1
Изобретение относится к прбмьпален ности строительных материалов и может быть использовано при конвейерном производстве железобетонных изделий .
Известна технологическая линия для изготовления строительных издепий, в которой виброформующий узел содержит форму и установленные на основании вибростол с электромагнитами, бетоноукладчик, рольганг и механизм для перемещения формы, выполненный в виде штанги с поворотными толкателями ГЧ
Недостатком известного виброформующего узла является низкая производительность за счет потерь времени на установку формы.
Цель изобретения - повышение производительности за счет снижения времени на установку формы на виброплощадке .
Указанная цель достигается тем, что виброформующий узел, содержащий форму и установленные на основании вибростол со средствами крепления формы, бетоноукладчик, рольганг и механизм для перемещения формы, выполненный в виде штанги с поворотными толкателями, снабжен подъемно-опускной рамой с рольгангами и упорами для фиксации формы, рычагами, шарнирно соединяющими эту раму с основанием, и пружинами сжатия для возврата рамы в исходное положение, каждая из которых одним концом закреплена .на основании, а другим - на рычаге, причем толкатель для заталкивания формы на виброплощадку выполнен в виде Л-образного рычага . с упором для перемещения рамы, при этом рычаг одним концом шарнирно прикреплен к штанге, а другими посредством роликов взаимодействует с формой и основанием.
Кроме того, средством крепления формы на вибростоле являются электромагниты.
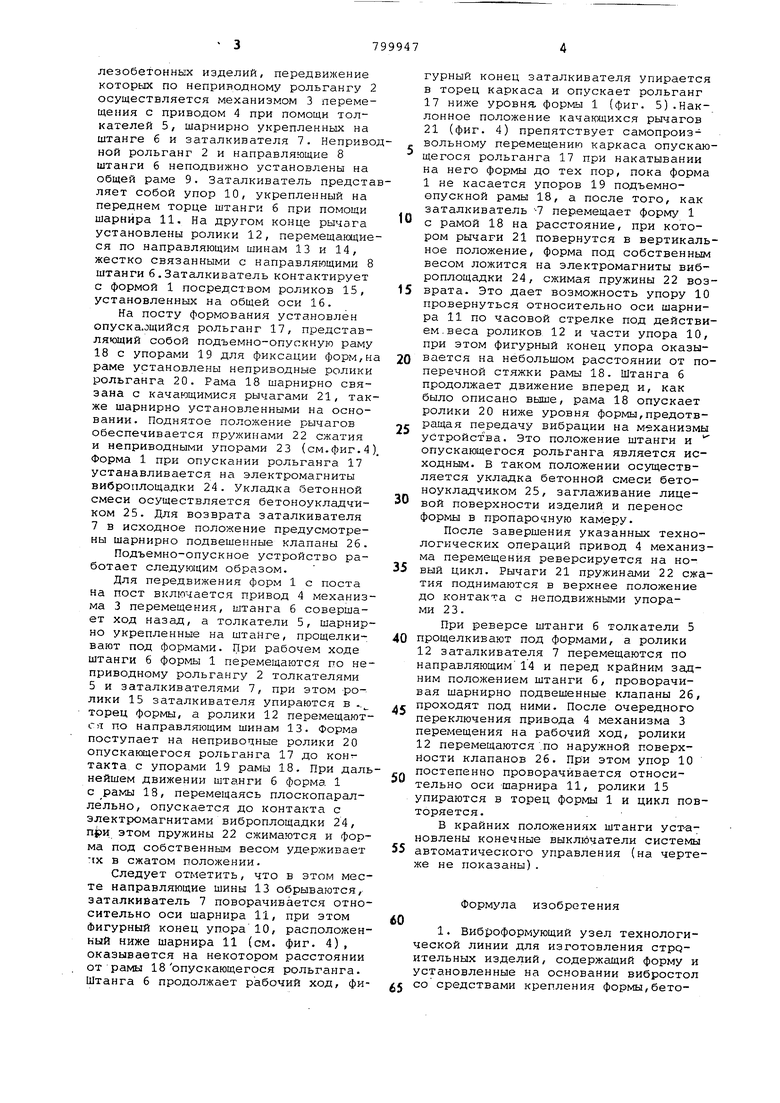
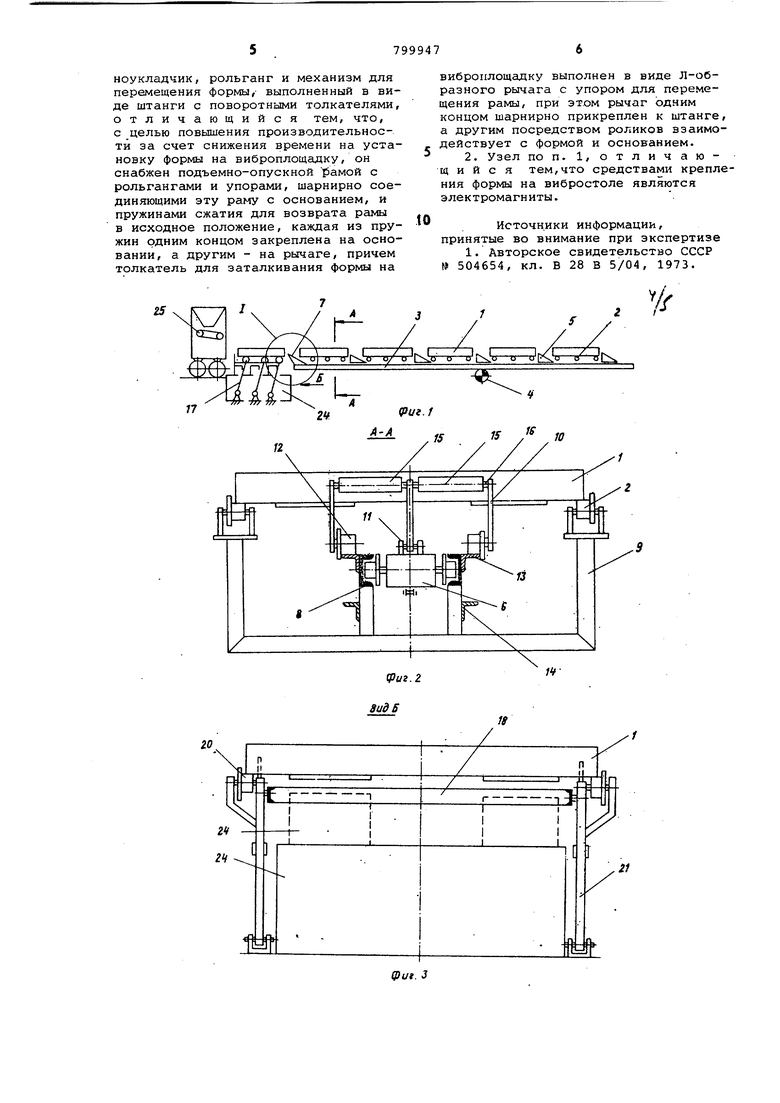
На фиг. 1 изображена схема подъемно-опускного устройства виброформующего узла, вид сбоку; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 вид Б на фиг. 1, на фиг. 4 - узел ,1 на фиг. 1, положение формы над виброплощадк9й; на фиг. 5 - то же, положение формы на виброплощадке, опускающийся рольганг в крайнем положении.
