;54) УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ ПОТОКА ШТУЧНЫХ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для ориентации штучных грузов | 1978 |
|
SU768724A1 |
| Устройство для ориентации штучных изделий | 1978 |
|
SU861222A1 |
| Устройство для нанесения и термообра-бОТКи пОКРыТия HA зАгОТОВКАХ КОНдЕНСАТОРОВ | 1979 |
|
SU847387A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499412A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ФОРМОВОГО МАРМЕЛАДА | 1996 |
|
RU2099961C1 |
| Устройство для ориентированной укладки штучных изделий | 1983 |
|
SU1135691A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| Устройство для загрузки деталей | 1986 |
|
SU1445909A1 |
1
Устройство относится к кондитерской отрасли пищевой промлишенности и предназначено для использования -в системах автоматического питания упаковочных машин.
Известно устройство для распределения потока штучных изделий, содержащее подающий транспортер, механизм распределения потока, выполненный в виде подвижных сопловых камер, размещенных по обе стороны подающего транспортера, накопитель для изделий в виде мешков и электропневмоклапана. При этом сопловые камеры установлены внутри накопителя и снабжены выдвижными элементами, выполненными в виде сифонных трубок. Верхняя крышка сопловОй камеры выполнена в наклонного листа, с направляющими, предназначенными для ограничения перемещения изделий при движении в накопитель. Управление электропневмоклапанами осуществляется изделием, поступающим на позицию распределения потока 1 .
Недостатком указанного устройств является низкая производительность вследствие подвижности сопловых ка. мер и расположения их в зоне траектории движения изделий. Кроме тог
при перегрузке изделия теряют ориентацию и повреждаются, ударяясь друг о. друга.
Цель изобретения - предотвращение повреждения изделий при распределении и облегчение передачи изделий с заданной ориентацией .
Цель достигается тем, что подающий транспортер и накопитель выполнены в виде вибролотков, транспортирующие поверхности которых установлены в непосредственной близости под углом друг к другу на расстоянии не более половины меньшего раз5мера изделий, а сопловые камеры механизма перегрузки закреплены неподвижно в ряду со стороны подающего транспортера, противоположной накопителю, на транспортирующей по0верхности которого установлены направляющие, имеющие в передней части, на вхбде накопителя, вырезы и ролики, распоТюженные над подающим транспортером.
5
Устройство снабжено механизмом .программного.управления, выполненным, например, в виде многоцепного программного реле времени. Программа механизма програлданого управления установлена таким образом,что время
0
задержки реле времени , отключающего сопловые камеры, равно времени прохождения изделий от заполняемого до распределительного канала, подлежащего заполнению.
С целью синхронизации работы механизмов устройства вибролоток накопи-: теля имеет регулируемый привод.
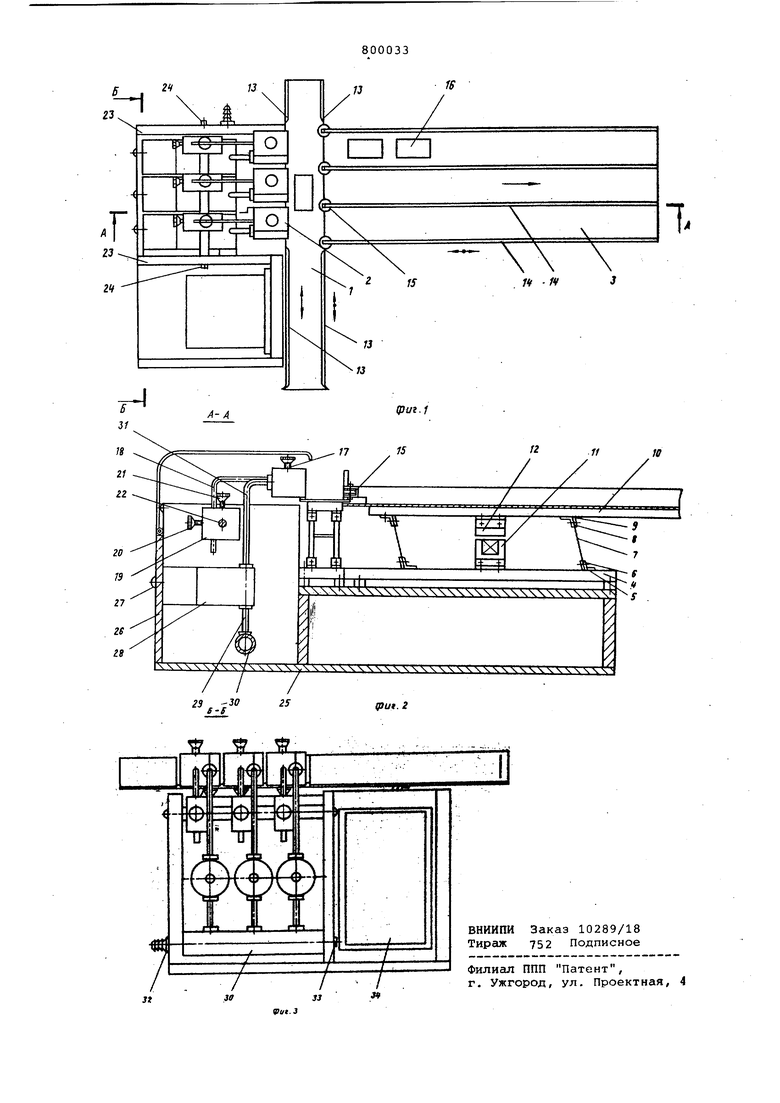
На фиг. 1 изобрежено предлагаемое устройство, вид сверху; на фиг. 2 разрез Л-Л на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1.
