(54) УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ НЕМАГНИТНЫХ ДЕТАЛЕЙ
алик имеет для поворота рукоятку
2.
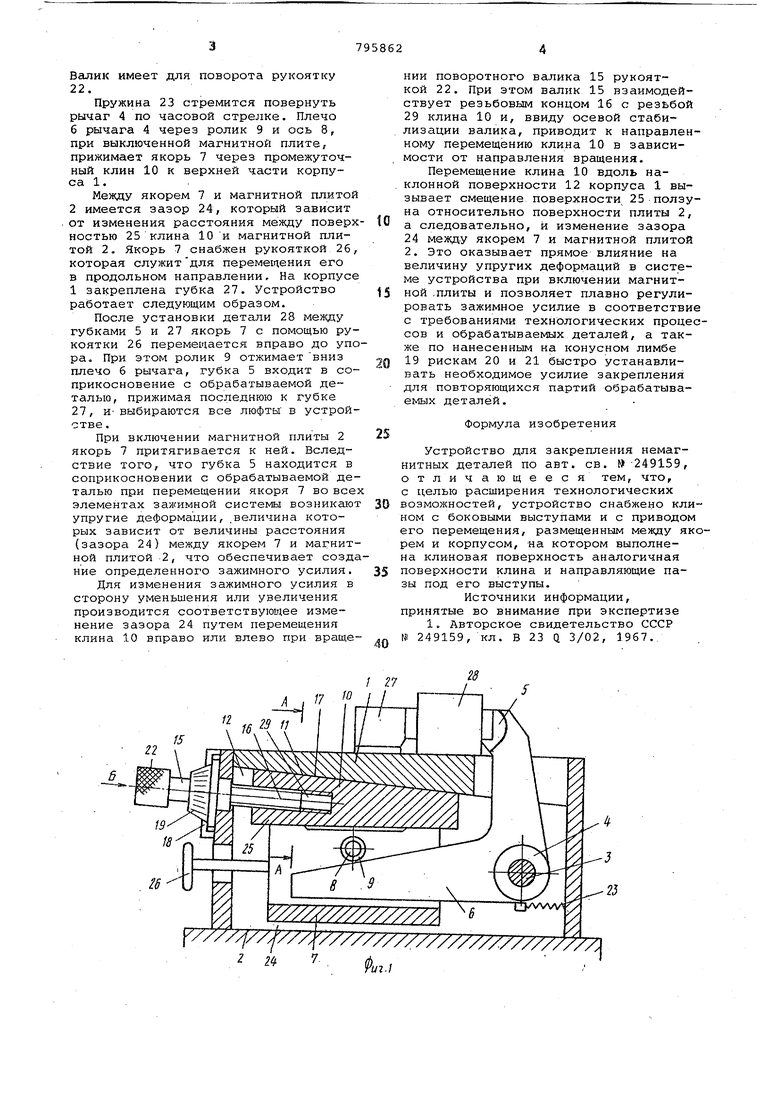
Пружина 23 стремится повернуть ычаг 4 по часовой стрелке. Плечо 6 рычага 4 через ролик 9 и ось 8, при выключенной магнитной плите, прижимает якорь 7 через промежуточный клин 10 к верхней части корпусЭ. 1
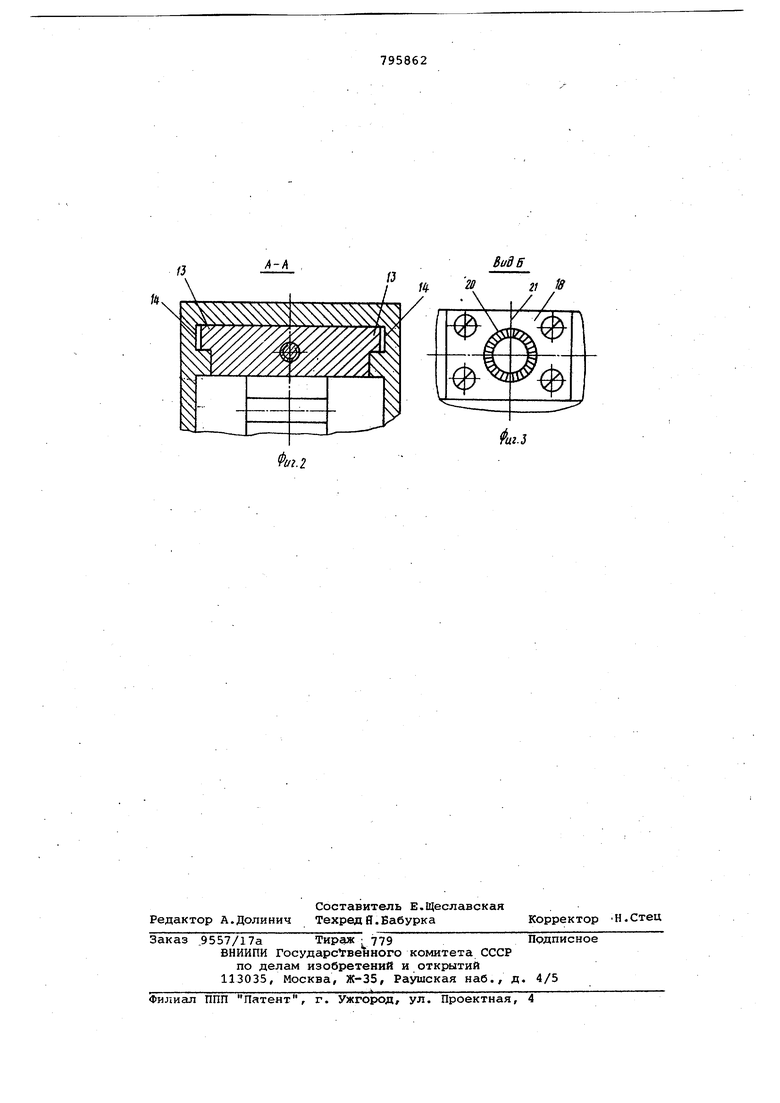
Между якорем 7 и магнитной плитой 2 имеется зазор 24, который зависит от изменения расстояния между поверхностью 25 клина 10-и магнитной плитой 2. Якорь 7 снабжен рукояткой б, которая служитдля перемещения его в продольном направлении. На корпусе 1 закреплена губка 27. Устройство работает следующим образом.
После установки детали 28 между губками 5 и 27 якорь 7 с помощью рукоятки 26 перемещается вправо до упора При этом ролик 9 отжимает вниз плечо б рычага, губка 5 входит в соприкосновение с обрабатываемой деталью, прижимая последнюю к губке 27, и- выбираются все люфты в устройстве. При включении магнитной плиты якорь 7 притягивается к ней. Вследствие того, что губка 5 находится в соприкосновении с обрабатываемой деталью при перемещении якоря 7 во всех элементах зажимной системы возникают упругие деформации, .величина которых зависит от величины расстояния (зазора 24) между якорем 7 и магнитной плитой 2, что обеспечивает создание определенного зажимного усилия. Для изменения зажимного усилия в сторону уменьшения или увеличения производится соответствующее изменение зазора 24 путем перемещения клина 10 вправо или влево при враще2
НИИ поворотного валика 15 рукояткой 22. При этом валик 15 взаимодействует резьбовым концом 16 с резьбой 29 клина 10 и, ввиду осевой стабилизации валика, приводит к направленному перемещению клина 10 в зависимости от направления вращения.
