O ухудшается. При силе сварочного ока свыше 300 А оболочка проволоки агревается на вылете до эначительнык температур () и вероятность отерь защитных свойств сердечника возрастает.
Для получения более благоприятноо соотношения скоростей плавления сердечника и ооолочки, т.е. для повышения защитных свойств порошковой проволоки, необходимо улучшить условия подвода тепла к частицам порошкообразного сердечника, уменьшив толщину слоя с низкой теплопроводностью, Что может быть достигнуто применением многослойной конструкции .проволоки.
Наиболее близким по технической сущности и достигает ому эффекту к предлагаемому является способ дуговой сварки плавящимся электродом самозащитной порсяаковой проволокой многослойной, в частности, двухслой,ной конструкции, в проволоке такой конструкции для достижения равномерного плавления сердечника и . оболочки слои сердечника разделены между собой двумя слоями ленты, представляющей собой одно целое с оболочкой проволоки. В этом случае условия защиты расплавленного металла от воздуха несколько улучшаются. Кроме того, двухслойная конструкция проволоки позволяег применять повышенные режимы сварки, увеличив тем самым производительность сварки на 30-40% по сравнению с проволокой однослойной трубчатой конструкции f2,
Однако при сварке двухслойной порошковой проволокой имеются недостатки, присущие самозащитным порошковым проволокам всех типов, конструкций и диаметров, а именно ухудшение защитных свойств проволоки при увеличении вылета электрода, что особенно проявляется при необходимости сварки на повышенных режимах сварочного тока (свыше 400 А), так как в данном случае обеспечение удовлетворительной защиты расплавленного металла возможно при ВЕллете электрода менее 40 мм. В то же время условия эксплуатации сварочных горелок при вылете электрода менее 40 мм на повышенных режимах тока резко ухудшаются: горелка перегревается, износостойкость токопроводящего наконечника падает, нарушается стабильность процесса сварки.
Известный способ сварки порошковой проволокой двухслойной конструкции не позволяет производить сварку на токах более 600 А, так как при этом ухудшаются защитные свойства проволоки. Кроме того, проволока двухслойной конструкции имеет повышенную гигроскопичность, что предъявляет повышенные требования к хранению и подготовке проволоки к сварке. Сложность конструкции двухслойной порошковой проволоки удорожает процесс ее производства на 15-20%.
Цель изобретения - повышение производительности процесса сварки, улучшение качества сварных соединений.
Поставленная цель достигается тем, что вылет электрода на участке длиной 0,4Ь ,95 L от места токоподвода охлаждают до температуры t (0,8 - 1,2) Т, где L - полная длина вылета электрода; Е - длина охлаждаемого участка вьшета; t - температура охлаждения участка; Т - температура начала диссоциации газорбразующих
составляющих сердечника проволоки.
Охлаждение вылета электрода осуществляют потоком газа, например воздуха направленным перпендикулярно направлению подачи проволоки.
0 Охлаждение осуществляют потоком газа, предварительно охлажденным до отрицательных температур.
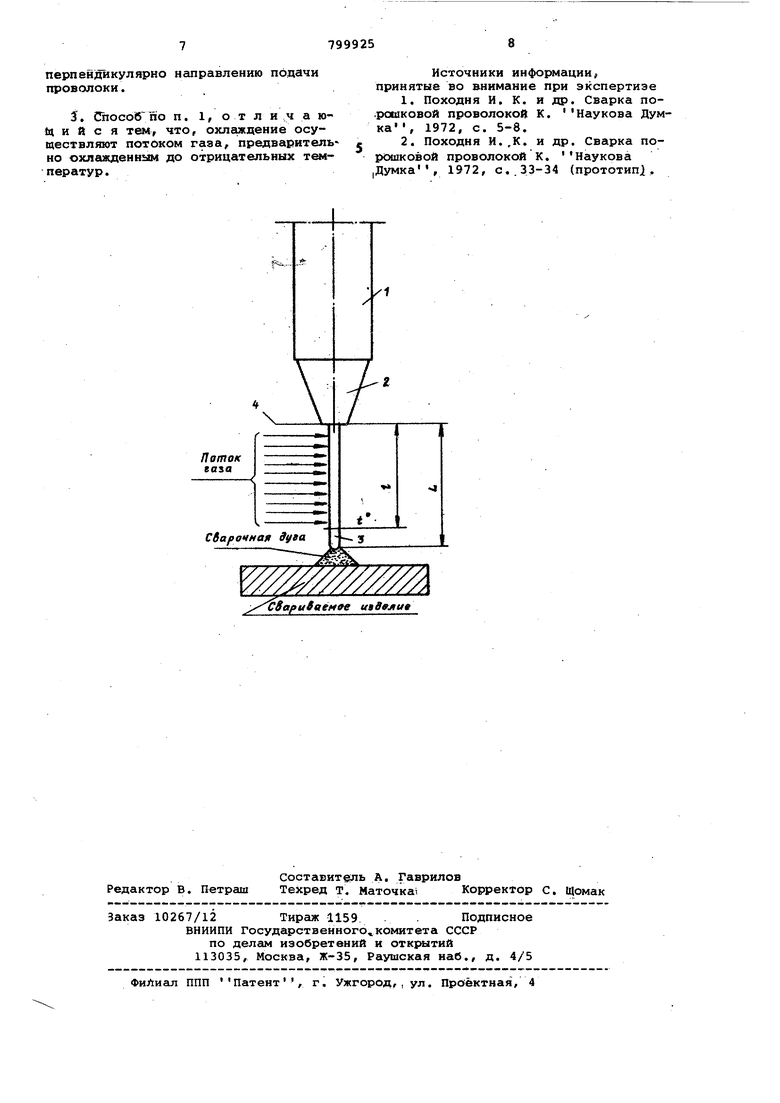
На чертеже приведена,схема, поясняющая способi
5 Горелка 1 выполнена с токоподводящим наконечником 2, из которого выступает электрод 3 с полной длиной вылета L от торца 4 токоподводящего наконечника 2.
