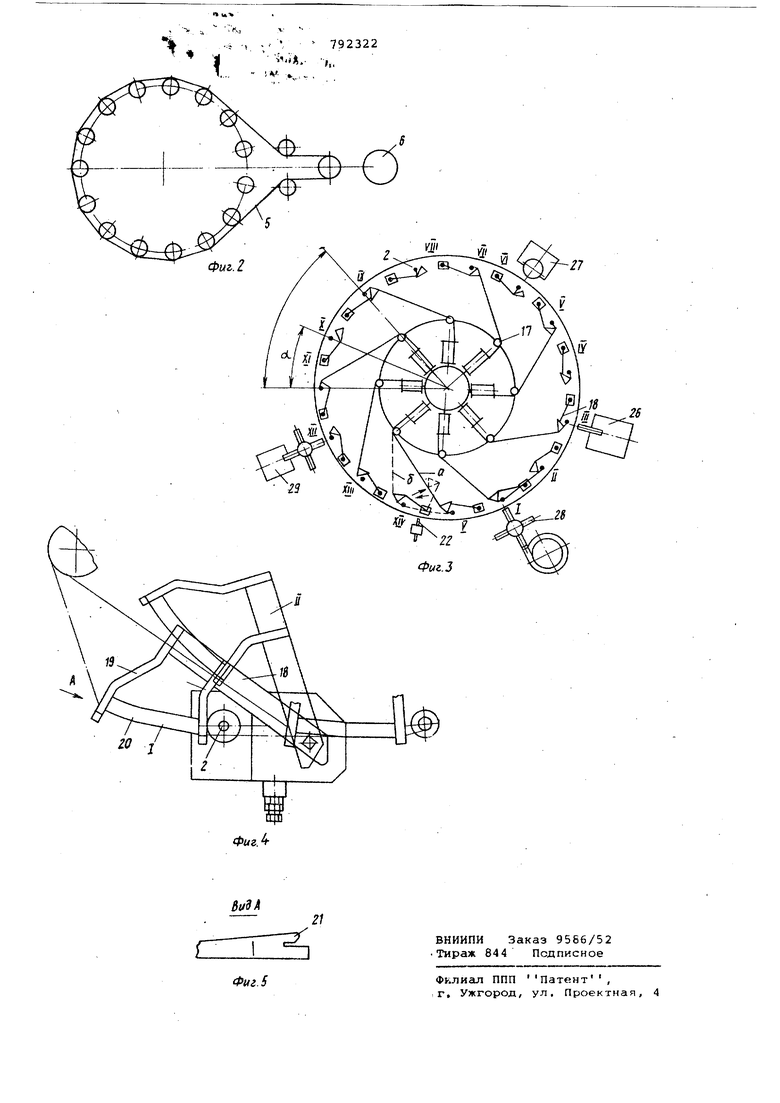
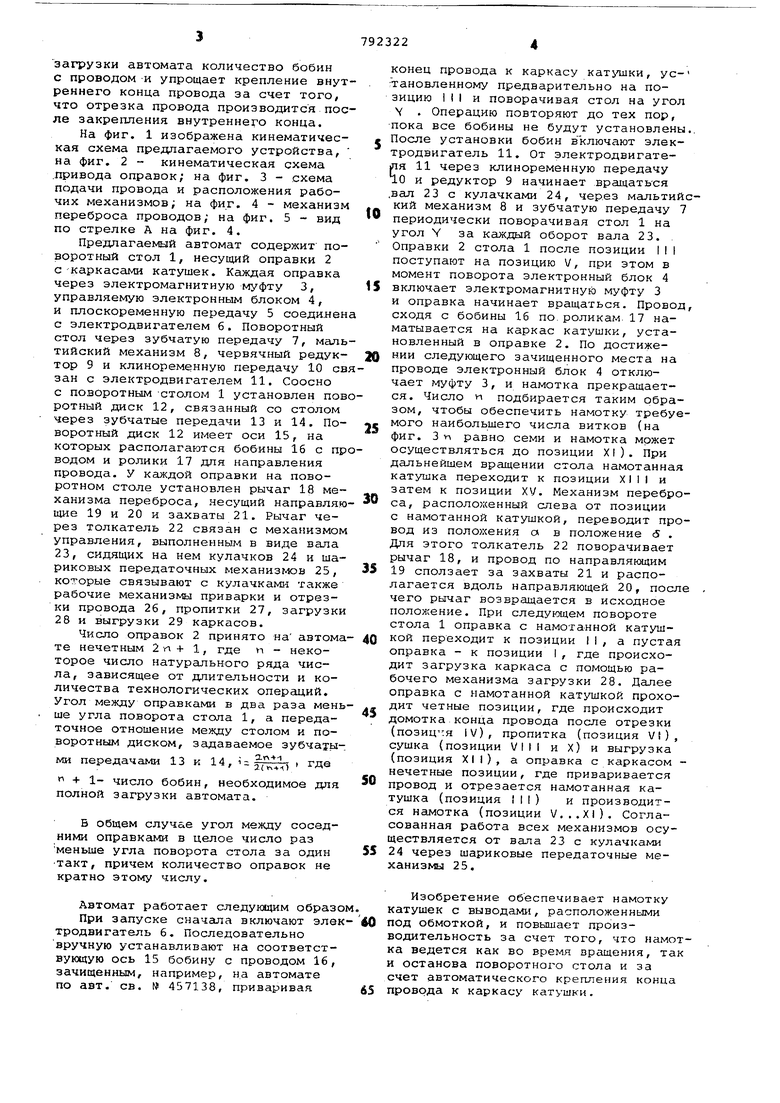
загрузки автомата количество бобин с проводом и упрощает крепление внут реннего конца провода за счет того, что отрезка провода производится пос ле закрепления внутреннего конца. На фиг. 1 изображена кинематическая схема предлагаемого устройства, на фиг. 2 кинематическая схема .привода оправок; на фиг. 3 - схема подачи провода и расположения рабочих механизмов; на фиг. 4 - механизм переброса проводов; на фиг. 5 - вид по стрелке А на фиг. 4. Предлагаемый автомат содержит поворотный стол 1, несущий оправки 2 с каркасами катушек. Каждая оправка через электромагнитную муфту 3, управляемую электронным блоком 4, и плоскоременную передачу 5 соединен с электродвигателем 6. Поворотный стол через зубчатую передачу 7, маль тийский механизм 8, червячный редуктор 9 и клиноременную передачу 10 св зан с электродвигателем 11. Соосно с поворотным СТОЛОМ 1 установлен пов ротный диск 12, связанный со столом через зубчатые передачи 13 и 14. Поворотный диск 12 имеет оси 15, на которых располагаются бобины 16 с пр водом и ролики 17 для направления провода. У каждой оправки на поворотном столе установлен рычаг 18 механизма переброса, несущий направляю щие 19 и 20 и захваты 21. Рычаг через толкатель 22 связан с механизмом управления, выполненным в виде вала 23, сидящих на нем кулачков 24 и ша риковых передаточных механизмов 25, которые связывают с кулачками также рабочие механизмы приварки и отрезки провода 26, пропитки 27, загрузк 28 и выгрузки 29 каркасов. Число оправок 2 принято на автом те нечетным 2п + 1, где vi - некоторое число натурального ряда числа, зависящее от длительности и количества технологических опергщий. Угол между оправками в два раза мен ше угла поворота стола 1, а передаточное отношение между столом и поворотным диском, задаваемое зубчауы ми передачами 13 и 14, где + 1- число бобин, необходимое для полной загрузки автомата. Б общем случае угол между соседними оправками в целое число раз меньше угла поворота стола за один такт, причем количество оправок не кратно этому числу. Автомат работает следующим образ При запуске сначала включают эле тродвигатель 6. Последовательно вручную устанавливают на соответствующую ось 15 бобину с проводом 16, зачищенным, например, на автомате по авт. св. № 457138, приваривая онец