Перемещение клина 10 вдоль наклонной поверхности 12 корпуса 1 вызывает смещение поверхности 25 ползуна относительно поверхности плиты 2, а следовательно, и изменение зазора 24 якорем 7 и магнитной плитой 2. Это оказывает прямое влияние на величину упругих деформаций в системе устройства при включении магнитной .плиты и позволяет плавно регулировать зажимное усилие в соответстви с требованиями технологических процесов и обрабатываемых деталей, а также по нанесенным на конусном лимбе 19 рискам 20 и 21 быстро устанавливать необходимое усилие закрепления для повторяющихся партий обрабатываемых деталей.
Формула изобретения
Устройство для закрепления немагнитных деталей по авт. св. №249159, отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено клном с боковыми выступами и с приводо его перемещения, размещенным между ярем и корпусом, на котором выполнена клиновая поверхность аналогичная поверхности клина и направляющие пазы под его выступы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 249159, кл. В 23 Q 3/02, 1967. /// ///////////////////////777) 2 . р.
/4-/
/J
Buds
21 18
/4 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления немагнитных деталей | 1980 |
|
SU872182A2 |
| Устройство для закрепления немагнитных деталей | 1978 |
|
SU749622A1 |
| Тиски | 1984 |
|
SU1178578A1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Магнитные тиски | 1989 |
|
SU1717327A1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| Зажимное устройство | 1984 |
|
SU1217620A1 |
| Схват /его варианты/ | 1983 |
|
SU1161374A1 |
| Автоматический поводковый патрон | 1972 |
|
SU550243A1 |