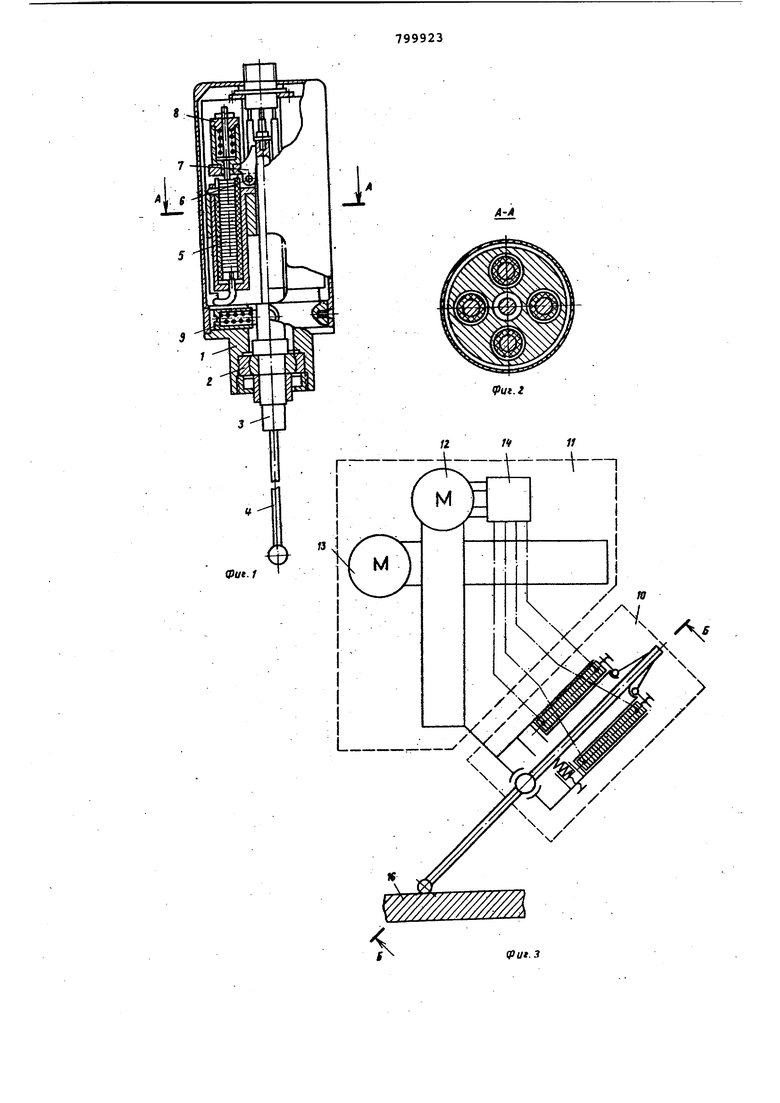
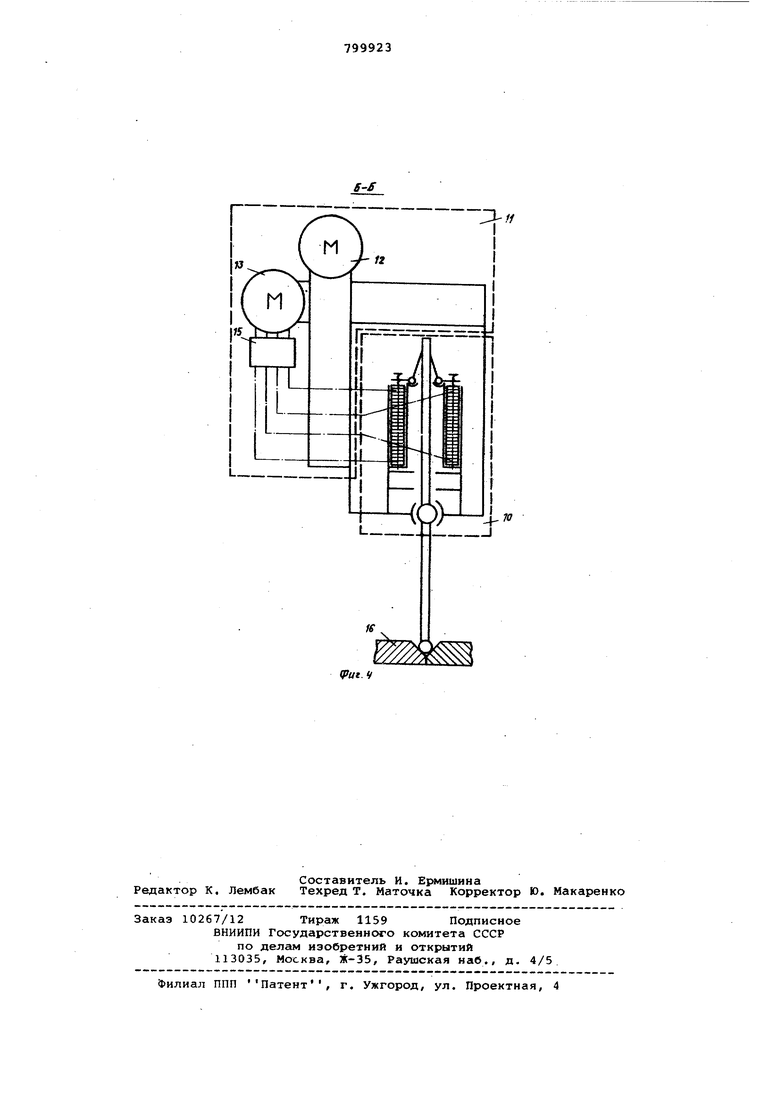
Изобретение относится к автомати эации сварочных процессов и может применяться при автоматической дуго вой сварке для электромеханического слежения за положением свариваемых кромок относительно сварочного элек трода. Известно устройство для сварки, содержащее сварочную головку и меха низм для слежения по стыку, выполненный в виде корпуса и копирующего элемента, закрепленного на рычаге, шарнирно установленном в корпусе с возможностью взаимодействия с переменными сопротивлениями, электричес ки связанными с ис-полнительными механизмами сварочной головки ,1 . Недостаток устройства - увеличенная погрешность слежения, сравнитель но большой ход копирного устройства для получения достаточного сигнала, ручная установка копирующего элемента на стык свариваемых кромок, возможность слежения только за одной из координат (поперек или по высоте) Цель изобретения - обеспечение возможности слежения в двух взаимно перпендикулярных плоскостях и повышение точности слежения, Указанная цель достигается тем, что переменные сопротивления выполнены из материала, изменяющего элек трические параметры при .механическом воздействии рычага на эти сопротивле ния, и установлены в корпусе попарно в двух взаимно перпендикулярных плоскостях, при этом каждая пара упомянутых сопротивлений электрически связана с соответствующим исполнительным механизмом. Кроме того, с целью повышения надежности работы устройства между рычагом и переменным сопротивлением установлен упругий элемент. На фиг. 1 представлен механизм для слежения по стыку; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 механизм для слежения по стыку совместно со сварочной головкой (при вертикальном копировании); на фиг. 4 - сечение Б-В на фиг. 3. Механизм для слежения по стыку остоит из корпуса 1, в котором при помощи шарнира 2 крепится рычаг 3 с копирующим элементом 4. Вокруг рычага 3 в корпусе 1 расположены угольные столбы 5. Над угольными столба 5. Н.ад угольными столбами 5 в корпусе 1 на осях 6 закрепляются упоры 7, одним концом опирающиеся на рычаг 3, а другим (через регулируемый пружинный стакан 8)на угольный столбЦ 5. Угольные столбы 5 не .сжаты. В .