(54) СПОСОБ ПОДДЕРЖАНИЯ МОЩНОСТИ ШЛИФОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поддержания мощности шлифования и устройство для его осуществеления | 1976 |
|
SU650794A1 |
| Устройство для адаптивного управления шлифовальным станком | 1980 |
|
SU979081A1 |
| Способ управления внутришлифовальным станком | 1982 |
|
SU1071414A2 |
| Способ адаптивного управления плоскошлифовальным станком | 1982 |
|
SU1060445A1 |
| Способ управления внутришлифовальным станком | 1980 |
|
SU921823A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ управления плоским шлифованием периферией круга в процессе черновой обработки | 1987 |
|
SU1548022A1 |
| Способ изготовления деталей на плоскошлифовальных станках | 1989 |
|
SU1808660A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ управления циклом шлифовального станка | 1983 |
|
SU1166976A1 |
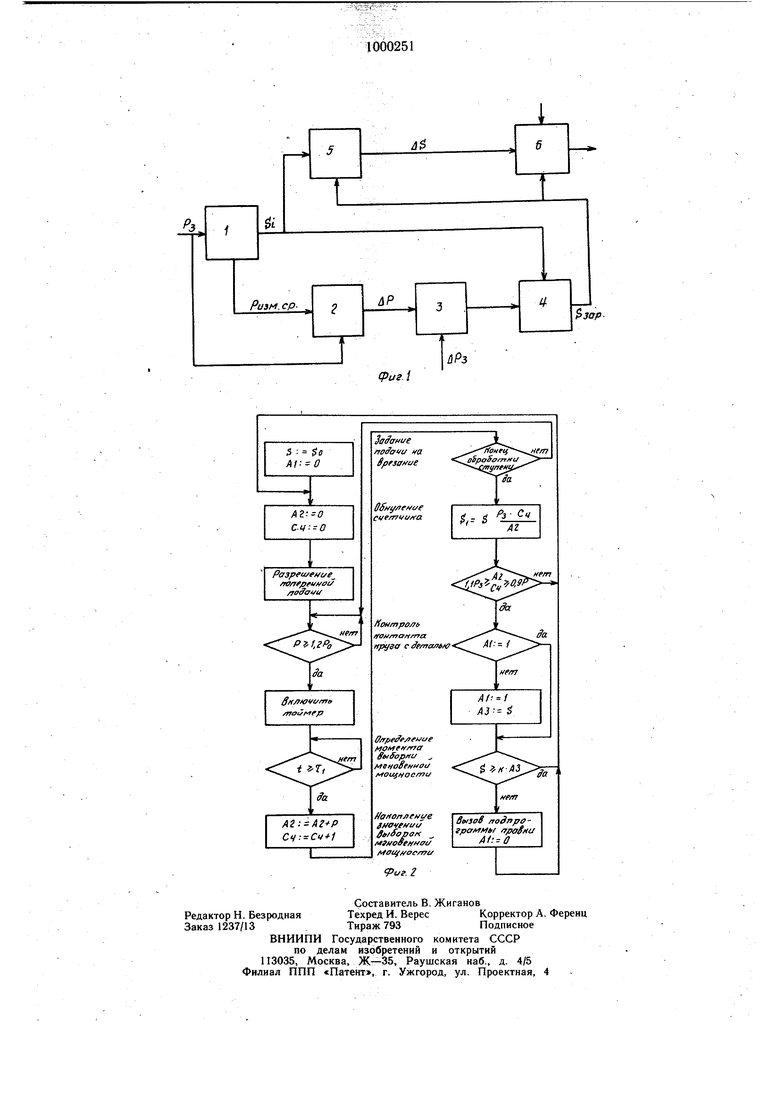
Изобретение относится к станкостроению, в частности к плоскошлифовальным станкам, снабженным системами управления режимами шлифования. По основному авт. св. № 650794 известен способ поддержания мощноси шлифования, заключающийся в том, что подачу на врезание при каждом последуюшем цикле обработки задают путем вычисления отношения измеренных на предыдущем цикле подачи на врезание и среднего значения активной мощности и умножения его на заданное значение мощности, что позволяет обеспечить автоматический выбор и поддержание рациональных режимов шлифования при изменений режущих свойств круга, конфигурации и материала детали. Недостатком известного способа являетея то, что при обработке периферией круга обработка происходит без самозатачивания, что вызывает увеличение мощности шлифования и приводит к снижению подачи на врезание. Снижение подачи на врезание будет тем значительнее, чем сильнее засален круг, что в свою очередь, приведет к ограничению роста производительности. Цель изобретения - повышение эффективности управления шлифованием и производительности обработки в условиях засаливания круга. Поставленная цель достигается тем, что фиксируют момент достижения заданного значения мощности, запоминают подачу на врезание, соответствующую этому значению мощности, вычисленное значение подачи сравнивают с запомненным и при отклонении вычисленного значения подачи на заранее заданную величину подают команду на правку шлифовального круга. На фиг. 1 показана блок-схема устройства, осуществляющего предлагаемый способ, применительно к плоскошлифовальному станку с круглым столом и вертикальным шпинделем в апучае работы с правкой шлифовального круга; на фиг. 2 - блок-схема алгоритма-для плоскощлифовального станка с прямоугольным столом и горизонтальным шпинделем. Устройство содержит блок 1 поддержания мощности шлифования и сравнивающее устройство 2, на вход которого подаются заданное и измеряемое блоком 1 среднее значение мощности. К выходу сравнивающего устройства 2 подключено первое пороговое устройство 3, настроенное на определенную величину разности между заданным и измеряемым средними значениями мощности. Выход порогового устройства 3 подключен к управляющему входу запоминающего устройства 4, на информационные входы которого подается выходной сигнал блока 1 поддержания мощности щлифования, пропорциональный подаче на врезание. Выходные сигналы блока 1 поддержания мощности щлифования и запоминающего устройства 4 сравниваются в устройстве 5, выход которого подключен к входу второго порогового устройства 6, настроенного на определенную допустимую величину К (например К 30%) снижения подачи на врезание. Выходной сигнал порогового устройства 6 используется для подачи команды на правку щлифовального круга. Устройство работает следующим образом. После контакта шлифовального круга с изделием в процессе первого, контрольного, оборота стола в блоке 1 вычисляется средЭто знанее значение мощности Р, чение сравнивается с заданньш значением F на входе сравнивающего устройства 2. Выходной сигнал блока 1, определяющий подачу на врезание на каждом последующем обороте стола, вычисляется из соотношенияS- - -Р: мЗМ.Ср. 1-1 где Sj.-i , PMSM.CPJ., - соответственно подача на врезание и мощность на предыдущем, (i-l)-OM обороте стола. На первом, контрольном обороте, в качестве Sj-j используется заданное минимальное значение подачи So. Определение разности (Рд - .с-р. ) в сравнивающем устройстве 2 производится после каждого очередного цикла обработки (в данном случае оборота стола). При достижении этой разностью определенной заданной величины, например (Рд - Цом.ср ) 0,1 РЗ , свидетельствующем о достижении с требуемой точностью заданного значения мощности шлифования, срабатывает пороговое устройство 3. При этом в запоминающем устройстве 4 фиксируется .текущая величина подачи Sgan . соответствующая заданному значений) мощности. В дальнейшем вычисляемое на каждом цикле значение подачи Si сравнивается с запомненным Sjgn. в сравнивающем устройстве 5. При достижении этой разностью определенной заданной величины, например (Saan -S}) 0,38зап. , срабатывает пороговое устройство 6, подавая команду на правку шлифовального круга. После окончания правки шлифовального круга весь цикл работы устройства повторяется. Алгоритм выполнения способа следующий. После запуска цикла включается непрерывная подача на врезание, система поддержания мощности шлифования (А1: 0, А2: 0; С4:. 0), включается непрерывная поперечная подача и движение стола. При наличии контакта круга с деталью (Р 1,2 РО, где РО - мощность холостого хода) включается заданная первоначальная величина периодической вертикальной подачи ,разрешается поперечная периодическая подача, включается таймер и через заданные интервалы времени ( Т) 0,5 с) производится суммирование в А2 мгновенных значений мощности привода шлифовального круга; одновременно число замеров записывается в счетчик Сч. После окончания обработки поперечной ступени вычисляется новое значение периодической вертикальной подачи по формулес . с РЗЯД 4 о . - од А РВеличина | в этом выражении является средним значением мощности за время обработки ступени и является дос. feti «таточно точным приближением TJp.При достижении средней мощностью установившегося значения с точностью ± 10% значение соответствующей периодической подачи запоминается в A3. После этого каждое новое вычисленное значение подачи сравнивается с записанным в A3 и при невыполнении условия, где К 1 - заданное число (например, К 0,7), формируется вызов подпрограммы правки. По окончании правки цикл работы системы повторяется. Описанный алгоритм применен при разработке матобеспечения системы ЧПУ для гаммы плоскошлифовальных станков с прямоугольным столом (УЧПУ 2 Р22 - 31, ПО «Контур, г. Томск). Таким образом, предлагаемый способ отличается универсальностью и применим в различных группах плоскошлифовальных станков. Формула изобретения Способ поддержания мощности щлифования по авт. св. № 650794, отличающийся тем, что, с целью повышения производительности обработки, фиксируют момент достижения заданного значения мощности, запоминают подачу на врезание, соответствующую этому значению мощности, вычисленное значение подачи сравнивают с запомненным и при отклонении вычисленного значения подачи на заранее заданную величину подают команду на правку шлифовального круга. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 650794, кл. В 24 В 51/00, 1976.
