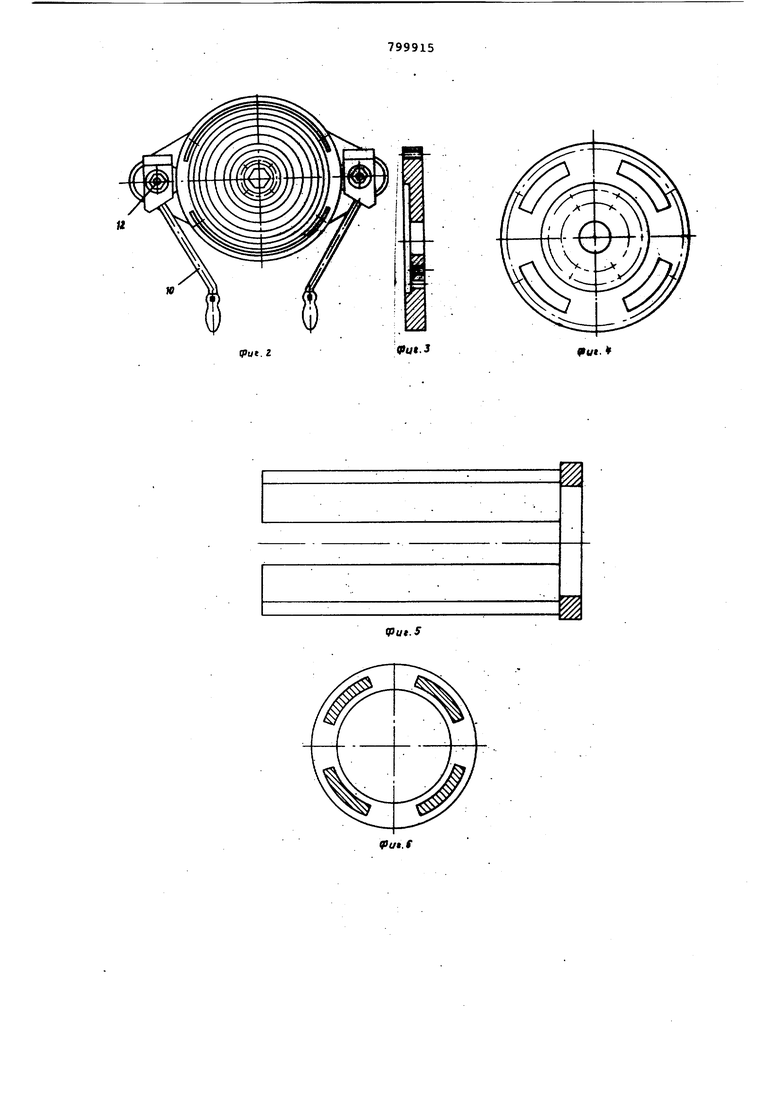
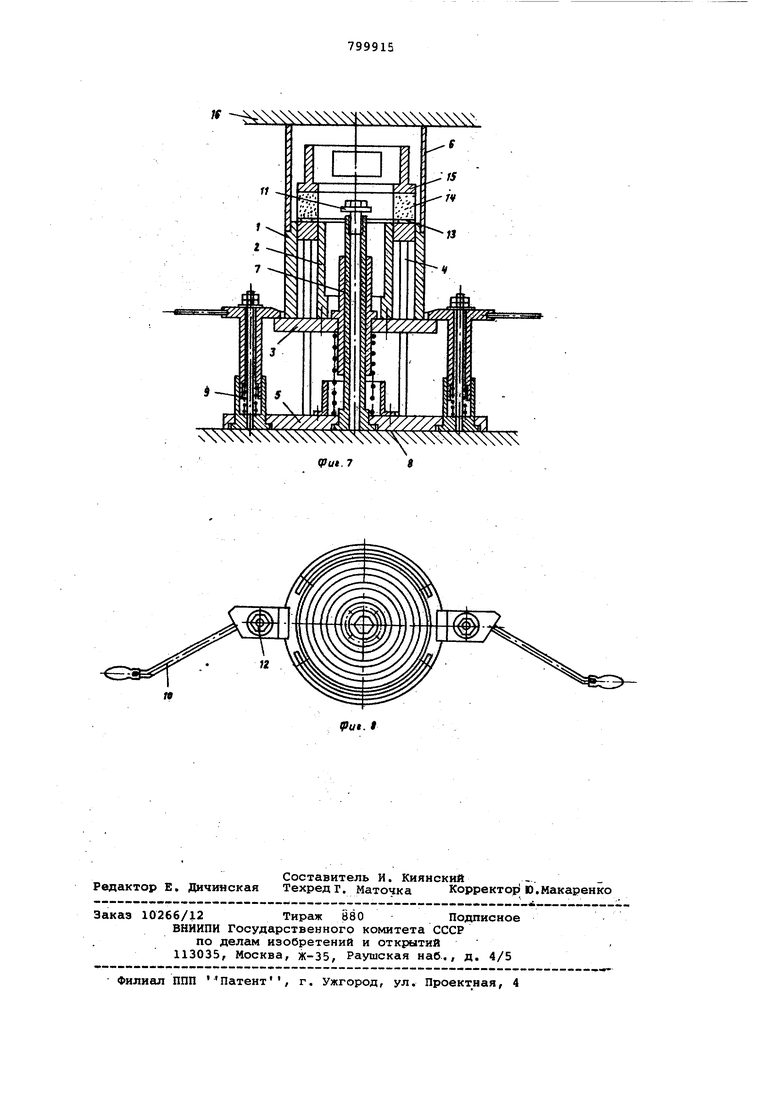
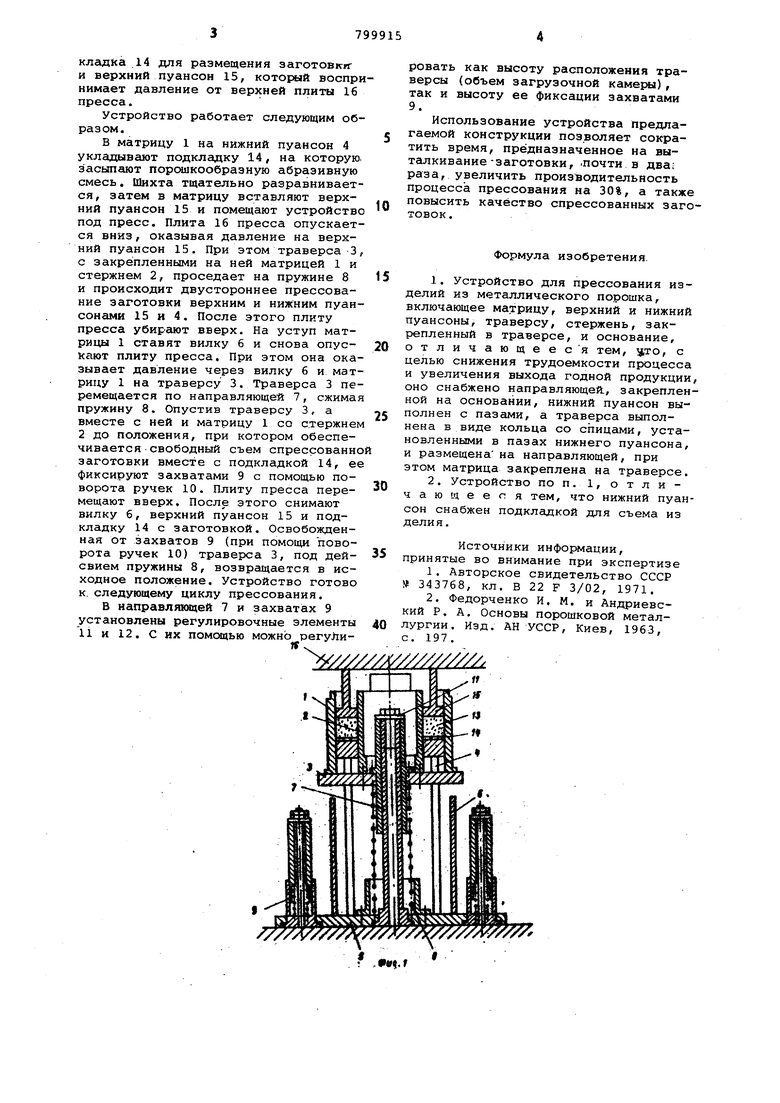
кладка 14 для размещения заготовкяи верхний пуансон 15, который воспр нимает давление от верхней плиты 16 пресса. Устройство работает следующим об разом. В матрицу 1 на нижний пуансон 4 укладывают подкладку 14, на которую засыпают порошкообразную абразивную смесь. Шихта тщательно разравнивается, затем в матрицу вставляют верхний пуансон 15 и помещают устройство под пресс. Плита 16 пресса опускается вниз, оказывая давление на верхний пуансон 15. При этом траверса 3, с закрепленными на ней матрицей 1 и стержнем 2, проседает на пружине 8 и происходит двустороннее прессование заготовки верхним и нижним пуансонами 15 и 4. После этого плиту пресса убирают вверх. На уступ матрицы 1 ставят вилку б и снова опускают плиту пресса. При этом она оказывает давление через вилку 6 и матрицу 1 на траверсу 3. Траверса 3 перемещается по направляющей 7, сжимая пружину 8. Опустив траверсу 3, а вместе с ней и матрицу l со стержнем 2 до положения, при котором обеспечивается свободный съем спрессованно заготовки вместе с подкладкой 14, ее фиксируют захватами 9 