корпусе 1 имеются резьбовыэ отверсти в которые ввинчиваются пружинные стаканы 9, упирающиеся в 1Ж1чаг 3, Механизм 10 для слежения по стыку устанавливается на сварочной головке |11, состоящей из механизмов вертикального 12 перемещения и горизонтал ного 13 перемещения, блоков 14 и 15 управления, и устанавливается на изделие 16. Угольные столбы 5 соединены с исполнительными механизмами через блоки 14 и 15 управления, а также могут быть включены последователь но в цепь питания сериесных реверсив ных двигателей исполнительных механизмов 12 и 13. При движении Сварочной головки 11 вдоль стыка свариваемых кромок копирующий элемент 4 опирается на изделие 16. Лри отклонении стыка свариваемых кромок от направления движения сварочной головки 11 копирующий элемент 4 отклоняет закрепленный в шарнире 2 рычаг 3, которялй своим вторым концом через упор 7 и пружинный стакан 8 воздействует на угольные столбы 5, изменяя сопротивление угольных столбов, включенны в блоки 14 и 15 управления соответствующего исполнительного механизма 12 или 13 сварочной головки 11. При поступлении сигнала с угольного столба 5 исполнительный механизм устанавливает сварочную головку 11 в требуемое положение над стыком свариваемых кромок изделия 16. При работе механизма 10 для слежения по стыку в режиме поиска стыка свариваемых кромок изделия 16, а также при копировании по высоте относительно изделия угольный столб 5, управляющий перемещением сварочно Головки 11 к изделию 16, находится в сжатом состоянии при помощи пружин ного стакана 9. Механизмом вертикаль ного 12 перемещения сварочная головка 11 будет перемещаться к изделию 16 до тех пор, пока копирующий элемент 4 упрется в изделие 16, а рычаг 3 через упор 7 и пружинный стакан 8 освободит УГОЛЬНЫЙ столб 5, управляющий сигнал которого остановит перемещение сварочной головки 11 к изделию 16. Для работы механизма 10 для слежения по стыку в режиме одновременного поиска до вертикали и по горизонтали при помощи пружинного стакана 9 одновременно предварительн сжаты два соответствующих угольных столба 5. При включении угольных столбов 5 последовательно в цепь питания сериесных реверсивных двигателей механизмов 12 и 13 скорость и направление вращения двигателей мен ются в зависимости от изменения сопротивления столбов 5 при их сжатии Во втором варианте .