провода к каркасу , усановленному предварительно на поицию 1II и поворачивая стол на угол V . Операцию повторяют до тех пор, ока все бобины не будут установлены.. осле установки бобин выключают элекродвигатель 11. От электродвигатея 11 через клиноременную передачу О и редуктор 9 начинает вращаться ал 23 с кулачками 24, через мальтийский механизм 8 и зубчатую передачу 7 периодически поворачивая стол 1 на угол Y за каждый оборот вала 23. . Оправки 2 стола 1 после позиции III поступают на позицию V, при этом в момент поворота электронный блок 4 включает электромагнитную муфту 3 и оправка начинает вращаться. Провод, сходя с бобины 16 по.роликам 17 наматывается на каркас катушки, установленный в оправке 2. По достижении следующего зачищенного места на проводе электронный блок 4 отключает муфту 3, и намотка прекращается. Число и подбирается таким образом, чтобы обеспечить намотку требуемого наибольшего числа витков (на фиг. 3 VI равно семи и намотка может осуществляться до позиции XI). При дальнейшем вращении стола намотанная катушка переходит к позиции XIII и затем к позиции XV. Механизм переброса, расположенный слева от позиции с намотанной катушкой, переводит провод из положения а в положение 5 . Для этого толкатель 22 поворачивает рычаг 18, и провод по направляющим 19 сползает за захваты 21 и располагается вдоль направляющей 20, после чего рычаг возвращается в исходное положение. При следующем повороте стола 1 оправка с намотанной катушкой переходит к позиции II, а пустая оправка - к позиции I, где происходит загрузка каркаса с помощью рабочего механизма загрузки 28. Далее оправка с намотанной катушкой проходит четные позиции, где происходит домотка конца провода после отрезки (позицтя IV), пропитка (позиция V), сушка (позиции VIII и Х) и выгрузка (позиция XI|), а оправка с каркасом нечетные позиции, где приваривается провод и отрезается намотанная катушка (позиция ill) и производится намотка (позиции V...XI). Согласованная работа всех механизмов осуществляется от вала 23 с кулачками 24 через шариковые передаточные механизмы 25. Изобретение обеспечивает намотку катушек с выводами, расположенными под обмоткой, и повьшдает производительность за счет того, что намотка ведется как во время вращения, так и останова поворотного стола и за счет автоматического крепления конца провода к каркасу катушки.