с помощью поворота ручек 10. Плиту пресса перемещают вверх. После этого снимают вилку 6, верхний пуансон 15 и подкладку 14 с заготовкой. Освобожденная от захватов 9 (при помощи поворота ручек 10) траверса 3, под дейсвием пружины 8, возвращается в исходное положение. Устройство готово к следующему циклу прессования. В направлякицей 7 и захватах 9 установлены регулировочные элементы 11 и 12. С их помоцью можно регуЛи /////ровать как высоту расположения траверсы (Объем загрузочной камеры) так и высоту ее фиксации захватами Использование устройства предлагаемой конструкции позволяет сократить время, предназначенное на выталкивание-заготовки, .почти в два раза, увеличить производительность процесса прессования на 30%, а также повысить качество спрессованных загоJ-ОВОКФормула изобретения 1. Устройство для прессования изделий из металлического порошка включающее матрицу, верхний и нижний пуансоны, траверсу, стержень, закрепленный в траверсе, и основание, отличающееся тем, «то, с целью снижения трудоемкости процесса и увеличения выхода годной продукции, оно снабжено направляющей, закрепленной на основании, нижний пуансон выполнен с пазами, а траверса выполнена в виде кольца со спицами, установленными в пазах нижнего пуансона, и размещена- на направляющей, при этом матрица закреплена на траверсе 2. Устройство ПОП.1, ОТЛИч а ю щ е е с я тем, что нижний пуанелия подкладкой для съема из Источники информации, ринятые во внимание при экспертизе 2;7 r° ° свидетельство СССР 343768, кл. в 22 F 3/02, 1971. 2. Федорченко И. м. и АНЛСИРВП ИЙ Р. А. основы порошковоГметалургии. изд. АН УССР, киев, , ////////.
Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования изделий из металлического порошка | 1990 |
|
SU1764816A2 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для динамического горячего прессования порошков | 1980 |
|
SU880629A1 |
| Штамп для динамического горячего прессования спеченных деталей | 1980 |
|
SU908527A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| ПРЕСС-ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1998 |
|
RU2136441C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНЫХ ПОЛИМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2341371C2 |
| Пресс-форма | 1988 |
|
SU1509180A2 |
| Устройство для прессования порошка | 1980 |
|
SU942885A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |