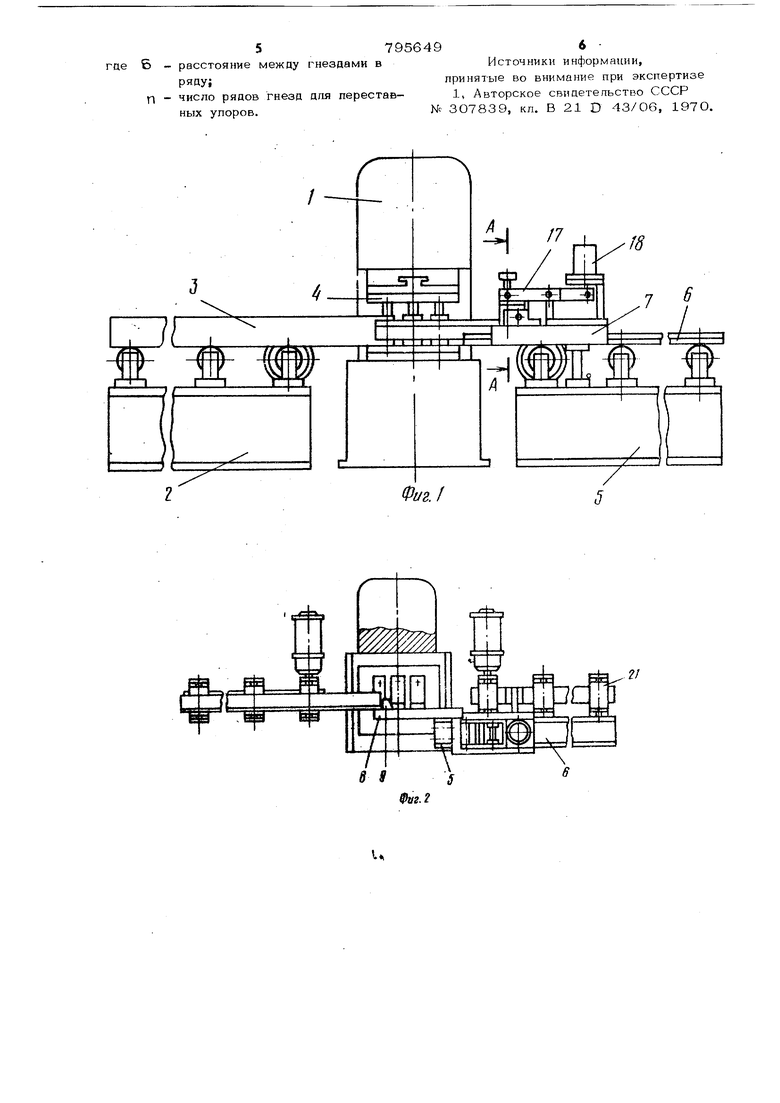
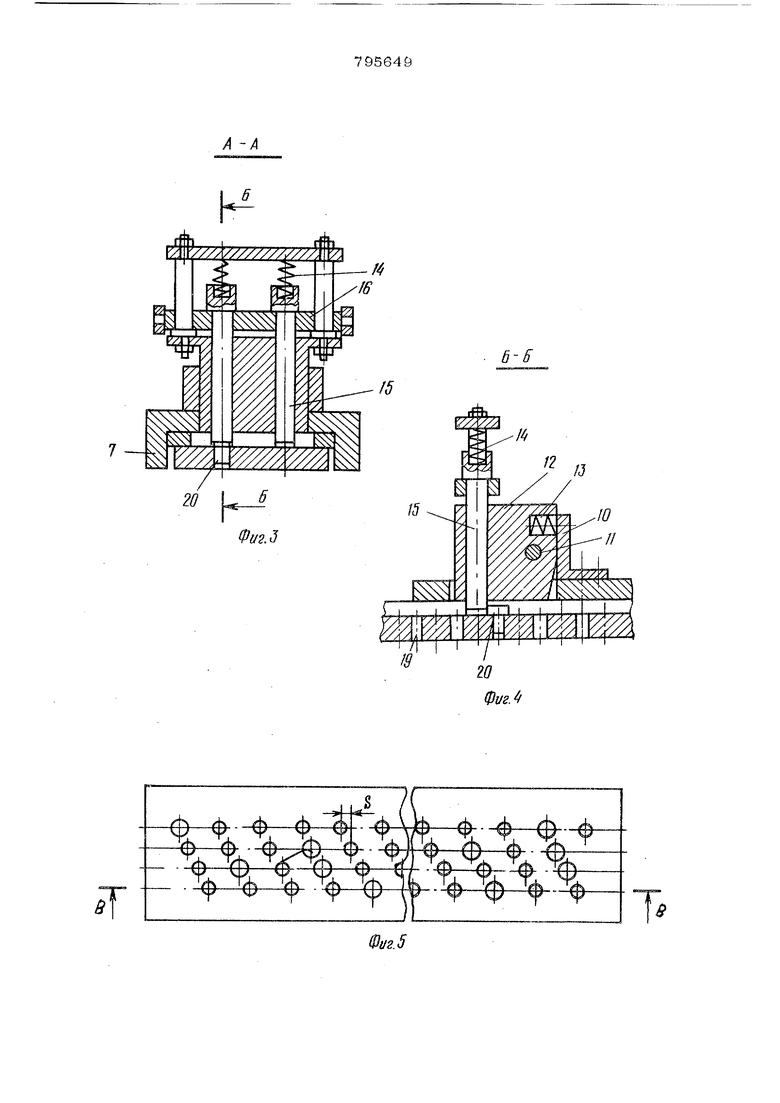
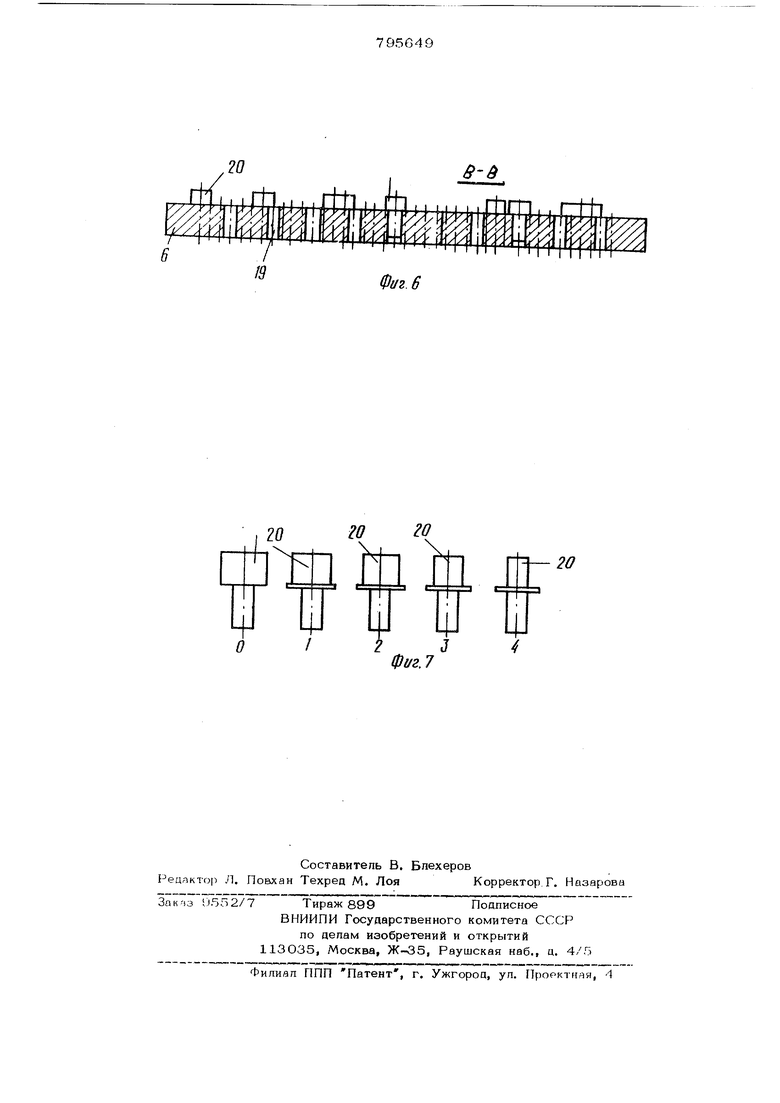
(54) УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК На фиг. 1 - устройство, обший вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - пример размещения переставных упоров в плане; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - пример набора переставных упоров. Предложенное устройство содержит установленный перед прессом 1 привоцной рольганг 2 для подачи заготовок 3 в зону штампа 4. В направляющих 5 основания 6 смонтирована каретка 7, на кронщтейне 8 которой закреплена упорная план-15 2 ка 9, взаимодействующая с заготовкой 3. Под действием заготовки 3 каретка 7 может перемещаться в направлении подачи (на фиг. 1 и 2 - вправо). Возврат ка ретки в крайнее левое положение осуществляется специальным приводом (не показан). Каретка 7 имеет корпус Ю, в котором на оси 11 шарнирно подвешена кассета 12. В верхней части кассеты 12 установлена пружина 13, отжимакзщая верхнюю часть кассетЫ) и поджимающая ее нижнюю часть к корпусу 10. В кассету 12 вставлены выполненные в виде штырей и подпружиненные пружиной 14 упоры 15, Через планку 16 и двуплечие рычаги 17 упоры 15 связаны с пневмоци линдром 18 их