работы механизма 10 для слежения по стыку угольные столбы 5 предварительно сжаты при помощи пружинного стакана 8. При этом действие копирующего элемента 4 и рычага 3 при отклонении головки 11 от стыка свариваемых кромок направлено в сторону снятия давления с угольных столбов 5. В этом варианте в режиме поиска стыка свариваемых кромок изделия 16, а также при копировании по высоте относительно изделия угольный столб 5 находится в разжатом состоянии при помощи пружинного стакана 9. Механизмом 12 сварочная головка 11 будет перемещаться к изделию 16 до тех пор, пока копирующий элемент 4 упрется.в изделие 16, а рычаг 3 через упор 7 и пружинный стакан 8 сожмет угольный столб 5, управляющий сигнал которого остановит перемещение сварочной головки 1 к изделию 16. Для работы устройства в режиме одновременного поиска по вертикали и горизонтали при помощи пружинного стакана 9 одновременно предварительно разжаты два соответствующих угольных столба 5. Предлагаемое устройство позволяет ориентировать сварочную головку с точностью + 0,25 мм, что более, чем в два раза превышает точность обеспечивающими датчиками. Формула изобретения ; 1. Устройство для сварки, содержащее сварочную головку и механизм для слежения по стыку, выполненный в виде корпуса и копирующего элемента, закрепленного на рычаге, шарнирно установленном в корпусе с возможностью взаимодействия с переменными сопротивлениями, электрически связанными с исполнительными механизмами сварочной головки, отличающееся тем, что, с целью обеспечения возможности слежения в двух взаимно перпендикулярных плоскостях и повышения точности слежения, переменные сопротивления выполнены из материала, изменяющего, электрические параметры при механическом воздействии рычага на эти сопротивления, и установлены в корпусе попарно в двух взаимно перпендикулярных плоскостях, при этом каждая пара упомянутых сопротивлений электрически связана с соответствующим исполнитель- . ным механизмом. 2. Устройство по п. 1, отличающееся тем, что, с целью повышения надежности работы, между рычагом и переменным сопротивлением установлен регулируемый упругий элемент . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 184372, кл. В 23 К 9/10, 20.08.65.
