(54) УСТРОЙСТВО ДЛЯ ШЛИФОВАЛЬНО Изобретение относится к станкост роению и может быть использовано в системе автоматического управления станками, в частности, для управления поперечной подачей в шлиЛовальных станках, для обеспечения заданной глубины врезания при подводе шлифовального круга к обрабатываемому изделию. Известно устройство, в котором для контроля глубины врезания используется активная мощность, потребляемая электродвигателем привода шлифовального круга l. / Наиболее близким техническим к предлагаемому, является уст ройство, в котором контролируется активный ток в цепи электродвигателя шлифовсшьного круга. Устройство содержит измерительный преобразователь вырабатывающий сигнал, пропорциональ ный активному таку, задатчик и испол нительный орган, воздействующий на механизм подачи при достижении задан лого тока 2. . Это устройство имеет следующие недостатки, ухудшающие точность обра ботки при врезании на Зсщанную глуби ну шлифования: ВЛЕНИЯ ПОДАЧЕЯ ТАНКА оценка глубины врезания шлифовального круга зависит от скорости подачи, понижение или повышение которой вызовет различную глубину врезания; наличие сглаживающих фильтров на выходе измерительного преобразователя вызывает задержку сигнала по времени, что приводит к разбросу съема металла при шлифовании; не учитывается влияние холостого хода. Цель изобретения - расширение функциональных возможностей устройства. Эта цель достигается тем, что в устройство, содержащее последовательно включенные блок измерения мощности, первый пороговый элемент и блок управления, второй и третий входы которого подкпючены соответственно к выходам второго и третьего пороговых элементов, а выход - ко входу привода подачи, введены последовательно включенные дифференцирующий блок, первый интегратор и второй интегратор, выход которого и выход первого интегратора подключены соответственно ко входам третьего и второго пороговых элементов, а вход дифференцирующего блока соединен с выходом .блока измерения мощности.
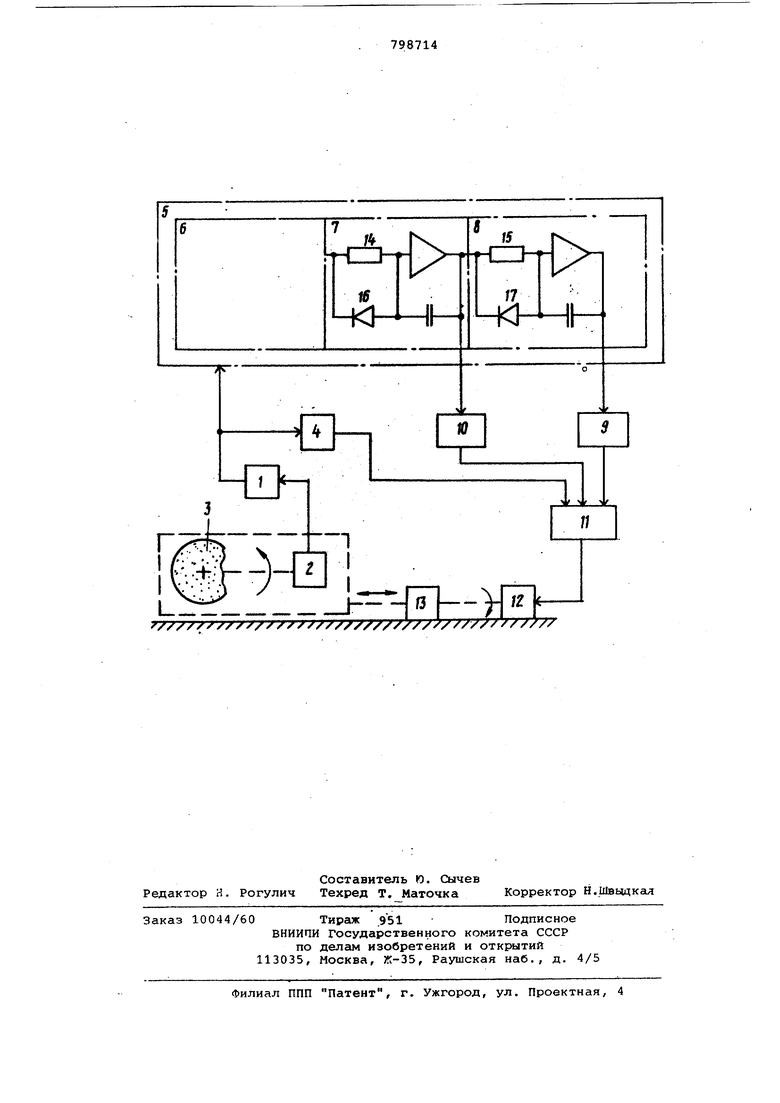
На чертеже показана блок-схема устройства.