Подъемно-опускное устройство состоит из форм 1 для изготовления железобетонных изделий, передвижение KOTOptJX по неприводному рольгангу 2 осуществляется механизмом 3 перемещения с приводом 4 при помощи толкателей 5, шарнирно укрепленных на штанге 6 и заталкивателя 7. Неприводной рольганг 2 и направляющие 8 штанги 6 неподвижно установлены на общей раме 9. Заталкиватель предсталяет собой упор 10, укрепленный на переднем торце штанги б при помощи шарнира 11. На другом конце рычага установлены ролики 12, перемещающиеся по направляющим шинам 13 и 14, жестко связанными с направляющими 8 штанги б. Заталкиватель контактирует с формой 1 посредством роликов 15, установленных на общей оси 16.
На посту формования установлен опуска-ощийся рольганг 17, представляющий собой подъемно-опускную раму 18 с упорами 19 для фиксации форм,на раме установлены неприводные ролики рольганга 20. Рама 18 шарнирно связана с качающимися рычагами 21, также шарнирно установленными на основании. Поднятое положение рычагов обеспечивается пружинами 22 сжатия и неприводными упорами 23 (см.фиг. 4) Форма 1 при опускании рольганга 17 устанавливается на электромагниты виброплощадки 24. Укладка бетонной смеси осуществляется бетоноукладчиком 25. Для возврата заталкивателя 7 в исходное положение предусмотрены шарнирно подвешенные клапаны 26.
Подъемно-опускное устройство работает следующим образом.
Для передвижения форм 1 с поста на пост включается привод 4 механизма 3 перемещения, штанга б совершает ход назад, а толкатели 5, шарнирно укрепленные на штаНге, прощелкивают под формами. При рабочем ходе штанги 6 формы 1 перемещаются по неприводному рольгангу 2 толкателями 5 и заталкивателями 7, при этом ролики 15 заталкивателя упираются в .. торец формы, а ролики 12 перемещаются по направляющим шинам 13. Форма поступает на неприводные ролики 20 опускающегося рольганга 17 до кон такта. с упорами 19 рамы 18. При дальнейшем движении штанги б форма 1 с рамы 18, перемещаясь плоскопараллельно, опускается до контакта с электромагнитами виброплощадки 24, при этом пружины 22 сжимаются и Форма под собственным весом удерживает чх в сжатом положении.