А-А
Риг.2
Vut.l
(pUt.3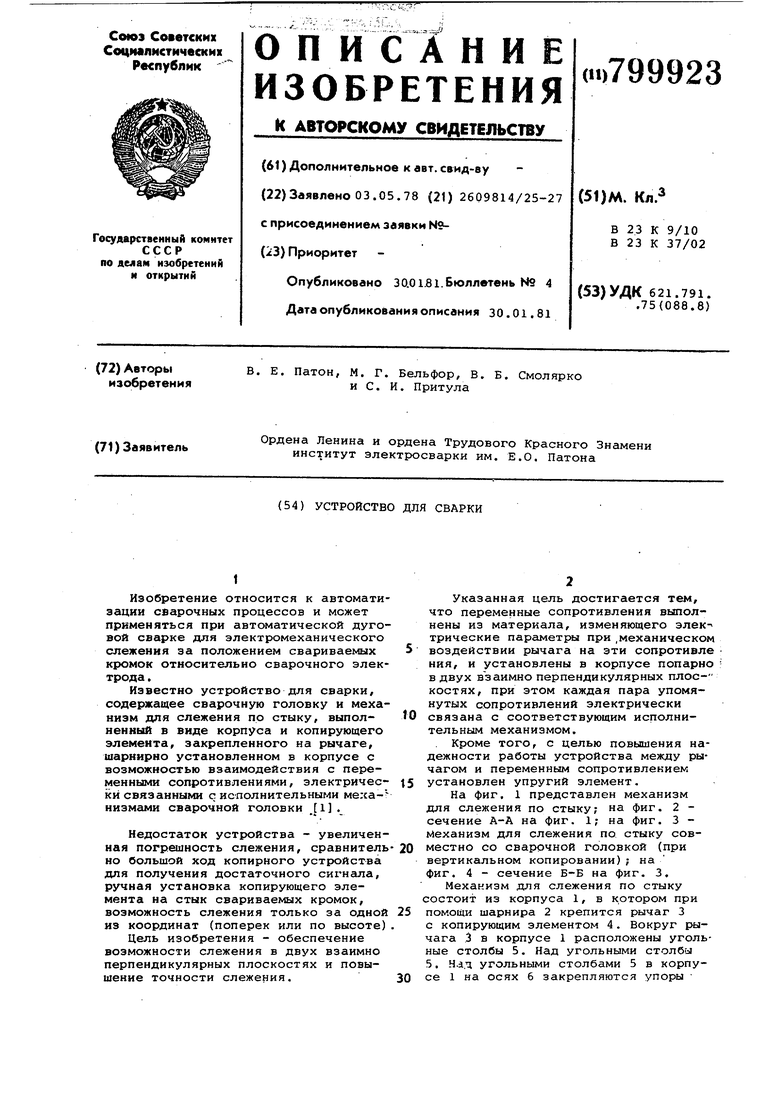
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки | 1980 |
|
SU893486A1 |
| Устройство для автоматической сварки | 1987 |
|
SU1530370A1 |
| Устройство для сварки криволинейных швов с автоматическим копированием | 1990 |
|
SU1731516A1 |
| Устройство для автоматическогоНАпРАВлЕНия СВАРОчНОй гОлОВКи пОСТыКу СВАРиВАЕМыХ KPOMOK | 1979 |
|
SU821092A1 |
| Автомат для сварки под слоем флюса | 1984 |
|
SU1146168A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Датчик положения свариваемого стыка | 1978 |
|
SU764890A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Сварочная горелка | 1977 |
|
SU664783A1 |
| Устройство для автоматической сварки угловых швов | 1980 |
|
SU965682A1 |