.. На вылет электрода 3 в поперечном направлении перпендикулярно направлению подачи проволоки подается поток газа, например, воздуха, из устройства, например перформированной, трубы (не показана) . Этим потбком газа, предварительно охлажденным до отрицательных температур, участок Вбшетадлиной 0,4L ёе$-0,95Ь от торца 4 токоподводящего наконечника 2 охлаждается до температуры t-i(0,8 0 1,2)Т.
Охлаждение вылета электрода на . указанном участке осуществляется синхронно с процессом сварки. Возмуще-
5 ние средда, окружающей сварочную дугу, от прохождения потока газа (.воздуха) в поперечном направлении при принятом соотношении охлаждаемого участка проволоки с полной длиной вылета
Q электрода не оказывает отрицательного действия на. стабильность процесса сварки.
Пример. Производится сварка самозащитной порошковой проволокой
55 рутил-органического типа мapк
ПП-АН1 2,8 мм. сердечник проволоки этого типа содержит в качестве газообразующей составляющей крахмал. Крахмал начинает разлагаться при
240-270 С с выделением окислов угперода и паров воды.
Данные по сварке проволокой ПП-АН1 сведены в таблицу.
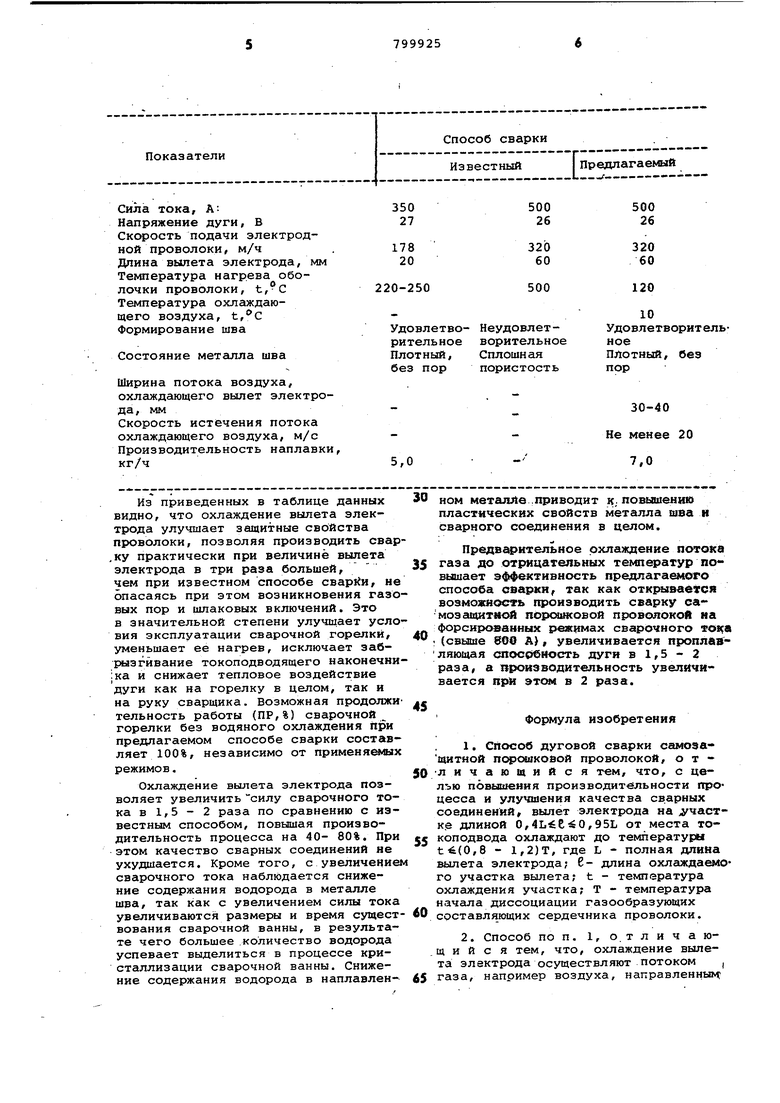
Сила тока. А: Напряжение дуги, В Скорость подачи электродной проволоки, м/ч Длина вылета электрода, мм Температура нагрева оболочки проволоки, t,°C Температура охлаждающего воздуха, t,c Формирование шва
Состояние металла шва
Ширина потока воздуха, охлаждающего вылет электрода, мм
Скорость истечения потока охлаждающего воздуха, м/с Производительность наплавк кг/ч Из приведенных в таблице данных видно, что охлаждение вылета электрода улучшает защитные свойства проволоки, позволяя производить свар ,ку практически при величине вылета электрода в три раза большей, чем при известном способе сварки, не опасаясь при этом возникновения газо вых пор и шлаковых включений. Это в значительной степени улучшает усло вия эксплуатации сварочной горелки, уменьшает ее нагрев, исключает забрызгйвание токоподводящего наконечни ;ка и снижает тепловое воздействие дуги как на горелку в целом, так и на руку сварщика. Возможная продолжи тельность работы (ПР,%) сварочной горелки без водяного охлаждения при предлагаемом способе сварки составляет 100%, независимо от применяеквлх режимов, Охлаждение вылета электрода позволяет увеличить силу сварочного тока в 1,5 - 2 раза по сравнению с известным способом, повышая производительность процесса на 40- 80%. При этом качество сварных соединений не ухудшается. Кроме того, с увеличение сварочного тока наблюдается снижение содержания водорода в металле шва, так как с увеличением силы тока увеличиваются размеры и время сущест вования сварочной ванны, в результате чего большее .количество водорода успевает выделиться в процессе кристаллизации сварочной ванны. Снижение содержания водорода в наплавлен350 27