вертикального перемеще ния. На основании 6 в зоне перемещения каретки 7 выполнены гнезда 19 для пересгавнь Х упоров 20. При этом гнезда 19 расположены в два или более ряда (число рядов соответствует числу упоров 15 каретки 7) и в каждом последующем ряду гнезда смещены относительно преды дущего ряда на величину о равную г; 5 , расстояние между гнездами в ряду h - число рядов гнезд. Работает устройство следующим образом. Предварительно, в соответствии с заданной программой в соответствующие гнезда 19 основания 6 вставляются упоры определенного рабочего радиуса. Для этого устройство снабжено набором упоров с определенной краткостью рабочих диаметров. Заготовка 3 укладывается на рольганг 2 и продвигается в направлении подачи. После соприкосновения с планкой 9 заготовка 3, продвигаясь вперед, тол кает перед собой карегку 7. Каретка при 7 94 своем движении по направляющим 5 одним из своих упоров упирается в упор основания 6, соответствующий первой позиции обработки заготорьки 3. При этом кассета 12 поворачивается вокруг оси 11 и конечный выключатель (не показан) дает команду на прижим заготовки 3, остановку рольганга 2 и работу пресса 1. В нижнем положении пресса последовательно даются сигналы на включение пневмоикпщара 18 для подъема, а затем - опускания упоров 15 каретки 7. При этом упор каретки, взаимодействующий с упором основания, освобождается, кассета поворачивается в исходное положение, осуществляется отжим заготовки и включается рольганг 2. При дальнейшем движении в соответствии с заданной программой происходит фиксация заготовки в спе- дующем положении обработки и т.д. По окончании обработки заготовки каретка 7 посредством специального привода возвращается в исходное положений, а заготовка 3 рольгангом 21 сбрасывается в тару. Далее цикл повторяется. Формула изобретения Устройство для позиционирования длинномерных заготовок в зоне обработки содержащее основание, в направляющих которого с возможностью перемещения вдоль оси подачи установлена каретка с упорами, взаимодействующая с торцом заготовки и снабженная приводом возврата в исходное положение, переставные упоры, размещенные в гнездах основания с возможностью взаимодействия с упорами каретки, а также механизм перемещения заготовок на позиции обработки, отпичающее с я тем, что, с целью упрощения конструкции и повышения разрешающей способности Позиционирований, упоры каретки выполнены в виде подвижных., подпружиненных штырей, размещенных в кассете, смонтированной с возможностью ограниченного