Следует отметить, что в этом месте направляющие шины 13 обрываются, эаталкиватель 7 поворачивается относительно оси шарнира 11, при этом Фигурный конец упора 10, расположенный ниже шарнира 11 (см. фиг. 4), оказывается на некотором расстоянии от рамы 18опускающегося рольганга. Штанга б продолжает рабочий ход, фигурный конец заталкивателя упирается в торец каркаса и опускает рольганг 17 ниже уровня, формы 1 (фиг. 5).Наклонное положение качающихся рычагов 21 (фиг. 4) препятствует самопроизвольному перемещению каркаса опускающегося рольганга 17 при накатывании на него формы до тех пор, пока форма 1 не касается упоров 19 подъемноопускной рамы 18, а после того, как Заталкиватель 7 перемещает форму 1
0 с рамой 18 на расстояние, при котором рычаги 21 повернутся в вертикальное положение, форма под собственным весом ложится на электромагниты виброплощсодки 24, сжимая пружины 22 воз5врата. Это дает возможность упору 10 провернуться относительно оси шарнира 11 по часовой стрелке под действием, веса роликов 12 и части упора 10, при этом фигурный конец упора оказывается на небольшом расстоянии от по0перечной стяжки рамы 18. Штанга б продолжает движение вперед и, как было описано выше, рама 18 опускает ролики 20 ниже уровня формы,предотвращая передачу вибрации на механизмы
5 устройства. Это положение штанги и опускающегося рольганга является исходным. В таком положении осуществляется укладка бетонной смеси бетоноукладчиком 25, заглаживание лице0вой поверхности изделий и перенос формы в пропарочную камеру.
После завершения указанных технологических операций привод 4 механизма перемещения реверсируется на но5вый цикл. Рычаги 21 пружинами 22 сжатия поднимаются в верхнее положение до контакта с неподвижными упорами 23.
При реверсе штанги б толкатели 5 прощелкивают под формами, а ролики
0 12 заталкивателя 7 перемещаются по направляющим14 и перед крайним задним положением штанги б, проворачивая шарнирно подвешенные клапаны 26, проходят под ними. После очередного
5 переключения привода 4 механизма 3 перемещения на рабочий ход, ролики 12 перемещаются .по наружной поверхности клапанов 26. При этом упор 10 постепенно проворачивается относи0тельно оси шарнира 11, ролики 15 упираются в торец формы 1 и цикл повторяется.
В крайних положениях штанги уст-ановлены конечные выключатели системы
5 автоматического управления (на чертеже не показаны).
Формула изобретения
60
1. Виброформующий узел технологической линии для изготовления CTPQительных изделий, содержащий форму и установленные на основании вибростол j со средствами крепления формы,бетоноукладчик, рольганг и механизм для перемещения формы, выполненный в виде штанги с поворотными толкателями, отличающийся тем, что, с целью повышения производительности за счет снижения времени на установку формы на виброплощадку, он снабжен подъемно-опускной рамой с рольгангами и упорами, шарнирно соединяющими эту раму с основанием, и пружинами сжатия для возврата рамы в исходное положение, каждая из пружин одним концом закреплена на основании, а другим - на рычаге, причем толкатель для заталкивания формы на
виброплощадку выполнен в виде Л-образного рычага с упором для перемещения рамы, при зтом рычаг одним концом шарнирно прикреплен к штанге, а другим посредством роликов взаимодействует с формой и основанием.
2. Узел по п. 1, отличающий с я тем,что средствами крепления формы на вибростоле являются электромагниты.
0
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 504654, кл. В 28 В 5/04, 1973.
фиг. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Виброформующий узел технологической линии для изготовления железобетонных изделий | 1984 |
|
SU1230844A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2008212C1 |
| Перегрузочное устройство для штучных грузов | 1980 |
|
SU937284A1 |
| Установка для укладки строительных из-дЕлий B КОНТЕйНЕРы | 1979 |
|
SU850398A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| КОМПЛЕКС ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ ДЛЯ УТИЛИЗАЦИИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ НА АТОМНОЙ ЭЛЕКТРОСТАНЦИИ И ЕГО СОСТАВНЫЕ ЧАСТИ | 2007 |
|
RU2350545C1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Устройство для штабелирования предметов | 1988 |
|
SU1551582A1 |
| Виброформующий узел | 1984 |
|
SU1172721A2 |
2f tpui.S -ф
