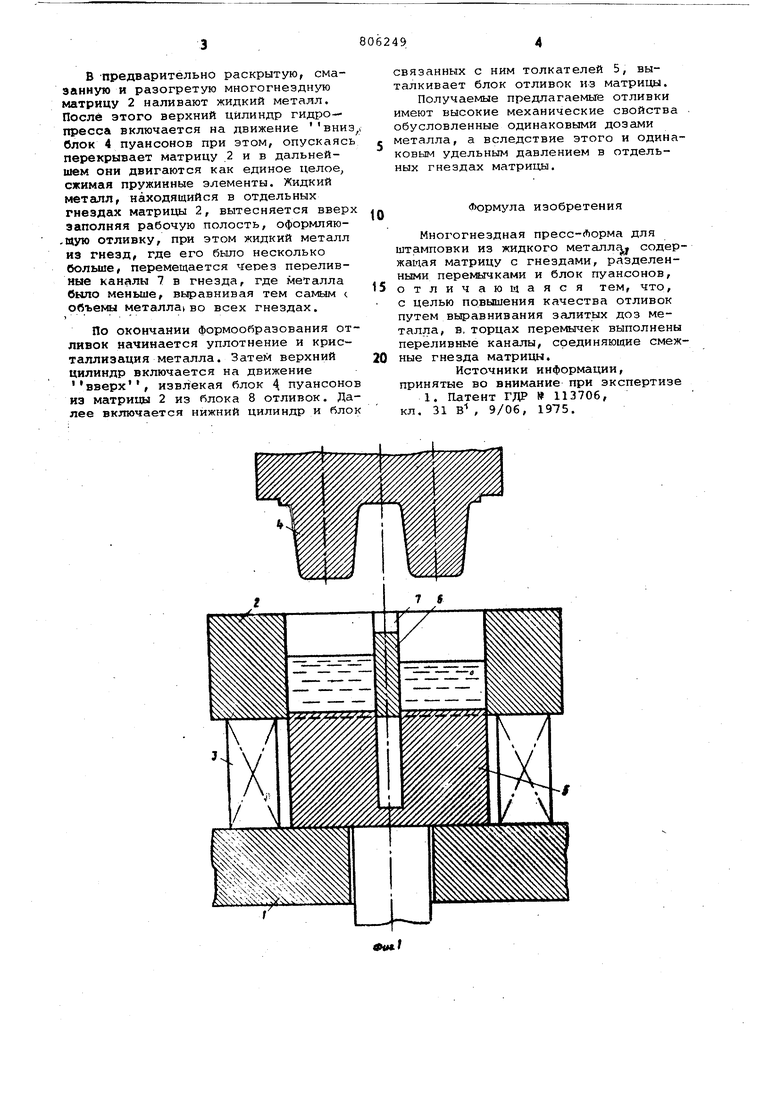
Изобретение относится к литейном производству, в частности к ытампов ке из жидкого металла. Известна металличес1 ая многогнез ая форма цельная или составная для жидкой штамповки поршней двигателей внутреннего сгорания. Форма состосят из многогнездной матрицы с гнездами и блока пуансонов, а вставки . оформляют дно матрицы. Гнезда отделены друг от друга перемычками и не сообщаются друг с другом. В раск рытую матрицу наливают порции жидкого металла в отдельные гнезда, и, опускающиеся пуансоны производят формообразование и прессование отли вок. После выдержки под давлением пуансоны поднимаются и отливки извлекаются из матрицы 1. Недостатком этого устройства является необходимость очень точной дозировки, ошибки которой резко, отражаются на качестве отдельных отли вок. Если ошибки дозировки жидкого металла в отдельных гнездах матрицы превышают величину объемной усадки сплава, то годная деталь получится лишь в одном гнезде, а в других не будет даже формы детали. В случае же, когда ошибка дозировки меньше или равна объемной усадке сплава, форма детали будет во всех гнездах, но опять-таки Качественной может получиться лишь одна отливка в гнезде, где металла было налито больше чем в других. Цель изобретения - повышение качества отливок путем выравнивания залитых доз металла. Эта цель достигается тем, что в известной пресс-форме, содержащей матрицу с гнездами, разделенными перемычкамиJ иблок .пуансонов, в торцах перемычек выполнены переливные каналы, соединяющие смежные гнезда матрицы На фиг. 1 показана пресс-форма в исходном положении; на фиг. 2 - то же, в рабочем положении. Пресс-форма содержит неподвижную плиту 1, закрепленную на станине гидравлического пресса, многогнеэдную матрицу 2, установленную на пли-. те 1, с помощью пружинных элементов 3, блок 4 пуансонов. Снизу в гнезда матрицы входят толкатели 5. В торцах перемычек б выполнены переливные каналы 7. Пресс-форма работает следующим образом.