Устройство содержит блок 1 измерения мощности, потребляемой приводом 2 шлифовального круга 3. К выходу блока 1 подключен первый порого вый элемент 4, к выходу блока 1 подключен также формирователь 5 сигнала Соответствующего энергии, затраченной на врезание шлифовального круга в обрабатываемое изделие. Формирователь 5 выполнен в виде последователь;но включенных дифференцирующего блок 6 и интеграторов 7 и 8, выход второго интегратора 8 подключен к третьем пороговому элементу 9, а выход первого интегратора 7 подключен ко второму пороговому элементу 10, выходы элементов 4, 9 и 10 через блок 11 управления - к приводу 12 подачи. Устройство также содержит механизм подачи 13.
Комбинация включения интегрирующих и дифференцирующих блоков позволяет использовать формирователь 5 как для получения сигнала электрической энергии, затраченной на врезание так и для получения сигнала, соответствующего приросту гйощности при врезании. Парс1ллельно резисторам 14 и
15интеграторов 7 и 8 включены диоды
16и 17, интеграторы 7 и 8. Устройство работает следующим образом.
при работе станка на холостом ходу блок вырабатывает однополярный сигнал,соответствующий мощности холостого хода. Этот сигнал, постоянный по величине, задерживается блоком .6 и на выходе интеграторов 7 и 8 равен нулю. При врезании шлифовального круга в обрабатываемое изделие возрастает мощность. Одновременно возрастает сигнал на выходе блока 1. На выходе блока 6 появляется сигнал, соответствующий скорости нарастания мощности. На выходе интегратора 7 сигнал преобразуется в величину, соответствующую приросту мощности, а на выходе интегратора 8 в величину, соответствующую энергии, затраченной на врезание. При заданном значении этого сигнала срабатывает элемент 9 и через блок 11 переключает подачу на другой режим. При сбросе нагрузки м)1цность падает до величины холостого хода. На выходе блока 1 соответвенно уменьшается сигнал, происходит быстрый разряд конденсаторов интеграторов 7 и 8 и через диоды 16 и 17
и схема устанавливается в исходное состояние, соответствующее холостому ходу. Для получения сигнала соответствующего заданному приросту мощности при врезании, используют элементы 10, а для получения команды по мощности, например, при перегрузках, используют элемент 4. Возможны режимы работы каждого элемента 4, 9 и 10 по отдельности и в совокупности.
Предлагаемое устройство применимо например в круглошлифовальных бесцентровых станках, работающих методом напроход, для входа в размер после правки, в этом случае возникает необходимость при подводе после правки обеспечить заданную глубину врезания в столб обрабатываемых изделий, например подшипниковых колец. Повыше ие точности входа в размер после правки позволит автоматизировать станки такого рода ПРИ работе их в составе автоматической линии и исключить или уменьшить участие оператора в этой работе. Повышение производительности обработки от использования устройства составляет 10-20% при одновременном повышении качества обработки на 10-15%.
Формула изобретения
Устройство для управления подачей шлифовального станка, содержащее последовательно включенные блок измерения мощности, первый пороговый элемент и блок управления, второй и третий входы которого подключены соответственно к выходам второго и третьего пороговых элементов, а выход ко входу привода подачи, отличающееся тем, что, с целью расширения функциональных возможностей устройства, в него введены последовательно включенные дифференцирующий блок, первый интегратор и вто рой интегратор, выход которого и выход первого интегратора подключены соответственно ко входам третьего и второго пороговых элементов, а вход дифференцирующего блока соединен с выходом блока измерения мощности.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 544545, кл. В 24 В 49/10, опублик. 1975.
2.Патент США № 2722648,
КЛ. 318-476, опублик. 1975 (прототип
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поддержания мощности шлифования | 1982 |
|
SU1000251A2 |
| Устройство для автоматического управления шлифовальным станком | 1980 |
|
SU1059545A1 |
| Способ управления циклом работышлифОВАльНОгО CTAHKA и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU823099A1 |
| Способ управления внутришлифовальным станком | 1980 |
|
SU921823A1 |
| Устройство для управления шлифовальным станком | 1984 |
|
SU1223207A1 |
| Устройство для адаптивного управления шлифовальным станком | 1980 |
|
SU979081A1 |
| Самонастраивающаяся система управления поперечной подачей | 1980 |
|
SU931434A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Устройство для автоматической стабилизации скорости шлифования | 1982 |
|
SU1046077A1 |