Формула изобретения
Автомат для изготовления электрических катушек, содержащий поворотный стол, несу1аий оправки для каркасов катушек, и привод поворотного стола с механизмом управления, о тличающийся тем, что, с Целью повышения производительности, он содержит поворотный диск с механизмами для размещения бобин с проводом, установленнЕлм соосно поворотному столу и кинематически связанным с ним,, и механизма переброса провода.
каждый из которых выполнен в виде поворотного рычага с направляющими элементами и захватом, установленные на поворотном столе к-жду оправками/ а оправки снабжены приводами их г вращения.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 0 № 415739, кл. Н 01 F 41/04, 1974.
2.Авторское свидетельство СССР № 474859, кл. Н 01 F 41/04, 1975.
фиг.1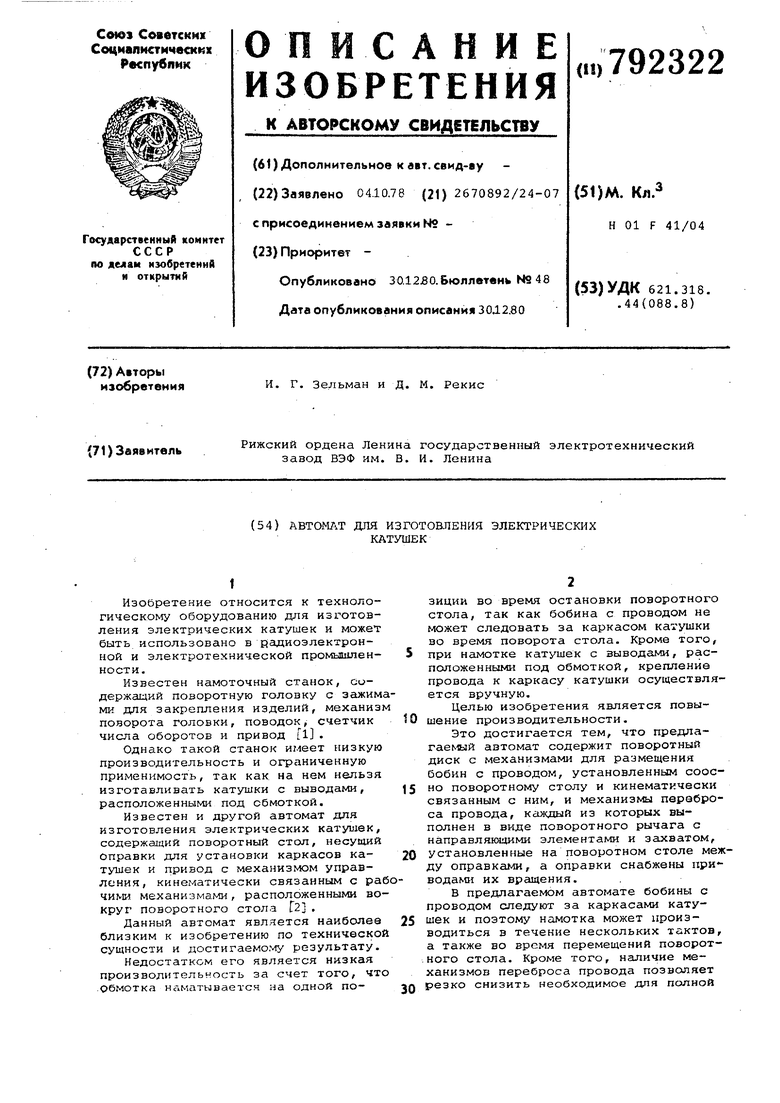

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Автомат изготовления электрических катушек | 1987 |
|
SU1573478A1 |
| Полуавтоматическое устройство для сборки подвижной системы громкоговорителей | 1970 |
|
SU376036A1 |
| Автомат для изготовления электрических катушек | 1981 |
|
SU1023419A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ СЕРИЕСНЫХ | 1973 |
|
SU388307A1 |
| Станок для автоматической намотки электрических катушек | 1972 |
|
SU546025A1 |
| Устройство для намотки электрических катушек | 1975 |
|
SU550693A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Автомат для изготовления электрических катушек | 1980 |
|
SU892491A1 |