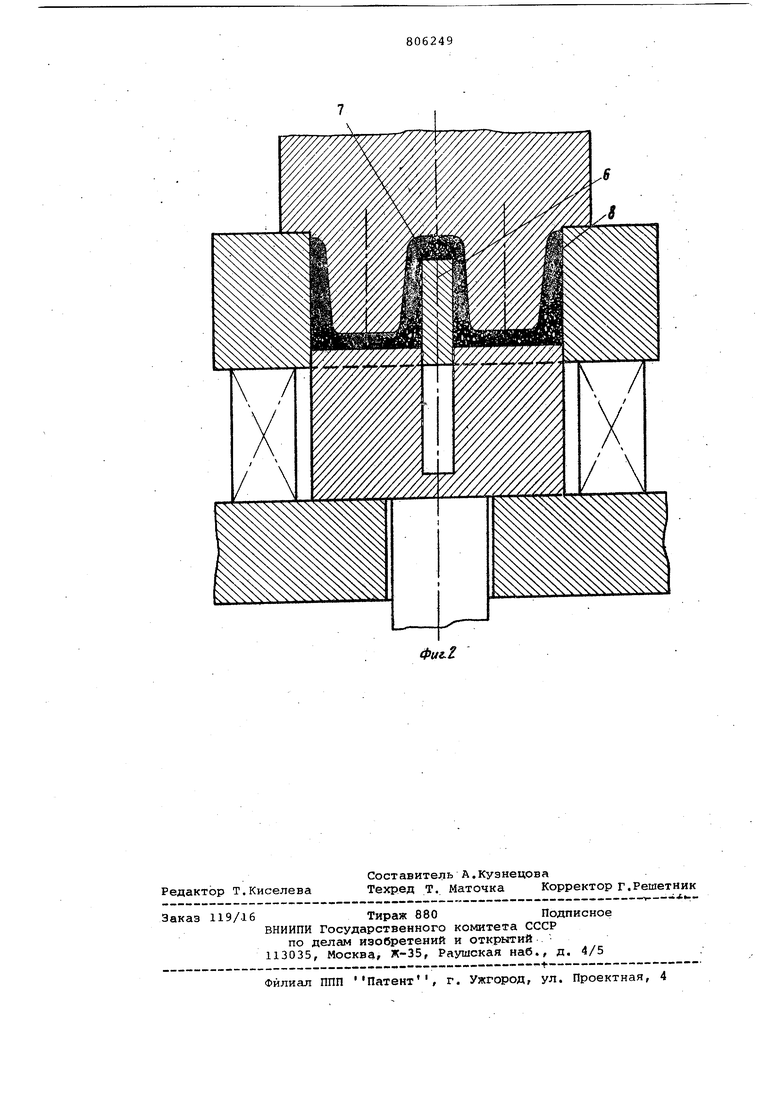
В Предварительно раскрытую, смазанную и разогретую многогнеэдную матрицу 2 наливают жидкий металл. После этого верхний цилиндр гидропресса включается на движение вниз влек 4 пуансонов при этом, опускаясь перекрывает матрицу 2 и в дальнейшем они двигаются как единое целое, сжимая пружинные элементы. Жидкий металл, находящийся в отдельных гнездах матрицы 2, вытесняется вверх заполняя рабочую полость, оформляю-щую отливку, при этом жидкий металл из гнезд, где его было несколько больше, перемещается через переливные каналы 7 в гнезда, где металла было меньше, выравнивая тем самым объемы металла1 во всех гнездах.
По окончании формообразования отливок начинается уплотнение и кристаллизация металла. Затей верхний цилиндр включается на движение вверх, извлекая блок 4 пуансонов из матрицы 2 из блока 8 отливок. Далее включается нижний цилиндр и блок
связанных с ним толкателей 5, выталкивает блок отливок из матрицы. Получаемые предлагаемые отливки имеют высокие механические свойства обусловленные одинаковыми дозами металла, а вследствие этого и одинаковым удельным давлением в отдельных гнездах матрицы.
Формула изобретения
Многогнездная пресс-Лорма для штамповки из жидкого металлг содержащая матрицу с гнездами, разделенными перекичками и блок пуансонов, отличающаяся тем, что, с целью повышения качества отливок путем вь1)авнивания залитых доз металла, в, торцах перемычек выполнены переливные каналы, соединяющие смежные гнезда матрицы.
Источники информации, принятые во внимание при экспертизе
1. Патент ГДР № 113706, кл. 31 В , 9/06, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоместная пресс-форма для жидкой штамповки | 1983 |
|
SU1122414A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| Пресс-форма для штамповки из жидкого металла | 1978 |
|
SU789232A1 |
| СПОСОБ ШТАМПОВКИ ЖИДКОГО МЕТАЛЛА | 1991 |
|
RU2026145C1 |
| Пресс-форма для штамповки из жидкого металла | 1979 |
|
SU954167A1 |
| Форма с вертикальной плоскостьюРАз'ЕМА для шТАМпОВКи жидКОгО МЕТАллА | 1979 |
|
SU821052A1 |
| Пресс-форма | 1979 |
|
SU854577A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 1990 |
|
RU2007264C1 |
| Пресс-форма для жидкой штамповки полых отливок | 1983 |
|
SU1133027A1 |