качания в вертикальной плоскости на закрепленной в корпусе каретки оси, и снабжены приводом вертикального перемещения, а гнезда для переставных упоров расположены в основании в два и более ряда по числу упоров каретки, при этом в каждом последующем ряду гнезда смещены в направлении подачи относительно гнезд предыдущего ряда на величину о равную 8- где Б f 57956496расстояние между гнездами вИсточники информации, ряду;принятые во внимание при экспертизе число рядов гнезд для перестав-1, Авторское свнцетепьство СССР ных упоров.№ 307839, кл, В 21 D 43/06, 1970.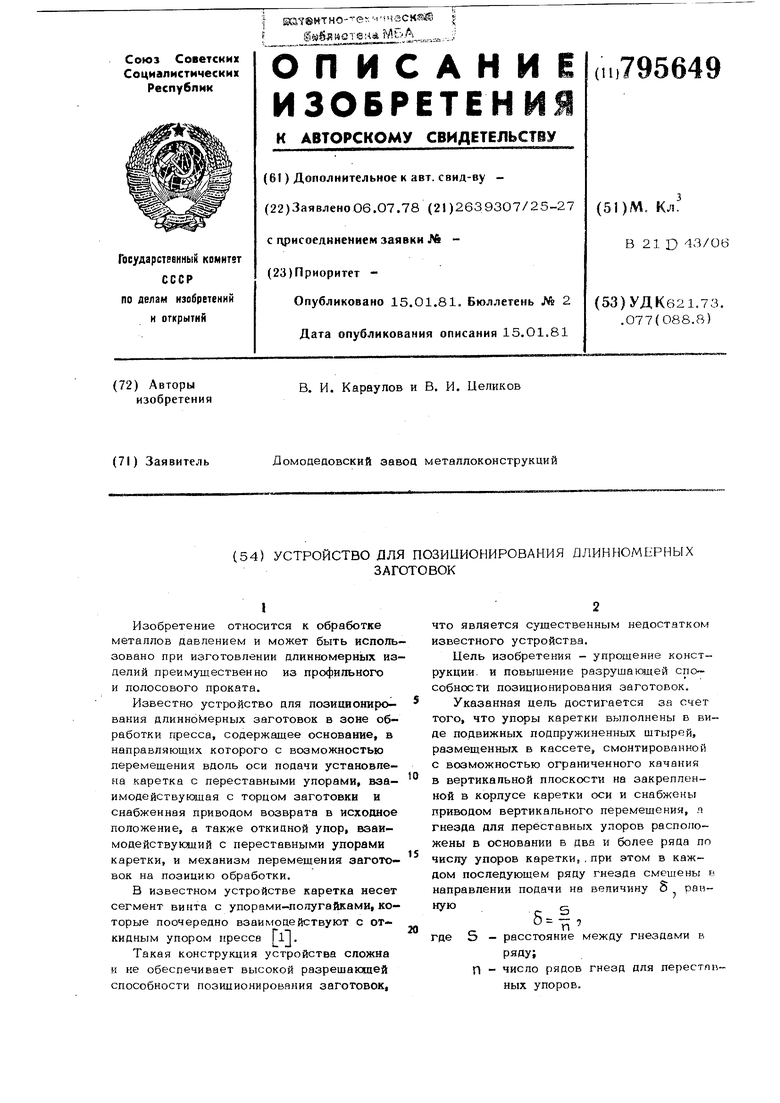

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации длинномерных заготовок на рабочей позиции обрабатывающей машины | 1983 |
|
SU1074635A1 |
| Устройство позиционирования подвижного органа | 1980 |
|
SU951276A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Устройство для обработки длинномерного материала | 1981 |
|
SU1017413A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Установка для изготовления длинномерных заготовок электрических кабелей | 1989 |
|
SU1700667A1 |
| Способ подачи полосового материала к прессу и устройство для его осуществления | 1985 |
|
SU1279719A1 |
ffl-ff
/7
18
,
ЗЕ
лН
Фиг.
5
/ Фи2.6
20
Фиг.7