500 26
500 26
178 20
320 60
320 60
20-250
500
120
10
Удовлетво- НеудовлетУдовлетворительрительное ворительное ное Плот ный, Сплошн ая
плотный, без без пор пористость пор
30-40
Не менее 20
5,0 7,0 ном металле .приводит к. повьаиени пластических свойств металла шва н сварного соединения в целом. Предв ительное охлаждение потока газа до отрицательных температур повышает эффективность предлагаемого способа сварки, так как открывается возможность производить сварку еа мозащитисй порошсовой проволокой на форсированных режимах сварочного (свыше 800 А), увеличивается проплавляющая способность дуги в 1,5 - 2 раза, а производительность увеличивается при этом в 2 раза. Формула изобретения 1. Способ дуговой сварки самозащитной порсхйковой проволокой, о т личающийся тем, что, с цвлъю повышения производительности процесса и улучшения качества сварных соединений, вылет электрода на лчастке длиной 0,4LiEi 0,95L от места токоподвода охлгикдают до тe 4пepaтypы t(0,8 - 1,2)Т, где L - полная длина вылета электрода; 6- длина охлаждаемо го участка вылета; t - температура охлаждения участка; Т - температура начала диссоциации газообразующих составляющих сердечника проволоки. 2. Способ по п. 1, о.т л и ч а ющ и и с я тем, что, охлаждение вылета электрода осуществляют потоком , газа, например воздуха, направленны1«у
перпендикулярно направлению подачи проволоки.
i. Способпо п. 1, отличающийся тем, что, охлаждение осуществляют потоком газа, предваритель но охлажденным до отрицательных тем ператур.
Источники информации, принятые во внимание при экспертизе
1.Походня И. К. и др. Сварка по.рсшковой проволокой К. Наукова Дум1972, с. 5-8.
va ка ,
2.Походня И. ,К. и др. Сварка порошковой проволокой К. Наукова Думка , 1972, с..33-34 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| Горелка Лелебина для дуговой сварки | 1989 |
|
SU1722734A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| СВАРОЧНОЕ УСТРОЙСТВО И СПОСОБ СВАРКИ | 2016 |
|
RU2693248C2 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2674525C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2009 |
|
RU2429112C1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
ут////////////.
„ SapuSeenoe иввулив