Устройство состоит из подающего вибролотка 1, механизма перегрузки, выполненного в виде сопловых камер 2 и вибролотка-накопит-еля 3.
Подающий вибролоток 1 и вибролоток-накопитель 3 конструктивно подобны и состоят из станины 4, на которой при помощи кронштейнов 5 и накладок б закреплены плоские пружины 7 упругой системы вибролотка. С другой стороны плоских пружин 7 при помощи кронштейнов 8 и накладок 9 закреплен транспортирующий орган 10. На станине 4 крепится статор 11 электромагнита вибратора лотка, а якорь 12 крепится на транспортирующем органе 10.vHa входе подающего вибролотка установлены направляющие 13. На вибролотке-накопителе 3 установлены направляющие 14, имеющие в передней части вырезы и ролики 15, размещенные над подающим вибролотком 1. Для синхронизации работы подающего вибролотка 1 и вибролотка-накопителя 3 при перегрузке изделий 16 на электромагнит вибратора вибролотка-накопителя подается плавно регулируемое напряжение. Сопловые камеры 2 при помощи винтов 17 закреплены на Г-образной оси 18, установленной на кронштейне 19 при помощи винтов 20. Кронштейны 19 крепятся при помощи винтов 21 на оси 22, которая крепится в стойках 23 при помощи винтов 24. Стойки 23 установлены на основании 25 устройства. Такое крепление сопел позволяет регулировать положение сопловых камер 2 по шести степеням свободы, что дает возможность ориентировать изделия в определенное положение.
На стойке 26 при помощи винтов 27 зак.реплены электропневмоклапаны 28, при помощи шлангов 29 соединенные с коллектором 30, а шлангами 31 - с сопловыми камерами 2. Коллектор 30 установлен в стойках 23 и с одной стороны имеет штуцер 32 для подключения системы подачи сжатого воздуха, .а с другой стороны крепится винтом 33 к станине 4.
В основании 25 устройства установлен механизм 24 программного управления, электрически связанный с электропневмоклапанами 28.
, У стройство работает следующим образом.
Изделие 16, поступающее на подающий вибролоток 1, перемещается до сопловой камеры 2, на которую согласно программе, определяемой механизмом 34 программного управления, подается через электропневмоклапаны 28 сжатый воздух, при помощи которого изделия 16 перегружаются в определенный канал вибролФтка-накопителя 3.
По истечении определенного времени подача воздуха согласно программе переключается на другую сопловую камеру и заполняется следующий канал виб.ролотка-накопителя 3. При переключении воздуха на одну из сопловых камер подача воздуха на другую сопловую камеру происходит с задержкой времени, равной времени прохождения изделия от заполняемого распределительного канала до канала, подлежащего заполнению.
Предлагаемое устройство позволяет уменьшить повреждение изделий при перегрузке и группировать изделия в ряды с заданной ориентацией,
а также повысить производительность устройства за счет быстродействия механизма перегрузки.
Формула изобретения
на расстоянии не более половины
меньшего размера изделий и на входном участке накопителя закреплены ролики, установленные над транспортером, при этом накопитель и
транспортер состоят из вибролотков, а электропневмоклапаны имеют механизм программного управления.
накопительный лоток имеет регулятор вибрации.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 358230, кл; В 65 G 47/34, 1970,
